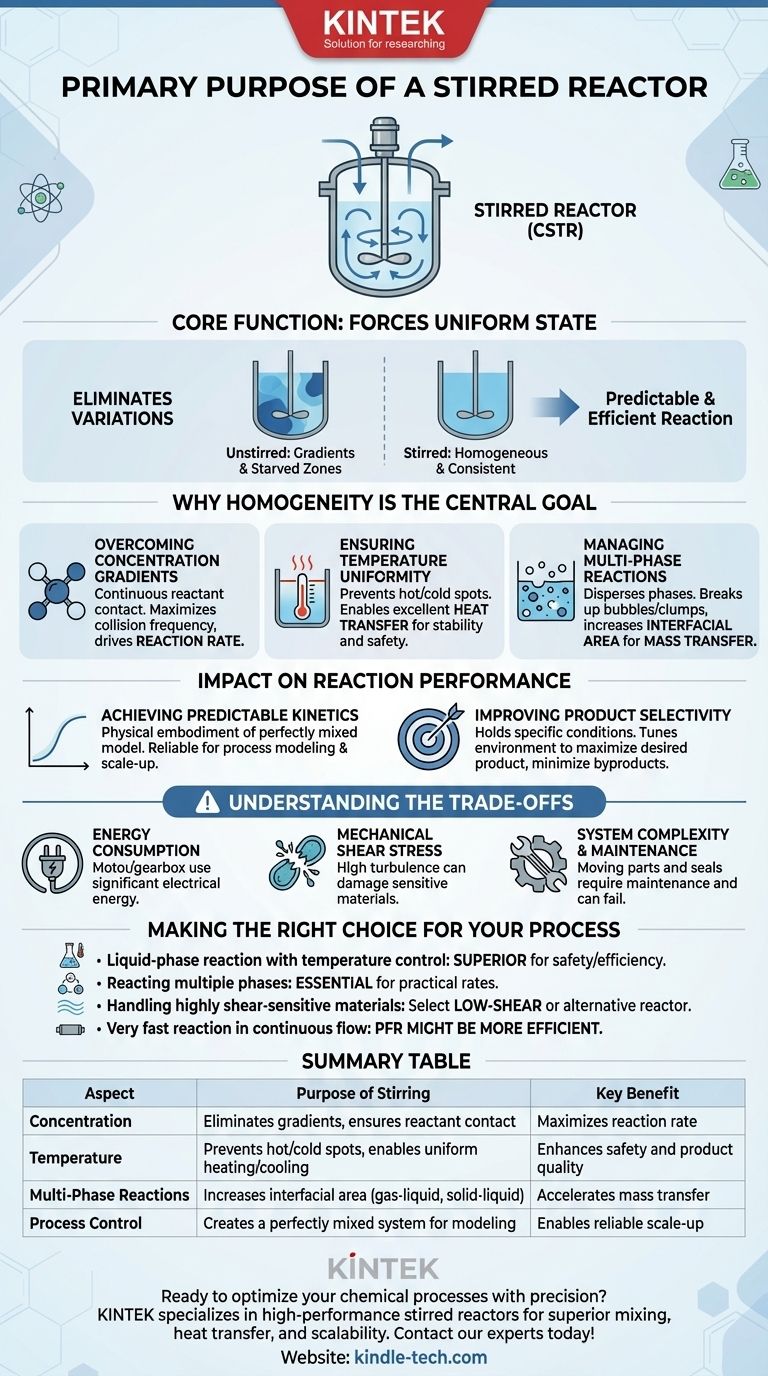
Au fond, l'objectif principal d'un réacteur agité n'est pas seulement de contenir des produits chimiques, mais de les forcer à atteindre un état uniforme. En utilisant un agitateur mécanique, il élimine activement les variations de concentration et de température dans tout le volume de réaction. Cela crée un environnement hautement contrôlé et constant, permettant à la réaction chimique de se dérouler de la manière la plus prévisible et efficace possible.
