En bref, augmenter l'amplitude de la vibration améliore généralement l'efficacité de la séparation des particules, en particulier pour les particules plus fines, en fournissant plus d'énergie pour les faire traverser la pile de tamis. Cependant, une amplitude excessive est contre-productive ; elle peut provoquer l'attrition des particules (casse), ce qui crée artificiellement plus de fines et fausse vos résultats, ou faire rebondir les particules si haut qu'elles entrent rarement en contact avec la maille du tamis.
Le défi fondamental de l'analyse par tamisage n'est pas seulement de faire vibrer les particules, mais de contrôler leur mouvement. L'amplitude est le levier principal pour contrôler l'énergie de ce mouvement, et trouver le réglage optimal est un compromis essentiel entre assurer une séparation complète et préserver l'état d'origine de vos particules.

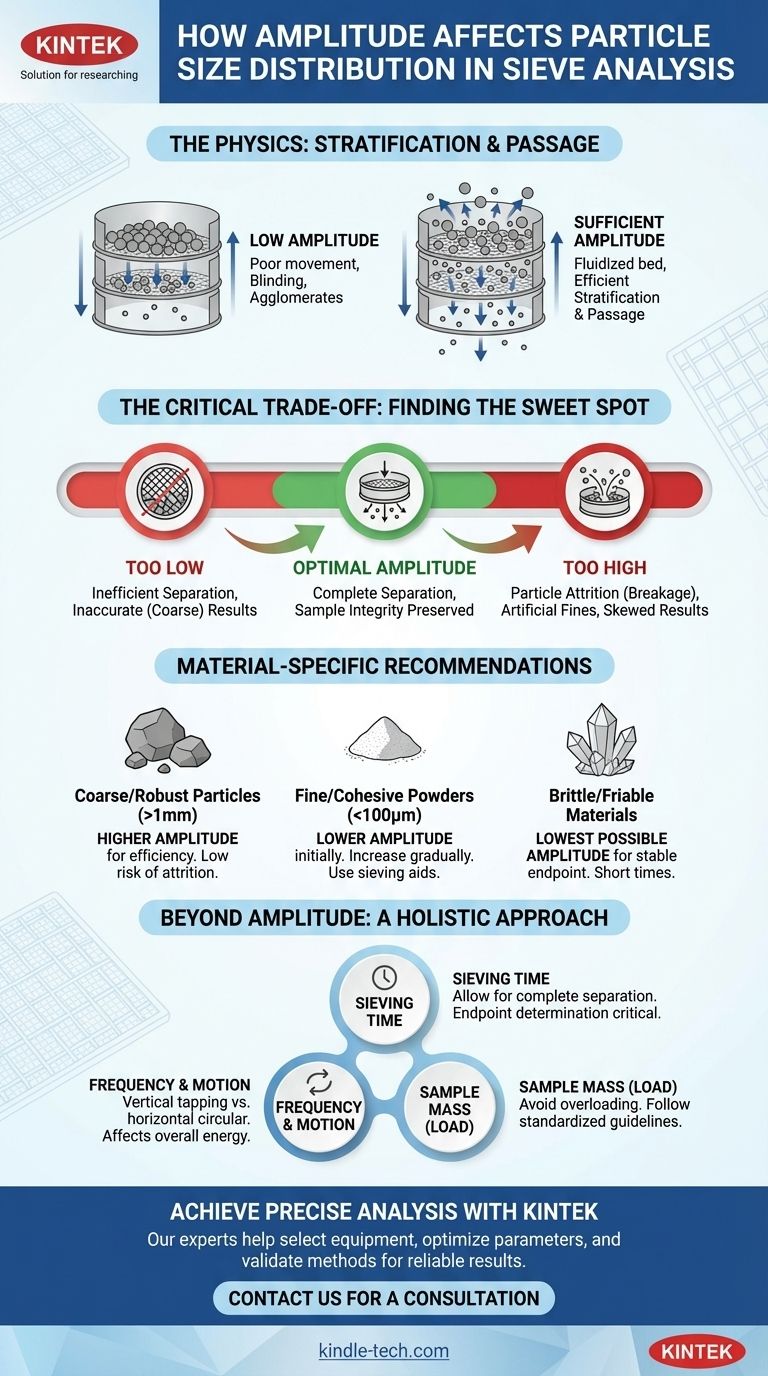
La physique du tamisage : pourquoi l'amplitude est importante
Pour contrôler un processus, il faut d'abord comprendre sa mécanique sous-jacente. L'analyse par tamisage repose sur deux actions fondamentales : la stratification et le passage. L'amplitude est la force motrice derrière ces deux actions.
