Pour préparer un montage de polissage d'électrode, vous fixez un chiffon de polissage sur une base en verre plate, déposez une petite quantité de poudre abrasive sur le chiffon et ajoutez quelques gouttes d'eau distillée pour créer une bouillie pâteuse. Ce processus est ensuite répété sur des chiffons séparés pour des grains abrasifs progressivement plus fins afin d'obtenir une surface propre, avec une finition miroir.
Le véritable objectif du polissage d'électrode n'est pas simplement de créer un éclat, mais d'obtenir une surface microscopiquement plate, propre et reproductible. Ce processus méticuleux en plusieurs étapes est la base absolue pour acquérir des données électrochimiques précises et fiables.
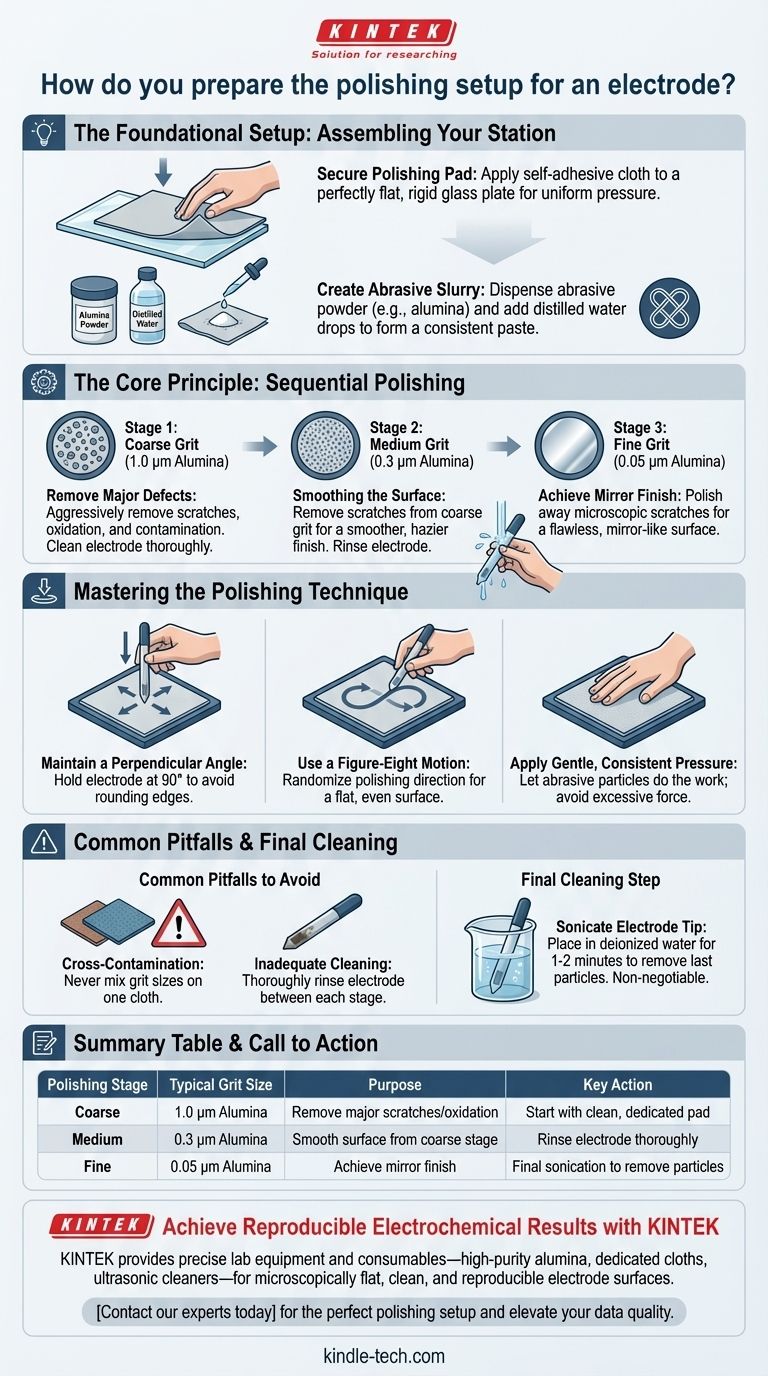
Le Montage Fondamental : Assembler Votre Poste
Un montage approprié est simple mais nécessite une attention aux détails. Chaque composant sert un objectif critique pour obtenir une surface scientifiquement valide.
Fixation du Tampon de Polissage
Le chiffon de polissage, qui possède un support auto-adhésif, doit être appliqué sur une surface parfaitement plane et rigide, généralement une plaque de verre. Cela assure une pression uniforme et empêche l'électrode de vaciller, ce qui arrondirait ses bords.
