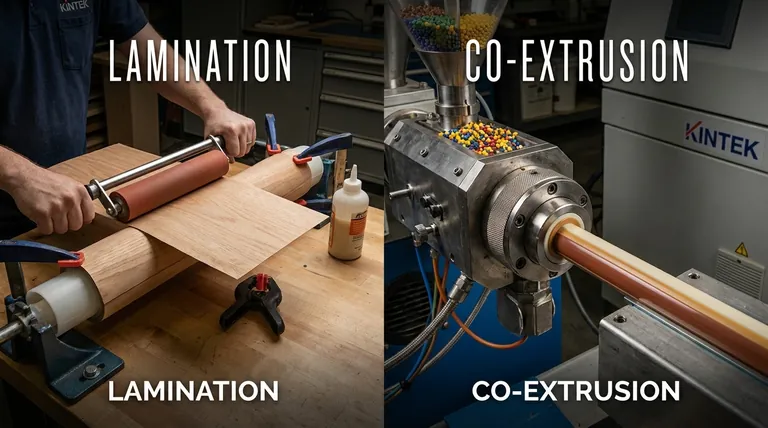
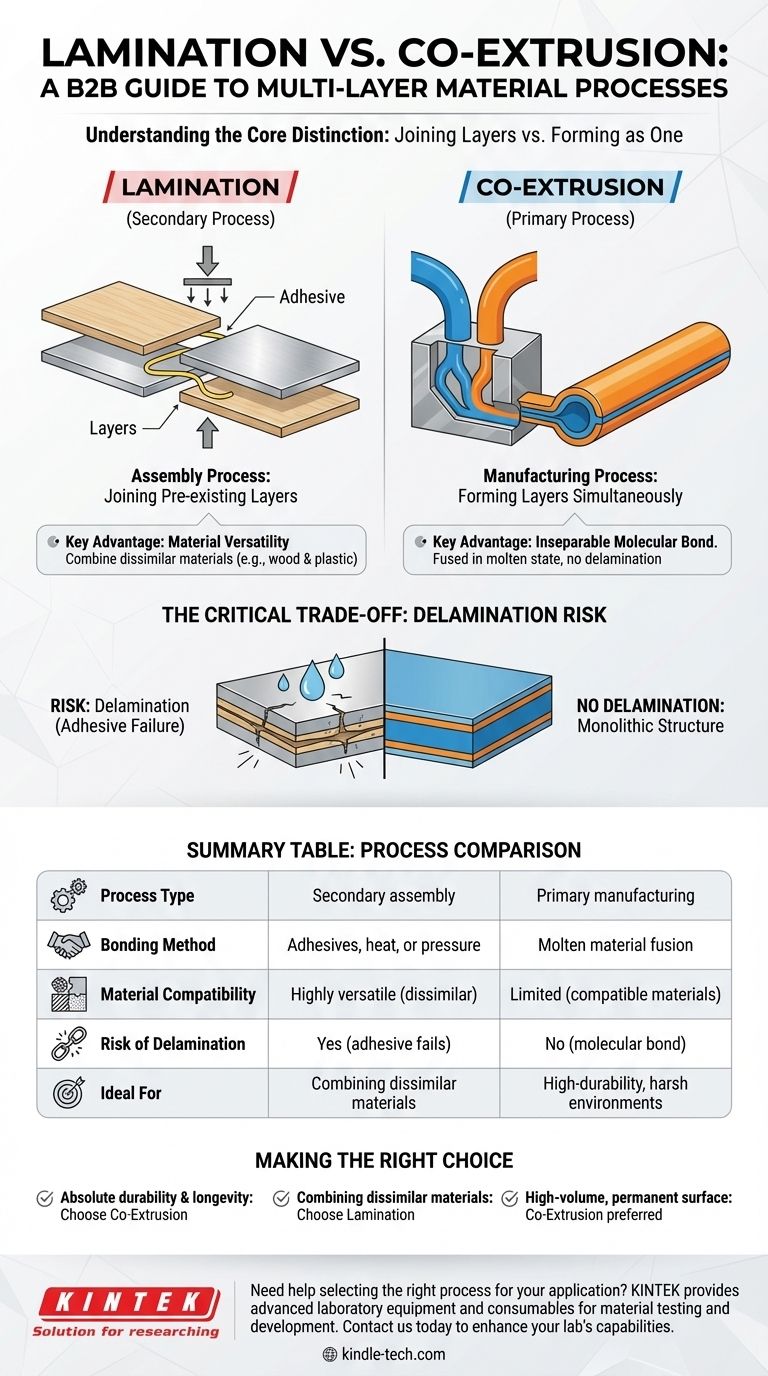
À la base, la différence est simple. Le laminage est un processus secondaire qui assemble des couches de matériaux préexistantes et distinctes à l'aide d'adhésifs, de chaleur ou de pression. En revanche, la co-extrusion est un processus de fabrication primaire qui forme simultanément un objet unique et intégré avec plusieurs couches à partir de matériaux fondus.
