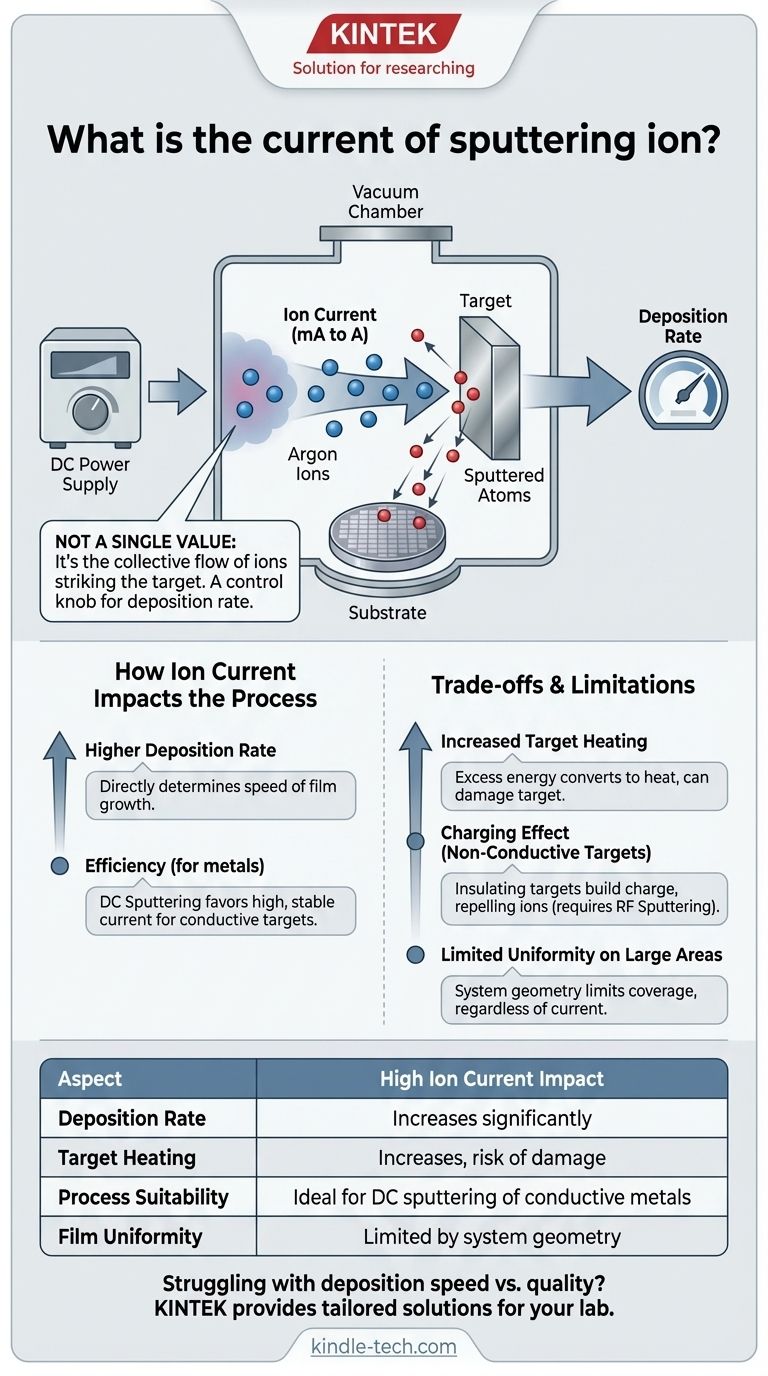
Pour être précis, il n'existe pas de valeur unique pour le "courant d'un ion de pulvérisation". Ce terme fait référence au courant ionique global – le flux collectif d'ions chargés frappant le matériau cible – qui est un paramètre de processus critique et très variable. Ce courant est contrôlé par l'alimentation électrique et détermine directement le taux auquel le matériau est déposé sur votre substrat.
Le concept central à saisir est que le courant ionique n'est pas une propriété fixe, mais un bouton de contrôle pour le processus de pulvérisation. L'augmentation du courant ionique augmente directement le nombre d'ions frappant la cible par seconde, ce qui accélère le taux de dépôt mais introduit également des compromis cruciaux liés à la chaleur et à la qualité du film.
Ce que signifie le "courant ionique" en pulvérisation
Dans tout système de pulvérisation, l'objectif est d'utiliser des ions de haute énergie (généralement un gaz inerte comme l'Argon) comme projectiles microscopiques pour arracher des atomes d'un matériau source, connu sous le nom de "cible". Le "courant ionique" est la mesure du nombre de ces projectiles qui frappent la cible sur une période de temps.
D'un ion unique à un courant mesurable
Un ion unique porte une charge électrique fondamentale. Cependant, le courant que nous mesurons et contrôlons dans un système de pulvérisation est le flux macroscopique de milliards de ces ions. Ceci est généralement mesuré en milliampères (mA) ou en ampères (A) et est régulé par l'alimentation électrique du système.
Le rôle de l'alimentation électrique
L'alimentation électrique, telle que la source de courant continu (CC) utilisée en pulvérisation CC, crée un champ électrique puissant. Ce champ accélère les ions gazeux chargés positivement vers la cible chargée négativement, créant un courant ionique stable et contrôlable.
Le courant ionique comme principal bouton de contrôle
Considérez le courant ionique comme le cadran principal de la vitesse de dépôt. Un courant plus élevé signifie que plus d'ions bombardent la cible chaque seconde. Cela déloge plus d'atomes cibles, ce qui entraîne une croissance plus rapide du film sur votre substrat.
