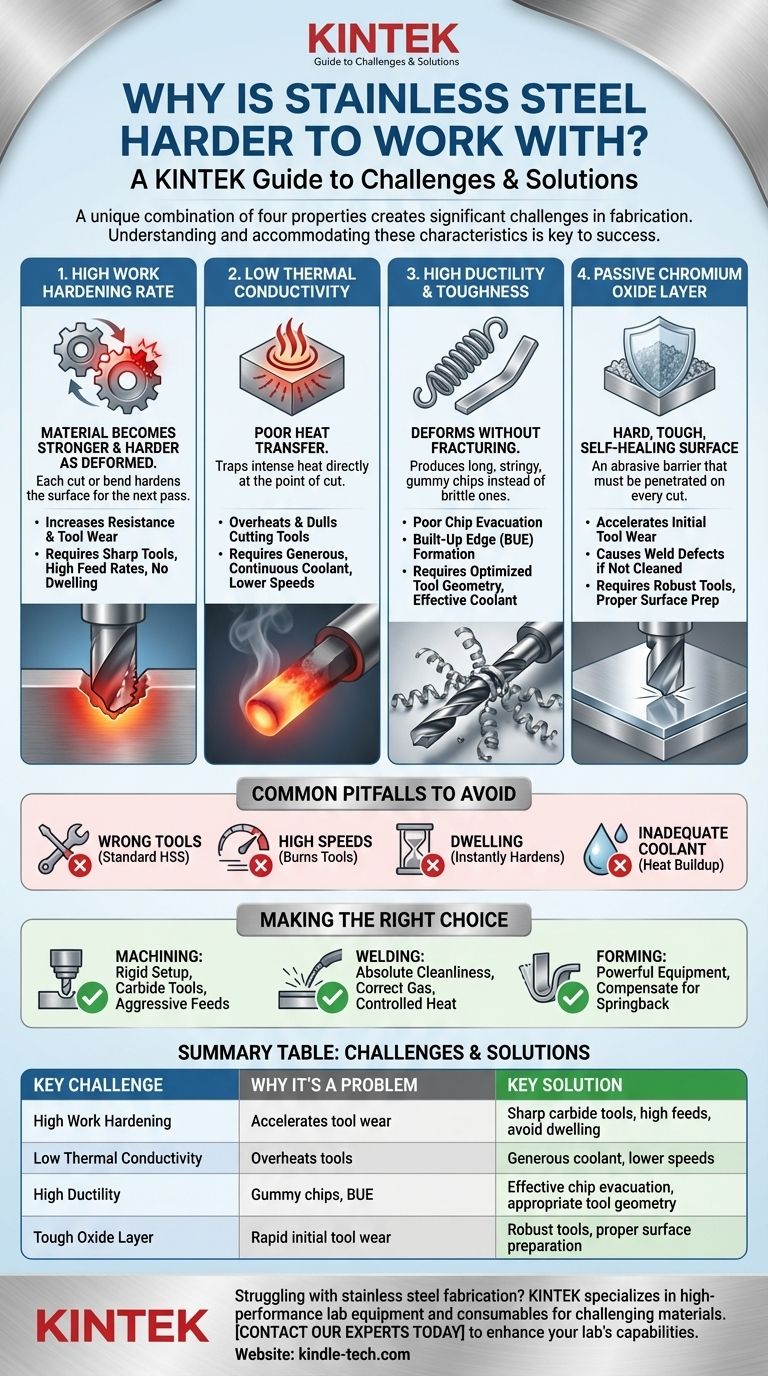
La raison fondamentale pour laquelle l'acier inoxydable est plus difficile à travailler est une combinaison unique de quatre propriétés : un taux d'écrouissage élevé, une faible conductivité thermique, une grande ductilité et une couche superficielle passive et résistante. Contrairement à l'acier au carbone qui est plus tolérant, l'acier inoxydable résiste activement aux opérations de coupe, de formage et de soudage, exigeant des outils, des techniques spécifiques et une compréhension plus approfondie du matériau lui-même.
