Il n'existe pas de revêtement unique "idéal" pour tous les outils métalliques. Le choix optimal est une décision stratégique basée sur le matériau de l'outil, son application prévue et le mode de défaillance spécifique que vous essayez de prévenir – qu'il s'agisse de l'usure, du frottement ou de la corrosion. Les outils de coupe haute performance s'appuient souvent sur des revêtements PVD comme le nitrure de titane (TiN) ou le carbone amorphe (DLC), tandis que les outils à main peuvent ne nécessiter qu'une simple protection contre la corrosion comme le chromage.
Le revêtement d'outil le plus efficace n'est pas le plus dur ou le plus cher, mais celui qui équilibre le mieux la dureté, le pouvoir lubrifiant et la stabilité thermique pour résoudre les défis spécifiques de votre tâche. Comprendre ce compromis est la clé pour améliorer les performances et prolonger la durée de vie de l'outil.

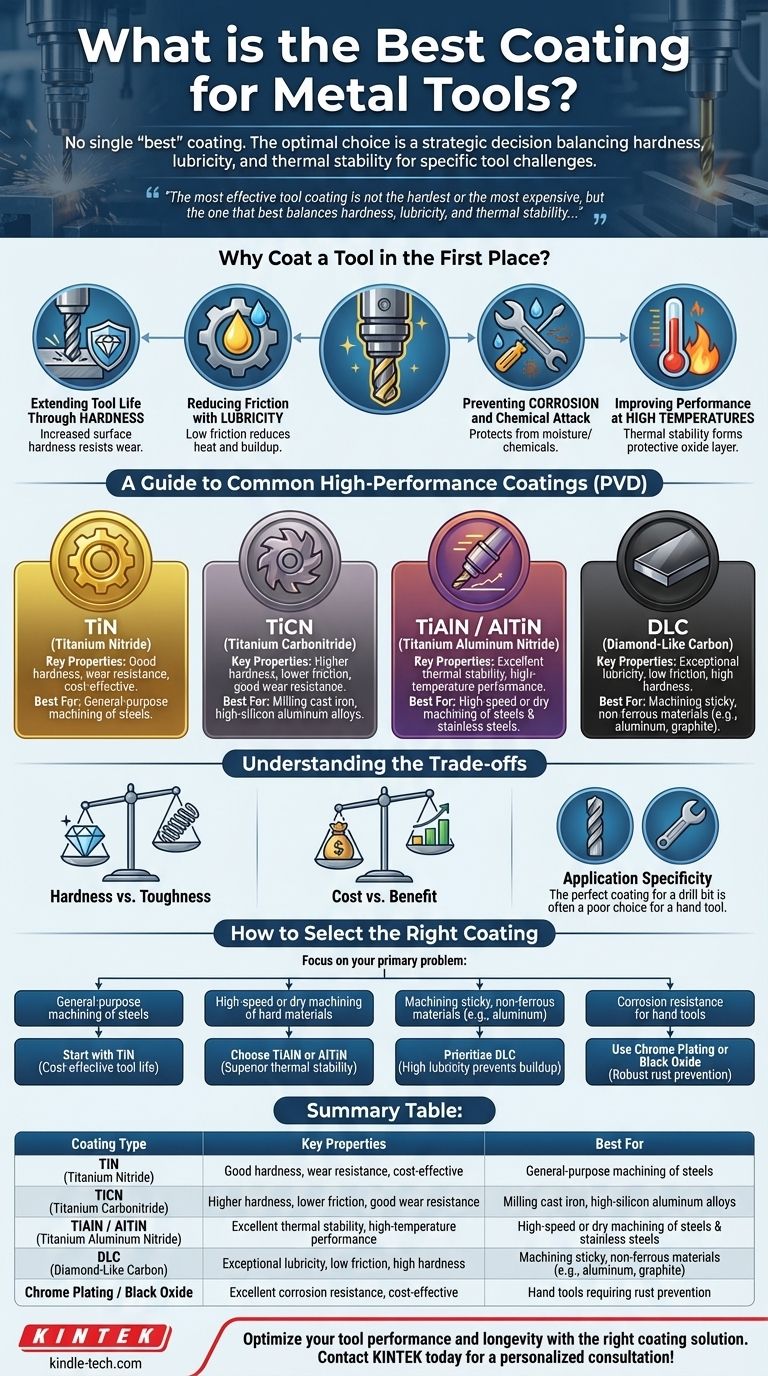
Pourquoi revêtir un outil en premier lieu ?
