En bref, l'assemblage du moule est le processus systématique au cours duquel tous les composants usinés et achetés individuellement — des inserts de noyau et de cavité aux éjecteurs et aux bagues de guidage — sont méticuleusement ajustés pour créer un moule d'injection entièrement fonctionnel. Cette phase critique va au-delà de la simple construction ; c'est une validation complète de la conception du moule, de la précision de l'usinage et de la préparation opérationnelle avant même qu'il n'entre dans une presse à mouler.
L'assemblage d'un moule n'est pas seulement une tâche mécanique. C'est la porte de contrôle qualité finale et cruciale qui transforme un ensemble de pièces de précision en un outil de fabrication fiable et performant, déterminant directement la qualité du produit final et la longévité du moule lui-même.

Le Fondement : Préparation avant l'Assemblage
Avant que tout composant ne soit ajusté, une phase de préparation rigoureuse est essentielle. Sauter cette étape fondamentale est la source la plus courante de problèmes, entraînant une usure prématurée, des défauts de pièces et des reprises coûteuses.
Inspection et Nettoyage des Composants
Chaque composant, qu'il soit usiné en interne ou acheté, doit être inspecté minutieusement par rapport à son plan de conception. Cela permet de vérifier les dimensions, les tolérances et les états de surface. Toutes les pièces doivent également être nettoyées pour éliminer les revêtements protecteurs, les huiles d'usinage et tout débris.
Ébavurage et Finition des Bords
Les processus d'usinage laissent souvent des bords vifs ou de petites bavures sur les composants. Ceux-ci doivent être méticuleusement retirés à la main. Une petite bavure peut empêcher les pièces de s'ajuster correctement, provoquer des rayures sur les surfaces adjacentes et, finalement, entraîner une défaillance prématurée du moule.
Le Flux de Travail d'Assemblage : Des Sous-systèmes au Moule Complet
L'assemblage suit une séquence logique, construisant généralement les deux moitiés du moule (la « face A » fixe et la « face B » mobile) avant de les réunir. C'est un travail qui exige une compréhension approfondie à la fois de la structure du moule et du processus de moulage par injection.
Construction du Système d'Éjection
Sur la face B du moule, le système d'éjection est généralement assemblé en premier. Cela implique l'installation des broches d'éjection, des broches de rappel et des ressorts dans les plaques d'éjection. L'ensemble du système doit se déplacer librement et uniformément.
Installation des Inserts de Noyau et de Cavité
Les surfaces de formage principales — les inserts de noyau et de cavité — sont soigneusement ajustés dans leurs plaques de moule respectives. La précision est primordiale ici, car leur alignement dicte l'épaisseur de paroi et la précision dimensionnelle de la pièce finale.
Assemblage des Coulisses et des Élévateurs (Lifters)
Pour les pièces présentant des contre-dépouilles ou des caractéristiques complexes, des coulisses et des élévateurs mécaniques sont nécessaires. Ces sous-ensembles sont installés et vérifiés pour garantir qu'ils ont un mouvement fluide et sans blocage. Leur synchronisation et leur interaction avec les autres composants du moule sont cruciales.
Jonction des Moitiés du Moule
Enfin, les deux moitiés complètes du moule sont réunies. Les axes et bagues de guidage, qui assurent un alignement parfait entre les faces A et B, sont installés et vérifiés pour un ajustement précis et fluide.
L'Étape Cruciale : Test et Ajustement
Une fois le moule entièrement assemblé, il subit une série de tests manuels pour vérifier son fonctionnement avant d'être installé dans une presse à mouler. C'est un processus itératif de test, de mesure et d'ajustements micro-précis.
Vérifications de Calage (Spotting) et de Jeu
Une fine couche de bleu de calage (comme le Bleu de Prusse de Dykem) est appliquée sur une surface, et le moule est fermé. À l'ouverture, le transfert de l'encre bleue révèle les points de contact exacts. Cela garantit que la ligne de joint se ferme parfaitement pour éviter les bavures, et qu'il y a un jeu adéquat pour toutes les pièces mobiles.
Test Fonctionnel
Le technicien actionne manuellement tous les composants mobiles. Le système d'éjection est poussé vers l'avant pour confirmer que toutes les broches parcourent une course uniforme et se rétractent complètement. Les coulisses et les élévateurs sont déplacés sur toute leur plage de mouvement pour garantir qu'ils fonctionnent sans interférence.
