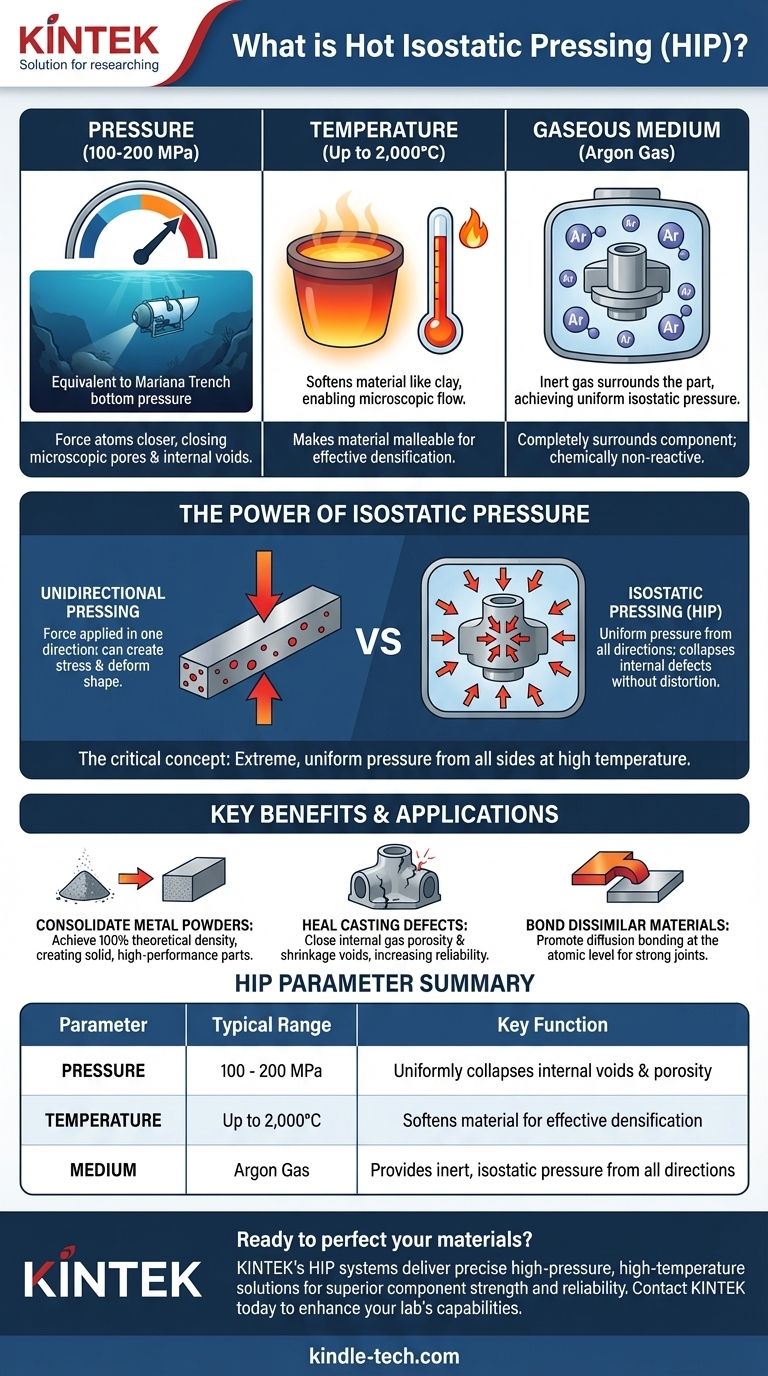
En bref, le pressage isostatique à chaud (HIP) utilise une pression de gaz isostatique qui varie généralement de plusieurs dizaines de mégapascals (MPa) jusqu'à 200 MPa, ce qui correspond à environ 1 000 à 2 000 fois la pression atmosphérique standard. Cette pression immense est appliquée uniformément dans toutes les directions, conjointement avec des températures élevées, atteignant souvent 2 000°C, pour densifier les matériaux et éliminer les défauts internes.