Un revêtement est essentiellement une couche d'armure micro-mince conçue pour améliorer les propriétés de surface d'un outil bien au-delà de ce que son matériau de base peut offrir. L'objectif est de traiter des points de défaillance spécifiques.
Prolonger la durée de vie de l'outil grâce à la dureté
La raison la plus courante de revêtir un outil, en particulier un outil de coupe, est d'augmenter sa dureté de surface. Une surface plus dure résiste bien mieux à l'usure abrasive qu'une surface non revêtue.
Ceci est particulièrement crucial lors de l'usinage de matériaux tenaces ou abrasifs. Le revêtement agit comme la première ligne de défense, préservant l'arête de coupe tranchante en dessous.
Réduire le frottement avec la lubrification
Certains revêtements sont incroyablement lisses et glissants, une propriété connue sous le nom de pouvoir lubrifiant. Un faible frottement est essentiel pour plusieurs raisons.
Premièrement, il réduit la chaleur générée pendant les opérations de coupe, qui est une cause principale de défaillance de l'outil. Deuxièmement, pour des matériaux comme l'aluminium, une grande lubrification empêche le matériau de la pièce de se souder à l'outil, un problème appelé "arête rapportée".
Prévenir la corrosion et les attaques chimiques
Pour les outils à main ou les composants exposés aux éléments, l'ennemi principal est souvent la rouille et la corrosion. Un revêtement crée une barrière entre le métal de base (généralement de l'acier) et l'humidité ou les produits chimiques environnementaux.
Bien que les revêtements PVD haute performance offrent cet avantage, des méthodes plus simples et plus économiques comme le chromage, le nickelage ou même le revêtement en poudre sont souvent suffisantes à cette fin.
Améliorer les performances à hautes températures
L'usinage à grande vitesse génère une chaleur extrême à l'arête de coupe. De nombreux aciers à outils standard s'adoucissent (recuisent) à ces températures, ce qui émousse instantanément l'arête.
Des revêtements spécialisés comme le TiAlN sont conçus pour prospérer dans cette chaleur. Ils forment une couche d'oxyde protectrice, semblable à de la céramique, à hautes températures, utilisant efficacement la chaleur pour créer un bouclier encore plus résistant.
Un guide des revêtements haute performance courants
La plupart des revêtements d'outils avancés sont appliqués par dépôt physique en phase vapeur (PVD), un processus qui lie une couche micro-mince de matériau céramique à la surface de l'outil sous vide.
TiN (Nitrure de titane)
Le TiN est le revêtement PVD classique à usage général, facilement identifiable par sa couleur or vif. Il offre un bon équilibre entre une dureté accrue et une résistance à l'usure à un coût très raisonnable.
C'est un excellent point de départ économique pour améliorer la durée de vie des forets, fraises et plaquettes utilisés sur les aciers courants.
TiCN (Carbonitrure de titane)
Le TiCN est une amélioration par rapport au TiN en termes de dureté et de résistance à l'usure. Son coefficient de frottement plus faible est également utile lors de la coupe de matériaux collants.
Ce revêtement est idéal pour les applications où l'usure abrasive est la principale préoccupation, comme le fraisage de la fonte ou des alliages d'aluminium à haute teneur en silicium. Il fonctionne mieux avec une bonne lubrification.
TiAlN / AlTiN (Nitrure de titane et d'aluminium)
Ce sont des revêtements haute performance conçus pour les applications à haute température. Lorsqu'il est chauffé, l'aluminium du revêtement forme une nano-couche d'oxyde d'aluminium, qui est exceptionnellement dure et thermiquement stable.
Cela fait du TiAlN ou de l'AlTiN le meilleur choix pour l'usinage à grande vitesse ou à sec des aciers, des aciers inoxydables et d'autres alliages à haute température.
DLC (Carbone amorphe)
Les revêtements DLC sont appréciés pour leur pouvoir lubrifiant exceptionnel. Ils ont l'un des coefficients de frottement les plus bas de tous les revêtements, ce qui les rend incroyablement glissants.