Vérification du Circuit de Refroidissement
Les canaux de refroidissement sont connectés à un testeur de pression. Ce processus confirme qu'il n'y a aucune fuite dans les circuits et que l'eau ou l'huile peut circuler librement, ce qui est essentiel pour gérer le temps de cycle et la qualité des pièces pendant la production.
Pièges Courants à Éviter
Même les équipes expérimentées peuvent rencontrer des problèmes. Comprendre ces pièges courants aide à assurer un processus d'assemblage fluide et réussi.
Se Précipiter dans la Phase de Préparation
L'erreur la plus fréquente est de ne pas nettoyer et ébavurer correctement chaque composant. Un seul copeau métallique ou une petite bavure peut causer des dommages catastrophiques une fois que le moule est soumis à l'immense pression de la force de serrage.
Ignorer les Légers Désalignements
Supposer qu'un léger désalignement ou un point de frottement sera "rodé" est une erreur coûteuse. Ces problèmes mineurs sont les symptômes d'un problème plus vaste et dégénéreront rapidement en usure importante, en défaillance de composants ou en défauts tels que des bavures sur la pièce moulée.
Lubrification Inadéquate
Ne pas appliquer le type et la quantité corrects de lubrifiant sur tous les composants mobiles — tels que les axes de guidage, les coulisses et les broches de guidage — provoquera des frottements, du grippage et, éventuellement, le blocage du moule.
Faire le Bon Choix pour Votre Objectif
Le niveau d'examen lors de l'assemblage doit correspondre à l'application prévue du moule.
- Si votre objectif principal est un prototype ou un moule à cavité unique : Une vérification fonctionnelle approfondie reste vitale, mais le niveau de calage de la ligne de joint peut être moins intensif que pour un outil de production.
- Si votre objectif principal est un moule de production à haut volume et multi-cavités : Chaque étape, de l'ébavurage aux vérifications de jeu et aux tests fonctionnels, doit être exécutée avec une précision maximale pour assurer la longévité du moule et une cohérence absolue d'une pièce à l'autre.
- Si vous dépannagez un moule existant : Un démontage et un remontage systématiques, en suivant ce flux de travail précis, constituent une technique de diagnostic fondamentale pour trouver la cause première des défauts de pièces ou des défaillances opérationnelles.
En fin de compte, un moule parfaitement assemblé est le point de contrôle final qui traduit une conception saine et un usinage précis en un outil de fabrication fiable et rentable.