Les propriétés mêmes qui rendent l'acier inoxydable souhaitable — sa résistance, sa ténacité et sa résistance à la corrosion — sont la cause directe des défis qu'il présente lors de la fabrication. Pour le travailler efficacement, il faut comprendre et accommoder ces caractéristiques inhérentes, et non les combattre.
Les propriétés fondamentales qui créent des défis
Comprendre pourquoi l'acier inoxydable est difficile nécessite d'examiner ses propriétés métallurgiques fondamentales. Chacune crée un ensemble spécifique de problèmes pour l'usineur.
Taux d'écrouissage élevé
L'écrouissage, ou durcissement par déformation, est un phénomène par lequel un métal devient plus résistant et plus dur lorsqu'il est déformé plastiquement.
L'acier inoxydable, en particulier les nuances austénitiques comme les 304 et 316, présente un taux d'écrouissage exceptionnellement élevé.
Cela signifie que le simple fait de couper, percer ou plier le matériau durcit instantanément la surface sur laquelle vous travaillez. Le passage suivant d'un outil doit couper un matériau qui est maintenant plus dur qu'il ne l'était un instant auparavant, conduisant à un cercle vicieux de résistance croissante et d'usure de l'outil.
Faible conductivité thermique
La conductivité thermique est une mesure de la capacité d'un matériau à transférer la chaleur.
La plupart des aciers, comme l'acier au carbone, sont des conducteurs relativement bons, permettant à la chaleur intense générée par la coupe de se dissiper dans le corps de la pièce et les copeaux.
L'acier inoxydable est un mauvais conducteur thermique. Il emprisonne la chaleur directement au point de coupe. Cette concentration extrême de chaleur n'adoucit pas la pièce ; au lieu de cela, elle surchauffe le tranchant de l'outil de coupe, entraînant un émoussement rapide, une déformation ou même la fusion de l'outil lui-même.
Grande ductilité et ténacité
La ductilité est la capacité d'un matériau à se déformer sans se fracturer. Bien que cela rende l'acier inoxydable tenace et résistant aux chocs, cela crée des problèmes d'usinage.
Au lieu de former des copeaux cassants qui se détachent proprement, la grande ductilité de l'acier inoxydable produit des copeaux longs, filandreux et gommeux.
Ces copeaux ne s'évacuent pas facilement, s'enroulant souvent autour de l'outil et de la pièce. Cela peut marquer la finition de surface et, plus grave encore, entraîner une "arête rapportée" (Built-Up Edge - BUE), où de petits morceaux de la pièce se soudent à la pointe de l'outil, ruinant sa géométrie de coupe et son efficacité.
La couche passive d'oxyde de chrome
La qualité « inoxydable » de l'acier provient d'une couche microscopiquement mince et transparente d'oxyde de chrome qui se forme à sa surface lorsqu'elle est exposée à l'air.
Cette couche passive est extrêmement dure, résistante et auto-réparatrice. Elle offre une excellente résistance à la corrosion mais agit comme une barrière abrasive qui doit être pénétrée à chaque première coupe.
Cela provoque une usure accélérée initiale du tranchant de l'outil de coupe. En soudage, cette même couche d'oxyde peut rester piégée dans le bain de fusion si elle n'est pas correctement nettoyée et protégée, provoquant des défauts et des points faibles dans le joint final.
Pièges courants à éviter
Les propriétés uniques de l'acier inoxydable signifient que les techniques utilisées pour l'acier au carbone mèneront souvent à l'échec. Éviter les erreurs courantes est essentiel pour réussir.
Utilisation d'outils, de vitesses ou d'avances incorrects
Les outils standard en acier rapide (HSS) ne dureront pas. Vous devez utiliser des outils fabriqués à partir de matériaux plus durs et plus résistants à la chaleur comme le HSS au cobalt ou le carbure massif.
De plus, faire fonctionner la machine à des vitesses élevées typiques de l'acier doux brûlera instantanément l'outil en raison de la faible conductivité thermique de l'acier inoxydable. L'approche correcte est une vitesse de surface faible combinée à une vitesse d'avance élevée et constante.