Le mécanisme central : stratification et passage
Le tamisage fonctionne en donnant à chaque particule une chance statistique de traverser une ouverture. Pour que cela se produise, le lit de matériau sur le tamis doit d'abord se stratifier, où les particules plus petites migrent vers le bas à travers les espaces entre les plus grosses.
Une fois qu'une particule atteint la maille du tamis, elle doit ensuite être présentée à une ouverture dans la bonne orientation pour y passer. Ces deux actions nécessitent un mouvement des particules, qui est induit par la vibration.
Le rôle de l'amplitude : mettre les particules en mouvement
L'amplitude est la magnitude du déplacement du tamis pendant son cycle de vibration. Dans un agitateur à percussion vertical, elle correspond à la hauteur à laquelle la pile de tamis est soulevée et retombe.
Ce mouvement confère une énergie cinétique aux particules. Une amplitude suffisante fait que les particules s'envolent, les séparant momentanément les unes des autres et de la maille du tamis. Ce « temps de vol » est essentiel pour permettre aux particules plus fines de tomber sous les plus grossières.
Comment l'amplitude influence l'efficacité de la séparation
Le niveau d'amplitude dicte directement l'efficacité du processus de séparation.
-
Amplitude insuffisante : Conduit à de mauvais résultats. Les particules peuvent ne pas quitter la maille du tout, empêchant la stratification. Cela peut provoquer un encrassement (blinding), où des particules de taille proche restent coincées dans les ouvertures, ou empêcher la rupture des agglomérats (grumeaux de fines particules). Le résultat est une analyse qui indique incorrectement que le matériau est plus grossier qu'il ne l'est réellement.
-
Amplitude suffisante : Fournit suffisamment d'énergie pour fluidifier le lit de particules. Cela assure une bonne stratification, maintient la maille propre et donne à chaque particule plusieurs chances d'être testée contre une ouverture, conduisant à une séparation précise et complète.
Le compromis critique : efficacité contre intégrité des particules
L'objectif n'est pas l'amplitude maximale, mais l'amplitude optimale. Pousser le niveau d'énergie trop haut introduit des erreurs importantes et souvent invisibles.
Le problème de l'amplitude excessive : l'attrition
Le risque le plus important d'une amplitude élevée est l'attrition des particules. Lorsque les particules sont projetées violemment, elles entrent en collision les unes avec les autres et avec les surfaces dures du tamis avec une énergie élevée.
Pour les matériaux cassants, cristallins ou friables, ces impacts peuvent provoquer la rupture, la fracture ou l'usure des particules. Cela génère artificiellement des fines particules qui n'étaient pas présentes dans l'échantillon d'origine, faussant votre distribution vers les plus petites tailles de particules et invalidant l'analyse.
Le problème du tamisage inefficace
Une amplitude excessive peut également réduire paradoxalement l'efficacité. Si l'amplitude est si élevée que les particules passent trop de temps en l'air, elles ont moins d'occasions d'entrer en contact avec la maille du tamis et de passer par une ouverture. Cela peut allonger inutilement le temps de tamisage requis.
Trouver le « juste milieu » d'amplitude optimal
L'amplitude optimale est la quantité minimale d'énergie requise pour obtenir une séparation complète dans un délai raisonnable sans provoquer de dommages aux particules. Ce « juste milieu » dépend fortement des caractéristiques du matériau, telles que sa densité, sa taille et sa friabilité.
Au-delà de l'amplitude : autres paramètres critiques du tamisage
Obtenir une analyse granulométrique précise nécessite une approche holistique. L'amplitude est un paramètre critique, mais elle fonctionne en synergie avec d'autres.
Temps de tamisage
Le temps est le deuxième facteur clé. Le processus doit durer suffisamment longtemps pour que la stratification et le passage arrivent à leur terme. Une technique courante de validation de méthode consiste à tamiser par intervalles, en pesant les fractions à chaque fois jusqu'à ce que la masse sur chaque tamis se stabilise (par exemple, change de <0,1 %). Cette « détermination du point final » confirme que votre amplitude et votre temps sont suffisants.
Fréquence et mouvement de vibration
Le type de mouvement (par exemple, percussion verticale par rapport à circulaire horizontale) et sa fréquence jouent également un rôle. La fréquence, combinée à l'amplitude, détermine l'énergie globale et aide à déloger les particules coincées dans la maille.
