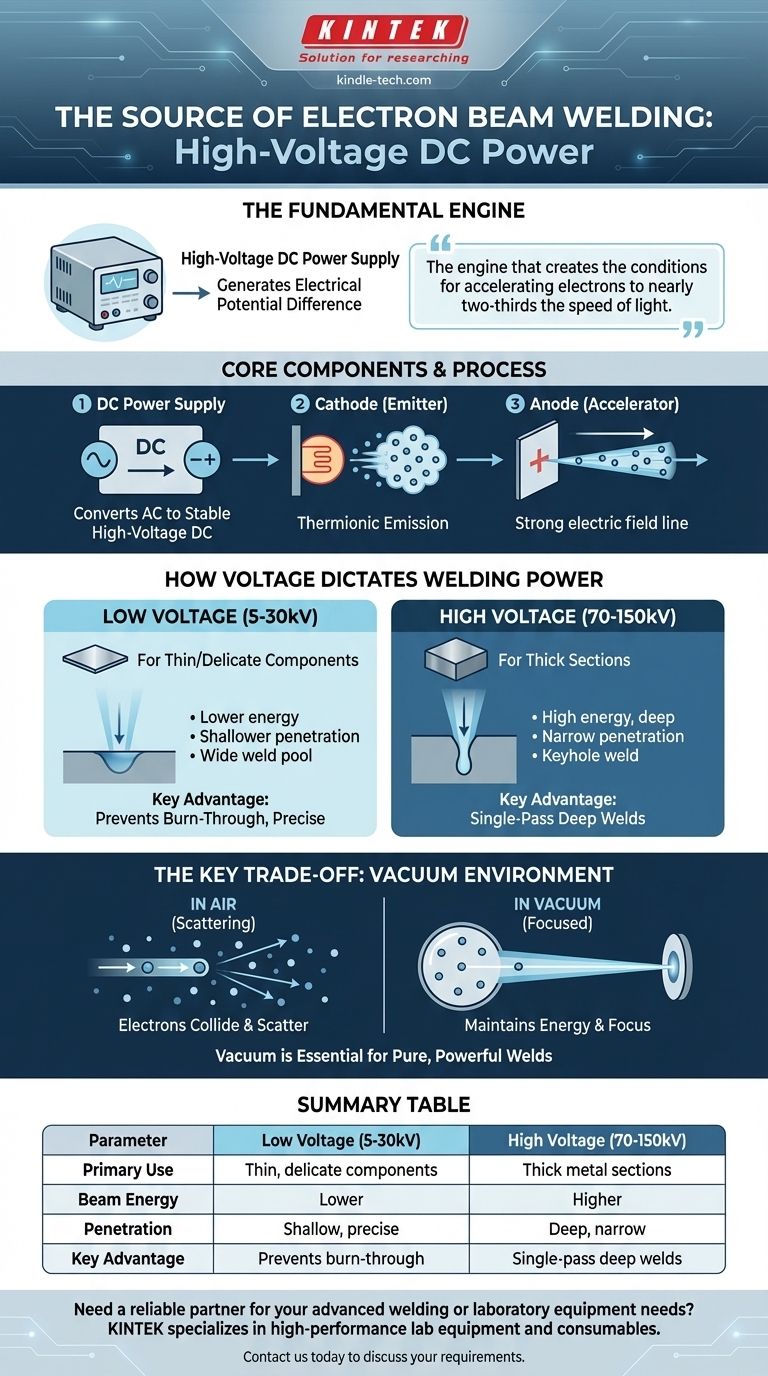
La source d'un soudage par faisceau d'électrons est une alimentation électrique à courant continu (CC) haute tension. Cette source d'alimentation spécialisée est responsable de la création d'une différence de potentiel électrique significative entre une cathode (l'émetteur d'électrons) et une anode (l'accélérateur), ce qui constitue la première étape fondamentale pour créer un faisceau d'électrons à haute énergie pour le soudage.
L'alimentation électrique n'est pas seulement une source d'électricité ; c'est le moteur qui crée les conditions nécessaires pour accélérer les électrons à près des deux tiers de la vitesse de la lumière, les transformant en un outil puissant pour joindre les matériaux.
Les composants essentiels du système d'alimentation
Pour comprendre la source, vous devez comprendre le système qu'elle pilote. L'alimentation CC est le cœur d'un système conçu pour générer, accélérer et focaliser un faisceau d'électrons.
L'alimentation électrique CC haute tension
Cette unité convertit le courant alternatif (CA) standard du réseau en courant continu (CC) stable et haute tension requis pour le processus. Sa fonction principale est de créer un champ électrique puissant et stable.
La cathode (l'émetteur)
La borne négative de l'alimentation est connectée à un filament, généralement en tungstène, qui agit comme cathode. L'alimentation chauffe ce filament, provoquant l'émission d'un nuage d'électrons libres dans un processus appelé émission thermoïonique.