Comment le courant ionique impacte le processus de pulvérisation
Le contrôle du courant ionique est fondamental car il influence directement la vitesse, l'efficacité et les caractéristiques finales de votre couche mince.
Le lien direct avec le taux de dépôt
L'effet le plus immédiat de l'augmentation du courant ionique est un taux de dépôt plus élevé. Pour les processus impliquant un revêtement à grande échelle de métaux purs, des techniques comme la pulvérisation CC sont privilégiées précisément parce qu'elles peuvent maintenir efficacement un courant ionique élevé et stable.
La distinction avec l'énergie ionique
Il est essentiel de distinguer le courant ionique de l'énergie ionique. Alors que le courant dicte la quantité d'ions de pulvérisation, l'énergie dicte leur force d'impact. La pulvérisation par faisceau d'ions, par exemple, est réputée pour son énergie de particules élevée (environ 10 eV), soit environ 100 fois celle de l'évaporation sous vide. Cette énergie élevée garantit que les atomes pulvérisés s'incrustent fermement dans le substrat, créant des liaisons exceptionnellement fortes et des films de haute qualité.
Le cas de la pulvérisation CC
La pulvérisation CC est une illustration parfaite de l'utilisation efficace du courant. Elle applique une tension CC constante à une cible, créant un flux continu d'ions. Cette méthode est très efficace et rentable pour les cibles électriquement conductrices, comme les métaux purs, car le courant peut circuler sans interruption.
Comprendre les compromis et les limitations
Bien qu'augmenter le courant ionique semble être un moyen simple d'accélérer le travail, cela entraîne des conséquences importantes qui doivent être gérées.
Le problème du chauffage de la cible
Un courant ionique plus élevé signifie qu'une plus grande énergie est transférée à la cible. Une partie significative de cette énergie est convertie en chaleur. Un chauffage excessif peut endommager la cible, altérer ses caractéristiques de pulvérisation, ou même provoquer une dérive des propriétés du film pendant le dépôt.
Le défi des cibles non conductrices
Vous ne pouvez pas utiliser une simple source d'alimentation CC pour les cibles électriquement isolantes (diélectriques). Lorsque des ions positifs frappent la cible isolante, une charge positive s'accumule à sa surface. Cet effet de "charge" repousse rapidement les ions entrants, étouffant le courant ionique et arrêtant le processus de pulvérisation. C'est pourquoi d'autres techniques, comme la pulvérisation RF (radiofréquence), sont nécessaires pour des matériaux comme les oxydes et les nitrures.
Taux vs. uniformité sur de grandes surfaces
Même avec un taux de dépôt élevé entraîné par un fort courant ionique, certaines méthodes ne conviennent pas à toutes les applications. Comme noté avec la pulvérisation par faisceau d'ions, la zone cible peut être limitée. Cela rend difficile d'obtenir une épaisseur de film uniforme sur un très grand substrat, quelle que soit la hauteur à laquelle vous réglez le courant.
Adapter le processus à votre objectif
Le courant ionique optimal dépend entièrement de votre matériau, de votre système et du résultat souhaité.
- Si votre objectif principal est un revêtement rapide et économique d'un métal pur : La pulvérisation CC est probablement la meilleure approche, car elle est conçue pour maintenir un courant ionique élevé et stable pour les cibles conductrices.
- Si votre objectif principal est d'obtenir la meilleure qualité de film et l'adhérence la plus élevée possible : La pulvérisation par faisceau d'ions est un choix supérieur, car le processus privilégie une énergie ionique élevée pour créer des films denses et fortement liés.
- Si votre objectif principal est de revêtir une grande surface avec une uniformité parfaite : Vous devez tenir compte de la géométrie du système, car un courant ionique élevé seul ne résoudra pas le défi d'une zone cible limitée.
En fin de compte, maîtriser le courant ionique consiste à équilibrer le besoin de vitesse avec les contraintes de votre matériau et les exigences de qualité de votre produit final.
Tableau récapitulatif :
| Aspect | Impact d'un courant ionique élevé |
|---|---|
| Taux de dépôt | Augmente significativement |
| Chauffage de la cible | Augmente, risque de dommages |
| Adéquation du processus | Idéal pour la pulvérisation CC de métaux conducteurs |
| Uniformité du film (grandes surfaces) | Limitée par la géométrie du système, pas seulement par le courant |
Vous avez du mal à équilibrer la vitesse de dépôt et la qualité du film dans votre laboratoire ?
Chez KINTEK, nous sommes spécialisés dans les équipements et consommables de laboratoire pour le dépôt précis de couches minces. Nos experts peuvent vous aider à sélectionner le système de pulvérisation adapté – que vous ayez besoin de l'efficacité à grande vitesse de la pulvérisation CC pour les métaux ou de la qualité de film supérieure de la pulvérisation par faisceau d'ions.
Laissez KINTEK vous fournir la solution adaptée aux besoins de votre laboratoire. Contactez nos experts dès aujourd'hui pour une consultation sur l'optimisation de votre processus de pulvérisation.
Guide Visuel
Produits associés
Les gens demandent aussi
- Quelle est la différence entre le frittage par plasma étincelle et le frittage éclair ? Un guide des méthodes de frittage avancées
- Quelle est la pression pour le frittage plasma par étincelles ? Un guide pour optimiser les paramètres SPS
- Quelle est la théorie du frittage par plasma étincelle ? Un guide de densification rapide à basse température
- Quels sont les principes fondamentaux du frittage par plasma étincelle ? Atteindre une consolidation rapide des matériaux à haute densité
- Quels sont les fondamentaux du procédé de frittage par plasma étincelle ? Débloquez une consolidation de matériaux rapide et haute performance