« S'attarder » pendant une coupe
S'attarder signifie qu'un outil de coupe tourne sur place sans enlever activement de matière.
Avec l'acier inoxydable, s'attarder ne serait-ce qu'une fraction de seconde générera une friction et une chaleur immenses, provoquant l'écrouissage instantané de la surface au point où elle peut devenir presque impossible à usiner. Le principe doit être : s'approcher, effectuer la coupe et se retirer sans hésitation.
Refroidissement inadéquat
Étant donné l'incapacité du matériau à dissiper la chaleur, un apport généreux et constant de liquide de refroidissement de haute qualité n'est pas facultatif, c'est essentiel.
Le liquide de refroidissement accomplit deux choses : il extrait la chaleur de l'interface outil-pièce, préservant la durée de vie de l'outil, et il aide à l'évacuation des copeaux, empêchant les copeaux filandreux de causer des dommages.
Ignorer la nuance spécifique
Tous les aciers inoxydables ne sont pas identiques. Une nuance « décolletable » comme le 303 ou le 416 est bien plus tolérante qu'un 304 standard ou une nuance haute température comme le 310.
Traiter tout l'acier inoxydable comme un seul matériau est une recette pour la frustration. Identifiez toujours la nuance spécifique et consultez ses directives d'usinage ou de soudage.
Faire le bon choix pour votre objectif
Le succès avec l'acier inoxydable vient du choix d'une stratégie qui contrecarre directement ses propriétés difficiles.
- Si votre objectif principal est l'usinage : Utilisez des montages extrêmement rigides, des outils en carbure ou au cobalt bien affûtés, des vitesses lentes, des taux d'avance agressifs et un volume élevé de liquide de refroidissement pour gérer la chaleur et prévenir l'écrouissage.
- Si votre objectif principal est le soudage : Assurez une propreté absolue pour éliminer la couche d'oxyde, utilisez le gaz de protection approprié (souvent un tri-mélange) et contrôlez soigneusement l'apport de chaleur pour minimiser le gauchissement et la déformation.
- Si votre objectif principal est le formage : Utilisez des équipements puissants pour vaincre la résistance initiale élevée et assurez-vous de sur-plier le matériau pour compenser son important retour élastique (ressort).
En fin de compte, maîtriser l'acier inoxydable ne consiste pas à lutter contre sa nature, mais à la respecter avec les connaissances, les outils et les techniques appropriés.
Tableau récapitulatif :
| Défi clé | Pourquoi est-ce un problème | Solution clé |
|---|---|---|
| Taux d'écrouissage élevé | Chaque coupe rend le matériau plus dur, accélérant l'usure de l'outil. | Utiliser des outils en carbure bien affûtés, des vitesses d'avance élevées et éviter de s'attarder. |
| Faible conductivité thermique | La chaleur se concentre au niveau de la coupe, surchauffant rapidement les outils. | Appliquer un liquide de refroidissement généreux et utiliser des vitesses de coupe plus faibles. |
| Grande ductilité | Produit des copeaux gommeux et filandreux qui peuvent endommager la pièce. | Assurer une évacuation efficace des copeaux et utiliser une géométrie d'outil appropriée. |
| Couche d'oxyde tenace | La couche de surface dure provoque une usure initiale rapide de l'outil. | Utiliser des matériaux d'outil robustes et assurer une préparation de surface adéquate. |
Vous avez des difficultés avec la fabrication en acier inoxydable ? KINTEK se spécialise dans la fourniture d'équipements de laboratoire haute performance et de consommables adaptés aux matériaux difficiles comme l'acier inoxydable. Notre expertise garantit que vous disposez des bons outils et du bon soutien pour obtenir des résultats précis et efficaces. Contactez nos experts dès aujourd'hui pour découvrir comment nous pouvons améliorer les capacités de votre laboratoire et rationaliser votre flux de travail.
Guide Visuel