L'anode (l'accélérateur)
La borne positive de l'alimentation crée une forte charge positive sur l'anode. Cela établit une différence de tension massive entre la cathode négative et l'anode positive, qui accélère violemment le nuage d'électrons libres vers l'anode, formant un faisceau cohérent.
Comment la tension détermine la puissance de soudage
Le niveau de tension généré par l'alimentation contrôle directement l'énergie cinétique des électrons dans le faisceau. Cette énergie détermine la profondeur de pénétration et la capacité de soudage du faisceau.
Basse tension pour matériaux minces
Pour souder des composants minces ou délicats, les sources d'alimentation fonctionnent généralement dans la plage de 5 kV à 30 kV. La tension plus faible confère moins de vitesse aux électrons, ce qui entraîne un faisceau de plus faible énergie avec une pénétration moins profonde, évitant ainsi la perforation du matériau.
Haute tension pour matériaux épais
Pour souder des sections épaisses de métal, les sources d'alimentation doivent générer des tensions beaucoup plus élevées, généralement entre 70 kV et 150 kV. Cette tension extrême accélère les électrons à des vitesses très élevées, créant un faisceau à haute énergie capable de produire des soudures profondes, étroites et de haute qualité.
Comprendre le compromis clé : Puissance vs Environnement
L'utilisation d'un faisceau d'électrons haute tension introduit une exigence opérationnelle fondamentale qui définit l'ensemble du processus.
La nécessité d'un vide
Un faisceau d'électrons ne peut maintenir son énergie et sa focalisation que dans le vide. S'il est tiré à l'air libre, les électrons entreraient immédiatement en collision avec les molécules d'air, dispersant leur énergie et rendant le soudage impossible.
Par conséquent, l'ensemble du processus doit être mené à l'intérieur d'une chambre à vide. Bien que cela permette des soudures exceptionnellement pures et puissantes, cela ajoute une complexité, un coût et un temps de cycle importants à l'opération par rapport à d'autres méthodes de soudage.
Adapter la source à l'application
Le choix de la tension de la source d'alimentation est entièrement dicté par le matériau et la conception du joint.
- Si votre objectif principal est de souder des composants minces et délicats : Un système basse tension (5-30 kV) offre la précision et la pénétration contrôlée nécessaires.
- Si votre objectif principal est de joindre des sections métalliques épaisses pour des applications structurelles : Un système haute tension (70-150 kV) est nécessaire pour générer le faisceau à haute énergie requis pour des soudures profondes en un seul passage.
Comprendre la source d'alimentation est la clé pour maîtriser les capacités uniques du processus de soudage par faisceau d'électrons.
Tableau récapitulatif :
| Paramètre | Basse tension (5-30 kV) | Haute tension (70-150 kV) |
|---|---|---|
| Utilisation principale | Composants minces et délicats | Sections métalliques épaisses |
| Énergie du faisceau | Plus faible | Plus élevée |
| Pénétration | Superficielle, précise | Profonde, étroite |
| Avantage clé | Prévient la perforation | Soudages profonds en un seul passage |
Besoin d'un partenaire fiable pour vos besoins en équipement de soudage avancé ou de laboratoire ? KINTEK se spécialise dans les équipements et consommables de laboratoire haute performance, desservant les industries qui exigent précision et fiabilité. Que vous travailliez avec des matériaux avancés ou que vous ayez besoin de solutions robustes pour votre R&D ou votre production, notre expertise peut vous aider à obtenir des résultats supérieurs. Contactez-nous dès aujourd'hui pour discuter de la manière dont nous pouvons répondre à vos besoins spécifiques !
Guide Visuel
Produits associés
- Creuset en graphite pur de haute pureté pour évaporation par faisceau d'électrons
- Creuset de faisceau d'électrons Creuset de faisceau d'électrons pour évaporation
- Creuset en tungstène et creuset en molybdène pour revêtement par évaporation par faisceau d'électrons pour applications à haute température
- Creuset et bateau d'évaporation en cuivre sans oxygène pour revêtement par évaporation par faisceau d'électrons
- Creuset en tungstène et molybdène pour le placage à l'or par évaporation par faisceau d'électrons
Les gens demandent aussi
- Quels rôles doubles jouent les creusets en graphite de haute pureté ? Perspectives d'experts sur les tests de sels fluorés
- Quels sont les avantages de l'utilisation de creusets en graphite dans les expériences à 3000°C ? Atteignez une pureté et des performances supérieures
- Pourquoi un creuset en graphite de haute pureté est-il requis pour les composites Chromel-TaC ? Assurer une pureté maximale à 1400°C
- Pourquoi les creusets en graphite de haute pureté sont-ils préférés aux creusets en oxyde standard pour le traitement thermique à haute température des électrolytes solides sulfurés ?
- Pourquoi les creusets en graphite de haute pureté sont-ils utilisés pour la distillation du magnésium ? Assurer une pureté de 3N8 et une stabilité thermique