Alors que n'importe quel récipient peut contenir une réaction, un réacteur agité est conçu pour la maîtriser. Sa véritable fonction est de surmonter les barrières physiques du transfert de chaleur et de masse, garantissant que la cinétique chimique — la vitesse de la réaction elle-même — est le seul facteur limitant le résultat.

Pourquoi l'homogénéité est l'objectif central
Le succès d'une réaction chimique est souvent dicté par l'environnement physique dans lequel elle se produit. Un réacteur agité, souvent appelé réacteur continu à agitation (CSTR) dans les milieux industriels, est conçu pour contrôler cet environnement grâce au mélange.
Surmonter les gradients de concentration
Dans un récipient non agité, les réactifs sont consommés localement. Cela crée des zones où la concentration en réactifs est faible, affamant effectivement la réaction, et d'autres zones où elle reste élevée.
L'agitation déplace de force le fluide principal. Cela garantit que les réactifs frais entrent continuellement en contact, maximisant la fréquence de collision entre les molécules et stimulant ainsi la vitesse de réaction.
Assurer l'uniformité de la température
Les réactions chimiques peuvent être exothermiques (libérant de la chaleur) ou endothermiques (absorbant de la chaleur). Sans mélange, des « points chauds » dangereux ou des « points froids » inefficaces peuvent se développer.
Les points chauds peuvent dégrader votre produit, provoquer des réactions secondaires indésirables, ou même entraîner un emballement thermique dangereux. Un réacteur agité fait circuler constamment le fluide devant une double enveloppe de chauffage ou de refroidissement sur la paroi du récipient, assurant un excellent transfert de chaleur et maintenant une température unique et stable.
Gestion des réactions multiphasiques
De nombreuses réactions critiques impliquent plusieurs phases, comme faire barboter un gaz dans un liquide ou dissoudre un catalyseur solide. La réaction ne peut se produire qu'à l'interface entre ces phases.
L'agitation est essentielle pour disperser une phase dans une autre. Elle décompose les grosses bulles de gaz ou les amas solides en fines particules, augmentant considérablement la surface interfaciale et accélérant le taux de transfert de masse entre les phases.
L'impact sur la performance de la réaction
Le contrôle de l'environnement physique a un impact direct et profond sur le résultat chimique. C'est la raison ultime de l'utilisation d'un réacteur agité.
Atteindre une cinétique prévisible
Les ingénieurs chimistes s'appuient sur des modèles mathématiques pour prédire et contrôler les résultats des réactions. Ces modèles supposent presque toujours un système parfaitement mélangé où les propriétés sont uniformes.
Un réacteur agité bien conçu est l'incarnation physique de cette hypothèse idéale. Cela rend la modélisation des processus, le contrôle et la mise à l'échelle du laboratoire à une usine de production beaucoup plus fiables.
Améliorer la sélectivité du produit
Pour les réactions qui peuvent produire plusieurs produits, la température et la concentration des réactifs sont souvent les facteurs décisifs quant au produit favorisé.
En éliminant les gradients, un réacteur agité maintient l'ensemble du système dans un ensemble spécifique de conditions. Cela vous permet de « régler » l'environnement pour maximiser la formation de votre produit désiré et minimiser la création de sous-produits indésirables, un concept connu sous le nom d'amélioration de la sélectivité.
Comprendre les compromis
Bien que puissant, un réacteur agité n'est pas une solution universelle. Sa conception introduit des défis spécifiques qui doivent être gérés.
Consommation d'énergie
Le moteur et le réducteur nécessaires pour entraîner l'agitateur consomment une quantité importante d'énergie électrique. C'est un coût opérationnel principal, en particulier pour les réacteurs à grande échelle ou lors du mélange de fluides très visqueux.
Contrainte de cisaillement mécanique
Le mouvement rapide de la turbine crée des vitesses de fluide élevées et de la turbulence. Bien que cela soit bon pour le mélange, les forces de cisaillement résultantes peuvent endommager ou détruire des matériaux sensibles. C'est une préoccupation majeure en bioprocédés, où des cellules délicates ou de grandes molécules protéiques peuvent être facilement endommagées.