Cela fait du DLC la solution parfaite pour l'usinage de matériaux non ferreux comme l'aluminium et le graphite, où le collage est un problème majeur. Sa dureté offre également une excellente résistance à l'usure dans les applications abrasives.
Comprendre les compromis
Choisir un revêtement ne consiste jamais à trouver une seule option "idéale". Il s'agit de naviguer dans une série de compromis pour atteindre votre objectif spécifique.
Le dilemme dureté vs ténacité
Les revêtements extrêmement durs peuvent aussi être plus cassants. Bien qu'ils résistent à l'usure abrasive, un impact ou une vibration forte (broutage) peut provoquer des micro-éclats sur la fine couche de revêtement.
Dans les applications avec des configurations instables ou des coupes interrompues, un revêtement légèrement plus doux mais plus tenace pourrait surpasser un revêtement plus dur et plus cassant.
Le facteur coût
Les revêtements avancés ajoutent un coût significatif à un outil. Pour un amateur ou un petit atelier, revêtir un foret standard peut ne pas valoir la dépense.
Pour un environnement de production où une augmentation de 50 % de la durée de vie de l'outil permet d'économiser des milliers de dollars en temps d'arrêt et en changements d'outils, l'investissement est facilement justifié.
Spécificité de l'application
Le revêtement parfait pour un foret est souvent un mauvais choix pour un outil à main. Un revêtement PVD comme le TiAlN sur une clé est un luxe coûteux et inutile.
Pour les outils à main, la résistance à la corrosion et l'adhérence sont plus importantes. Un simple chromage offre une excellente prévention de la rouille et une surface nettoyable, tandis qu'une finition oxyde noir offre une légère résistance à la corrosion et une finition non réfléchissante.
Comment choisir le bon revêtement
Concentrez-vous sur le problème que vous essayez de résoudre, et le choix devient clair.
- Si votre objectif principal est l'usinage général des aciers : Commencez par le TiN pour une amélioration rentable et notable de la durée de vie de l'outil.
- Si votre objectif principal est l'usinage à grande vitesse ou à sec de matériaux durs : Choisissez le TiAlN ou l'AlTiN pour leur stabilité thermique supérieure.
- Si votre objectif principal est l'usinage de matériaux non ferreux collants comme l'aluminium : Privilégiez un revêtement à haute lubrification comme le DLC pour éviter l'accumulation de matière.
- Si votre objectif principal est la résistance à la corrosion pour les outils à main : Utilisez des finitions simples et robustes comme le chromage ou l'oxyde noir au lieu de revêtements PVD coûteux.
En adaptant les atouts du revêtement aux exigences de votre application, vous transformez un bon outil en l'instrument parfait pour le travail.
Tableau récapitulatif :
| Type de revêtement | Propriétés clés | Idéal pour |
|---|---|---|
| TiN (Nitrure de titane) | Bonne dureté, résistance à l'usure, économique | Usinage général des aciers |
| TiCN (Carbonitrure de titane) | Dureté supérieure, frottement réduit, bonne résistance à l'usure | Fraisage de la fonte, alliages d'aluminium à haute teneur en silicium |
| TiAlN / AlTiN (Nitrure de titane et d'aluminium) | Excellente stabilité thermique, performances à haute température | Usinage à grande vitesse ou à sec des aciers et aciers inoxydables |
| DLC (Carbone amorphe) | Lubrification exceptionnelle, faible frottement, haute dureté | Usinage de matériaux non ferreux collants (ex. aluminium, graphite) |
| Chromage / Oxyde noir | Excellente résistance à la corrosion, économique | Outils à main nécessitant une prévention de la rouille |
Optimisez les performances et la longévité de vos outils avec la bonne solution de revêtement.
Chez KINTEK, nous sommes spécialisés dans la fourniture d'équipements de laboratoire et de consommables haute performance, y compris les technologies de revêtement avancées. Que vous soyez dans un environnement de production nécessitant des revêtements TiAlN thermiquement stables ou un laboratoire de recherche exigeant la lubrification supérieure du DLC, notre expertise vous assure d'obtenir la solution parfaite pour réduire l'usure, prévenir la corrosion et augmenter l'efficacité.
Laissez nos spécialistes vous aider à sélectionner le revêtement idéal pour transformer vos outils. Contactez KINTEK dès aujourd'hui pour une consultation personnalisée !
Guide Visuel