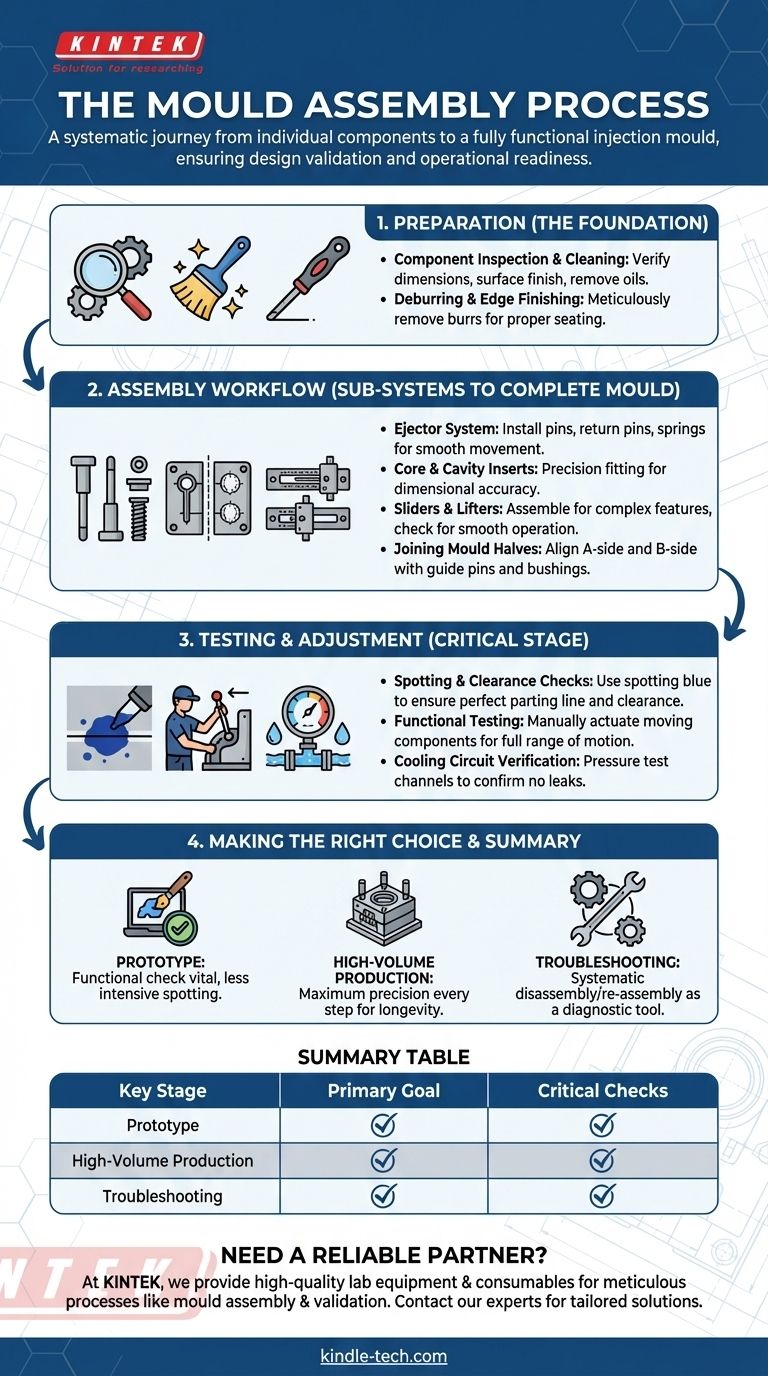
Tableau Récapitulatif :
| Étape Clé | Objectif Principal | Vérifications Critiques |
|---|---|---|
| Préparation | S'assurer que toutes les pièces sont propres, ébavurées et conformes aux spécifications. | Précision dimensionnelle, état de surface, absence de bavures. |
| Sous-assemblage | Assembler les inserts de noyau/cavité, les systèmes d'éjection et les coulisses. | Mouvement fluide, alignement correct, fonctionnement sans blocage. |
| Assemblage Final | Joindre les moitiés du moule et installer les systèmes d'alignement. | Fermeture parfaite de la ligne de joint, ajustement des axes et bagues de guidage. |
| Test et Ajustement | Valider la fonction et la performance avant la production. | Vérifications de calage, course du système d'éjection, intégrité du circuit de refroidissement. |
Besoin d'un partenaire fiable pour votre succès en moulage ? La précision et la longévité de vos moules d'injection sont primordiales. Chez KINTEK, nous nous spécialisons dans la fourniture d'équipements de laboratoire et de consommables de haute qualité qui soutiennent des processus méticuleux comme l'assemblage et la validation des moules. Des outils de mesure de précision aux fournitures d'entretien, nos produits aident à garantir que vos moules fonctionnent sans défaut. Discutons de la manière dont nous pouvons soutenir les besoins spécifiques de votre laboratoire. Contactez nos experts dès aujourd'hui pour une solution sur mesure.
Guide Visuel
Produits associés
- Moule de presse de laboratoire carré Assemble pour applications de laboratoire
- Four à presse à chaud sous vide pour stratification et chauffage
- Pièces en céramique avancée en nitrure de bore (BN) pour l'ingénierie de précision
- Feuille et plaque de titane de haute pureté pour applications industrielles
- Broyeur à mortier de laboratoire pour la préparation d'échantillons
Les gens demandent aussi
- Comment les moules sont-ils fabriqués ? Usinage CNC contre impression 3D pour vos besoins de production
- De quoi sont faites les matrices de pastillage ? Choisissez le bon matériau pour une analyse XRF précise
- Quelle est la durée de vie d'une moisissure ? Elle est immortelle à moins que vous ne contrôliez l'humidité
- Qu'est-ce qu'une matrice de pastillage ? Un guide pour créer des échantillons solides uniformes à partir de poudre
- Quelles sont les pièces d'un moule à emboutir ? Un guide du poinçon, de la matrice et des composants clés