Complexité du système et maintenance
Comparé à un simple réservoir ou à un réacteur tubulaire (réacteur piston), un réacteur agité possède des pièces mobiles : un moteur, un arbre, des roulements et, surtout, un joint d'étanchéité. Le joint empêche les fuites là où l'arbre pénètre dans le récipient et constitue un point de défaillance et de maintenance fréquent.
Faire le bon choix pour votre processus
La décision d'utiliser un réacteur agité dépend entièrement des exigences spécifiques de votre système chimique.
- Si votre objectif principal est une réaction en phase liquide avec contrôle de la température : L'excellent transfert de chaleur et de masse d'un réacteur agité en fait le choix par défaut et supérieur pour la sécurité et l'efficacité.
- Si votre objectif principal est de faire réagir plusieurs phases (gaz-liquide, solide-liquide) : L'agitation est presque toujours nécessaire pour créer la surface interfaciale requise pour que la réaction se déroule à une vitesse pratique.
- Si votre objectif principal est de manipuler des matériaux très sensibles au cisaillement : Vous devez choisir soigneusement une turbine à faible cisaillement ou envisager des types de réacteurs alternatifs comme une colonne à bulles ou un réacteur à air lift.
- Si votre objectif principal est une réaction très rapide en flux continu : Un réacteur piston (PFR) pourrait être plus efficace, car il évite le mélange à contre-courant inhérent à un réacteur agité.
En fin de compte, comprendre le rôle du mélange transforme le réacteur d'un simple conteneur en un instrument de précision pour la synthèse chimique.
Tableau récapitulatif :
| Aspect | Objectif de l'agitation | Avantage clé |
|---|---|---|
| Concentration | Élimine les gradients, assure le contact des réactifs | Maximise la vitesse de réaction |
| Température | Prévient les points chauds/froids, permet un chauffage/refroidissement uniforme | Améliore la sécurité et la qualité du produit |
| Réactions multiphasiques | Augmente la surface interfaciale (gaz-liquide, solide-liquide) | Accélère le transfert de masse |
| Contrôle du processus | Crée un système parfaitement mélangé pour la modélisation | Permet une mise à l'échelle fiable |
Prêt à optimiser vos processus chimiques avec précision ? KINTEK est spécialisée dans les équipements de laboratoire haute performance, y compris les réacteurs agités conçus pour un mélange, un transfert de chaleur et une évolutivité supérieurs. Que vous développiez de nouvelles réactions ou que vous augmentiez la production, nos solutions garantissent des résultats constants et fiables. Contactez nos experts dès aujourd'hui pour trouver le réacteur parfait pour vos besoins en laboratoire !
Guide Visuel
Produits associés
- Agitateur chauffant magnétique à température constante de petite taille pour laboratoire
- Agitateurs de laboratoire haute performance pour diverses applications
- Réacteurs de laboratoire personnalisables à haute température et haute pression pour diverses applications scientifiques
- Réacteur Autoclave de Laboratoire Haute Pression pour Synthèse Hydrothermale
- Mini autoclave à réacteur haute pression en acier inoxydable pour laboratoire
Les gens demandent aussi
- Pourquoi un agitateur chauffant magnétique est-il essentiel à la synthèse des nanoparticules de ZnO ? Obtenez la précision en ingénierie des matériaux
- Quel rôle joue un agitateur magnétique chauffant à température constante dans la synthèse de MFC-HAp ? Atteindre l'homogénéité des matériaux
- Quelle est la fonction d'un appareil de chauffage et d'agitation à température constante ? Contrôle de précision dans la synthèse de nanoparticules de Cr2O3
- Pourquoi un agitateur magnétique de laboratoire est-il nécessaire pour les esters d'acide benzoïque ? Augmentez la vitesse de réaction et le rendement avec un régime élevé
- Quel rôle joue un agitateur magnétique chauffant dans la synthèse des nanoparticules de ZnO ? Contrôle de précision pour des résultats de qualité