Le choix entre le laminage et la co-extrusion repose sur un compromis essentiel : le laminage offre la polyvalence de combiner des matériaux très différents, tandis que la co-extrusion crée une liaison moléculaire supérieure et inséparable qui rend le délaminage impossible.
Le concept fondamental : la superposition pour la performance
Pourquoi créer des matériaux multicouches ?
Les ingénieurs et les concepteurs créent des matériaux multicouches pour obtenir une combinaison de propriétés qu'un seul matériau ne peut pas fournir.
Cette approche permet à un produit d'avoir, par exemple, un matériau de base solide et peu coûteux avec une couche de surface distincte qui offre de la couleur, une résistance aux UV ou une texture spécifique.
Un objectif partagé, des chemins différents
Le laminage et la co-extrusion sont tous deux utilisés pour atteindre cet objectif de conférer des propriétés différentes à la surface d'un matériau par rapport à son cœur. La différence fondamentale réside dans comment et quand ces couches sont assemblées.
Laminage : unir des mondes distincts
Comment fonctionne le laminage
Le laminage est un processus d'assemblage. Il commence par deux ou plusieurs feuilles de matériau entièrement formées et indépendantes.
Ces feuilles sont ensuite collées ensemble. Cette liaison est généralement réalisée à l'aide d'une couche d'adhésif, combinée à la chaleur et à une pression élevée pour créer une jonction permanente.
Avantage clé : la polyvalence des matériaux
La principale force du laminage est sa capacité à combiner des matériaux fondamentalement dissemblables. Vous pouvez laminer un film plastique mince sur un panneau de bois, une feuille métallique sur du papier, ou une couche de tissu sur une feuille de polymère rigide — des combinaisons impossibles avec la co-extrusion.
Co-extrusion : une structure unique et unifiée
Comment fonctionne la co-extrusion
La co-extrusion est un processus de fabrication unique et continu. Plusieurs extrudeuses font fondre différentes résines plastiques, qui sont ensuite introduites dans une seule filière d'extrusion.
À l'intérieur de la filière, ces flux fondus séparés sont combinés pour former un profil unique et multicouche. Les matériaux sortent de la filière et refroidissent en une seule pièce inséparable.
Avantage clé : la liaison inséparable
Parce que les différents matériaux sont fusionnés à l'état fondu, ils forment une véritable liaison moléculaire. Cela crée une structure monolithique où les couches sont intégrées de manière permanente.
Cette fusion complète est l'avantage déterminant d'un produit co-extrudé.
Comprendre le compromis clé : le délaminage
Le risque inhérent au laminage
Le point faible de tout produit laminé est la ligne de liaison entre ses couches. Le délaminage se produit lorsque ces couches commencent à se séparer.