Le concept critique n'est pas seulement la haute pression, mais sa nature isostatique. En appliquant une pression extrême et uniforme de tous les côtés à haute température, le HIP peut effondrer les vides internes et créer des composants entièrement denses et performants sans déformer leur forme.

Les Paramètres Clés du HIP
Le pressage isostatique à chaud est un processus de fabrication défini par l'interaction précise de trois facteurs clés : la pression, la température et un milieu de pressurisation.
Définition de la Plage de Pression
La pression dans un cycle HIP se situe généralement entre 100 MPa et 200 MPa. Pour mettre cela en perspective, 100 MPa équivaut à la pression trouvée au fond de la fosse des Mariannes, le point le plus profond de l'océan.
Ce niveau de pression est nécessaire pour forcer physiquement les atomes à se rapprocher, comblant ainsi les pores microscopiques, les fissures et autres vides internes au sein d'un matériau.
Le Rôle de la Haute Température
La pression seule ne suffit pas. Les systèmes HIP appliquent également des températures allant de quelques centaines de degrés Celsius jusqu'à 2 000°C.
Cette chaleur intense rend le matériau malléable, presque comme de l'argile. Dans cet état ramolli, le matériau peut s'écouler à l'échelle microscopique, permettant à la haute pression de souder efficacement les vides internes.
Le Milieu Gazeux
La pression n'est pas appliquée par un piston physique, mais par un gaz. L'argon est le choix le plus courant car il est inerte, ce qui signifie qu'il ne réagira pas chimiquement avec le matériau en cours de traitement, même à des températures extrêmes.
Le gaz entoure complètement la pièce, c'est ainsi qu'il atteint une pression isostatique uniforme.
Ce que Signifie Réellement la Pression « Isostatique »
Le terme « isostatique » est fondamental pour comprendre le fonctionnement du HIP et pourquoi il est si efficace. Il distingue le processus des méthodes de pressage conventionnelles.
Pression Uniforme Sous Toutes les Directions
Isostatique signifie que la pression est appliquée également et simultanément sur chaque surface du composant.
Imaginez plonger un objet profondément dans l'océan. La pression de l'eau s'exerce sur lui par le haut, le bas et tous les côtés avec la même force. C'est une analogie parfaite pour la pression de gaz isostatique à l'intérieur d'une enceinte HIP.
Pourquoi l'Uniformité Est Cruciale
Cette pression uniforme comprime la pièce sans déformer sa forme globale. Parce que la force est parfaitement équilibrée, elle fait s'effondrer vers l'intérieur la porosité interne et les défauts.
Cela permet la création de composants aux géométries complexes qui sont traités jusqu'à la densité théorique complète, améliorant considérablement leurs propriétés mécaniques telles que la résistance et la résistance à la fatigue.
Contraste avec le Pressage Unidirectionnel
Une forge ou une presse traditionnelle applique la force dans une seule direction (uniaxiale). Bien que cela soit efficace pour façonner le métal, cela peut créer des contraintes internes et ne peut pas éliminer les vides internes préexistants aussi efficacement que le HIP.
Comprendre les Compromis
Bien que puissant, le processus HIP implique d'équilibrer des variables clés et de comprendre ses limites inhérentes.
Équilibre Pression vs. Température
La combinaison spécifique de pression et de température est adaptée au matériau. Un matériau avec un point de fusion plus bas pourrait nécessiter moins de chaleur mais plus de pression, tandis qu'un superalliage à haute résistance pourrait nécessiter des températures extrêmes pour devenir suffisamment malléable pour que la pression agisse.
Temps de Cycle et Coût
Le HIP est un processus par lots, et non continu. Les cycles de chargement, de chauffage, de pressurisation, de maintien et de refroidissement peuvent prendre de nombreuses heures. Cela le rend plus coûteux et plus long que certaines autres méthodes de fabrication.