Masse de l'échantillon (Chargement du tamis)
Le surchargement d'un tamis est une source d'erreur principale. Si le lit de matériau est trop épais, les particules au milieu de la couche n'auront jamais la chance d'atteindre la maille du tamis. Suivez toujours les directives normalisées pour la masse maximale de l'échantillon en fonction du diamètre de votre tamis et de la densité du matériau.
Comment déterminer la bonne amplitude pour votre matériau
L'amplitude idéale n'est pas une constante universelle ; elle doit être déterminée empiriquement pour votre matériau spécifique et vos objectifs d'analyse.
- Si votre objectif principal est d'analyser des particules grossières et robustes (>1 mm) : Vous pouvez généralement utiliser une amplitude plus élevée pour assurer une séparation efficace, car le risque d'attrition est faible.
- Si votre objectif principal est d'analyser des poudres fines et cohésives (<100 µm) : Commencez par une amplitude plus faible et augmentez-la progressivement, en utilisant potentiellement des aides au tamisage, pour briser les agglomérats sans endommager les particules individuelles.
- Si votre objectif principal est d'analyser des matériaux cassants ou friables : Utilisez l'amplitude la plus faible possible qui permette d'atteindre un point final stable, et maintenez les temps de tamisage aussi courts que nécessaire pour minimiser la casse des particules.
- Si votre objectif principal est la validation de méthode et la répétabilité : Effectuez un test de détermination du point final pour trouver systématiquement la combinaison idéale d'amplitude et de temps qui produit une séparation complète sans modifier le matériau.
Maîtriser l'amplitude est la clé pour transformer l'analyse par tamisage d'un simple processus de vibration en une méthode analytique précise et reproductible.
Tableau récapitulatif :
| Niveau d'amplitude | Effet sur la séparation | Risque pour les particules | Cas d'utilisation recommandé |
|---|---|---|---|
| Trop faible | Mauvaise stratification, encrassement, agglomérats persistants | Risque minimal de casse | Non recommandé ; conduit à des résultats grossiers inexacts |
| Optimal | Stratification efficace, maille propre, séparation complète | Risque minimal si correctement réglé | Idéal pour la plupart des matériaux ; assure la précision et préserve l'échantillon |
| Trop élevé | Rebond excessif des particules, contact réduit avec la maille | Risque élevé d'attrition et de casse | À éviter ; crée des fines artificielles et fausse la distribution |
Obtenez une analyse granulométrique précise et reproductible avec les agitateurs à tamis avancés de KINTEK.
Vous avez du mal à trouver le réglage d'amplitude parfait pour votre matériau spécifique ? Nos experts chez KINTEK sont spécialisés dans les équipements de laboratoire et les consommables, répondant à tous vos besoins de laboratoire. Nous fournissons non seulement des agitateurs à tamis de haute qualité avec un contrôle précis de l'amplitude, mais aussi le support technique nécessaire pour valider vos méthodes et garantir des résultats précis à chaque fois.
Laissez-nous vous aider à :
- Choisir le bon équipement pour votre type de matériau (grossier, fin, cassant ou cohésif)
- Optimiser vos paramètres de tamisage pour une efficacité maximale et une intégrité de l'échantillon
- Valider vos méthodes pour des données de distribution granulométrique reproductibles et fiables
Contactez notre équipe dès aujourd'hui pour une consultation et découvrez comment KINTEK peut améliorer votre flux de travail d'analyse par tamisage.
Guide Visuel
Produits associés
- Tamis de laboratoire et machine de tamisage vibrant
- Tamis de laboratoire et machines de tamisage
- Machine de tamisage vibratoire de laboratoire pour le tamisage tridimensionnel à sec et humide
- Machine de tamisage vibrant de laboratoire Tamis vibrant à claquement
- Machine de tamisage vibrant tridimensionnel humide de laboratoire
Les gens demandent aussi
- Comment utiliser un tamiseur ? Maîtrisez l'analyse granulométrique pour le contrôle qualité
- Quels sont les différents types de secoueurs de tamis ? Faites correspondre le secoueur à votre matériau pour une analyse granulométrique précise
- Quel est le principe du tamiseur vibrant ? Obtenez une analyse précise de la taille des particules
- Quelle est la fonction d'un tamiseur vibrant ? Réaliser une analyse granulométrique précise
- À quoi sert un agitateur de tamis vibrant ? Obtenez une analyse précise de la taille des particules pour votre laboratoire