Cette séparation peut être causée par l'humidité, les fluctuations de température ou le stress physique. Pour de nombreuses applications, le délaminage est le principal mode de défaillance du produit.
La durabilité d'une liaison co-extrudée
Avec une pièce co-extrudée, le délaminage ne peut pas se produire. Il n'y a pas de couche adhésive qui puisse céder. Les couches ne sont pas simplement collées ensemble ; elles ont été formées comme une seule entité.
Cela fait de la co-extrusion le choix supérieur pour les produits qui exigent une durabilité à long terme et qui seront exposés à des conditions environnementales difficiles.
La limitation de la compatibilité des matériaux
La co-extrusion a une limitation : les matériaux combinés doivent avoir des caractéristiques de traitement compatibles. Leurs températures de fusion et leurs débits doivent être suffisamment similaires pour être traités simultanément à travers la même filière.
Faire le bon choix pour votre application
Le processus idéal dépend entièrement des exigences de performance de votre produit et de vos besoins en matériaux.
- Si votre objectif principal est une durabilité et une longévité absolues : La co-extrusion est le choix supérieur car sa liaison intégrée élimine complètement le risque de délaminage.
- Si votre objectif principal est de combiner des matériaux très dissemblables : Le laminage offre la flexibilité unique de lier des matériaux comme le bois, le métal et le plastique qui ne peuvent pas être traités ensemble.
- Si votre objectif principal est une finition de surface rentable : Les deux peuvent être viables, mais la co-extrusion est souvent préférée pour les applications à grand volume où une surface permanente est essentielle.
Comprendre cette distinction fondamentale entre l'assemblage de couches existantes et leur formation en une seule entité vous permet de sélectionner le bon processus pour un produit final supérieur et fiable.
Tableau récapitulatif :
| Caractéristique | Laminage | Co-extrusion |
|---|---|---|
| Type de processus | Processus d'assemblage secondaire | Processus de fabrication primaire |
| Méthode de liaison | Adhésifs, chaleur ou pression | Fusion de matériaux fondus |
| Compatibilité des matériaux | Très polyvalent (matériaux dissemblables) | Limitée (nécessite des matériaux compatibles) |
| Risque de délaminage | Oui (la couche adhésive peut céder) | Non (liaison moléculaire) |
| Idéal pour | Combiner des matériaux dissemblables | Haute durabilité, environnements difficiles |
Besoin d'aide pour choisir le bon processus pour votre application de matériaux multicouches ? KINTEK est spécialisé dans la fourniture d'équipements de laboratoire et de consommables avancés pour soutenir vos besoins en matière de tests et de développement de matériaux. Que vous travailliez avec des composites laminés ou des polymères co-extrudés, nos solutions vous aident à garantir des performances et une fiabilité optimales. Contactez-nous dès aujourd'hui pour discuter de la manière dont nous pouvons améliorer les capacités de votre laboratoire et obtenir des résultats supérieurs pour vos défis matériels spécifiques !
Guide Visuel
Produits associés
- Machine d'extrusion de film soufflé de laboratoire à co-extrusion trois couches
- Machine de granulation de plastique pour extrudeuse à double vis
- Four à presse à chaud sous vide pour stratification et chauffage
- Presse à chaud sous vide automatique à écran tactile
- Presse à chaud sous vide hydraulique chauffée électriquement pour laboratoire
Les gens demandent aussi
- À quoi sert une machine de film soufflé ? Pour produire des films plastiques solides et polyvalents pour l'emballage
- Quels sont les produits fabriqués par extrusion de film soufflé ? Des sacs d'épicerie aux bâches industrielles
- Quels sont les éléments d'une ligne de soufflage de film ? Maîtriser les composants clés pour une production de film de haute qualité
- Qu'est-ce que la technique du film soufflé ? Un guide de la production de films plastiques à haute résistance
- Quels sont les avantages de l'extrusion de film soufflé ? Boostez l'efficacité de votre production de film