Préparation des Pièces
Pour que le processus fonctionne sur des poudres ou pour éviter les réactions de surface, les pièces doivent souvent être scellées dans un conteneur étanche aux gaz ou une « boîte ». Cela ajoute une étape et un coût supplémentaires au flux de travail de fabrication.
Comment les Paramètres Sont Adaptés à l'Objectif
Les réglages précis de pression et de température sont sélectionnés en fonction de l'objectif de fabrication spécifique.
- Si votre objectif principal est de consolider des poudres métalliques : L'objectif est d'atteindre 100 % de la densité théorique, créant une pièce solide à partir de poudre non consolidée qui possède des propriétés supérieures aux équivalents coulés ou forgés.
- Si votre objectif principal est de réparer des défauts dans les pièces moulées : Des pressions et des températures plus basses peuvent être utilisées simplement pour fermer la porosité gazeuse interne et les vides de retrait, augmentant considérablement la fiabilité et la durée de vie de la pièce.
- Si votre objectif principal est de souder des matériaux dissimilaires : Les paramètres du processus sont choisis pour favoriser la diffusion au niveau atomique, créant une liaison entre deux matériaux différents qui est aussi solide que les matériaux de base eux-mêmes.
En fin de compte, le pressage isostatique à chaud exploite la puissance combinée de la pression uniforme et de la chaleur élevée pour perfectionner les matériaux de l'intérieur vers l'extérieur.
Tableau Récapitulatif :
| Paramètre | Plage Typique | Fonction Clé |
|---|---|---|
| Pression | 100 - 200 MPa | Effondre uniformément les vides internes et la porosité |
| Température | Jusqu'à 2 000°C | Ramollit le matériau pour une densification efficace |
| Milieu | Gaz Argon | Fournit une pression inerte et isostatique de toutes les directions |
Prêt à perfectionner vos matériaux de l'intérieur vers l'extérieur ?
Les systèmes de pressage isostatique à chaud (HIP) de KINTEK fournissent la combinaison précise de pression extrême (jusqu'à 200 MPa) et de haute température (jusqu'à 2 000°C) nécessaire pour atteindre 100 % de la densité théorique, éliminer les défauts internes dans les pièces moulées et consolider les poudres métalliques. Il en résulte des composants dotés d'une résistance, d'une résistance à la fatigue et d'une fiabilité supérieures.
Que votre objectif soit de réparer des défauts de coulée, de créer des pièces entièrement denses à partir de poudre ou de souder des matériaux dissimilaires, nos solutions HIP sont adaptées à vos exigences spécifiques en matière de matériaux et de performances.
Contactez KINTEK dès aujourd'hui pour discuter de la manière dont nos équipements de laboratoire et nos consommables peuvent améliorer les capacités de votre laboratoire et les performances des matériaux.
Guide Visuel
Produits associés
- Presse isostatique à chaud pour la recherche sur les batteries à l'état solide
- Presse isostatique à froid de laboratoire électrique divisée CIP pour pressage isostatique à froid
- Presse isostatique manuelle à froid CIP pour pastilles
- Presse hydraulique automatique chauffante à haute température avec plaques chauffantes pour laboratoire
- Moules de Pressage Isostatique pour Laboratoire
Les gens demandent aussi
- Comment les presses isostatiques à chaud améliorent-elles les performances des électrodes sèches ? Améliorez la conductivité des batteries tout solides grâce à la chaleur et à la pression
- Pourquoi les presses isostatiques à chaud (WIP) sont-elles nécessaires pour les batteries à état solide ? Atteindre un contact au niveau atomique
- Pourquoi l'utilisation d'une presse isostatique pour les corps verts LSGM entraîne-t-elle une réduction de la température de frittage ? Améliorer la Densité
- Quelle est la fonction d'une presse isostatique à chaud (WIP) dans les cellules à poche entièrement à état solide ? Optimiser la densité de la batterie
- Qu'est-ce que le processus de pressage isostatique ? Obtenez une densité uniforme pour les pièces complexes

