Choix de Votre Abrasif
Les abrasifs les plus courants sont les poudres d'alumine (oxyde d'aluminium) ou de diamant. Celles-ci se présentent sous différentes tailles de particules, ou grains, mesurées en micromètres (μm) ou en nanomètres (nm).
Création de la Bouillie Abrasive
Déposez une petite quantité d'une poudre à grain unique sur son chiffon dédié. Ajoutez quelques gouttes d'eau distillée ou désionisée de haute pureté et mélangez pour former une pâte fine et homogène. Cette bouillie agit à la fois comme agent de coupe et comme lubrifiant.
Le Principe Central : Le Polissage Séquentiel
Vous n'utilisez pas tous les grains en même temps. La technique fondamentale consiste à passer d'une taille de grain plus grande (grosse) à une taille de grain plus petite (fine) en étapes distinctes, en nettoyant soigneusement l'électrode entre chaque étape.
Étape 1 : Élimination des Défauts Majeurs (Grain Grossier)
Commencez avec un grain plus gros, tel que l'alumine de 1,0 μm, sur son propre tampon dédié. Cette étape initiale est conçue pour éliminer agressivement toute rayure significative, oxydation de surface ou contamination provenant d'expériences précédentes.
Étape 2 : Lissage de la Surface (Grain Moyen)
Après avoir soigneusement rincé l'électrode, passez à un tampon séparé avec un abrasif plus fin, comme l'alumine de 0,3 μm. Cette étape élimine les petites rayures créées par le grain plus grossier de 1,0 μm, créant une finition beaucoup plus lisse et moins brillante.
Étape 3 : Obtention de la Finition Miroir (Grain Fin)
L'étape finale utilise le grain le plus fin, généralement l'alumine de 0,05 μm (ou 50 nm), sur un troisième tampon vierge. Cela polit les rayures microscopiques de l'étape précédente, résultant en une surface impeccable, semblable à un miroir.
Maîtriser la Technique de Polissage
La manière dont vous déplacez l'électrode est tout aussi importante que les matériaux que vous utilisez. La cohérence est essentielle.
Maintenir un Angle Perpendiculaire
L'électrode doit être maintenue parfaitement perpendiculaire (90°) au tampon de polissage à tout moment. Incliner l'électrode arrondira ses bords, modifiant la surface définie et conduisant à des calculs inexacts de densité de courant.
Utiliser un Mouvement en Huit
Déplacez l'électrode sur la bouillie selon un mouvement en huit fluide. Ce mouvement randomise la direction du polissage, empêchant la formation de sillons et assurant une surface exceptionnellement plate et uniforme.
Appliquer une Pression Douce et Constante
Appuyez légèrement. L'objectif est de laisser les particules abrasives faire le travail. Une pression excessive peut rayer la surface de l'électrode ou incruster profondément des particules abrasives dans le matériau, les rendant impossibles à retirer.
Pièges Courants à Éviter
Les erreurs dans le processus de polissage sont la source la plus fréquente d'expériences électrochimiques ratées ou non reproductibles.
Le Risque Critique de Contamination Croisée
N'utilisez jamais plus d'une taille de grain sur un seul chiffon de polissage. Même une seule particule d'un grain plus grossier ruinera la finition d'une étape plus fine. Utilisez des tampons séparés et clairement étiquetés pour chaque taille d'abrasif.
Nettoyage Inadéquat Entre les Étapes
Après chaque étape de polissage, la surface et le corps de l'électrode doivent être soigneusement rincés à l'eau désionisée. Cela élimine toutes les particules abrasives de l'étape précédente, plus grossière, avant de passer à la suivante.
Oublier l'Étape de Nettoyage Finale
Un simple rinçage de l'électrode après le polissage final n'est pas suffisant. Pour éliminer les dernières particules abrasives étroitement adhérentes, soniquez l'extrémité de l'électrode dans un bécher d'eau désionisée pendant 1 à 2 minutes. C'est une étape non négociable pour des résultats de haute qualité.
Faire le Bon Choix pour Votre Objectif
Votre stratégie de polissage dépend de l'état de votre électrode et de vos besoins expérimentaux.
- Si votre objectif principal est un rafraîchissement quotidien de routine : Vous pouvez probablement sauter les grains les plus grossiers et polir uniquement sur le tampon final de 0,05 µm pour restaurer rapidement la finition miroir.
- Si vous préparez une électrode neuve ou visiblement endommagée : Vous devez commencer par le grain le plus grossier (par exemple, 1,0 µm) et effectuer la procédure de polissage séquentielle complète pour établir une surface vierge.
- Si vous obtenez des résultats incohérents ou fluctuants dans vos expériences : Le coupable le plus probable est soit une contamination croisée entre les grains, soit un nettoyage final inadéquat. Repolissez l'électrode, en prêtant une attention extrême à la propreté.
Une électrode méticuleusement préparée est la base d'une mesure électrochimique digne de confiance.
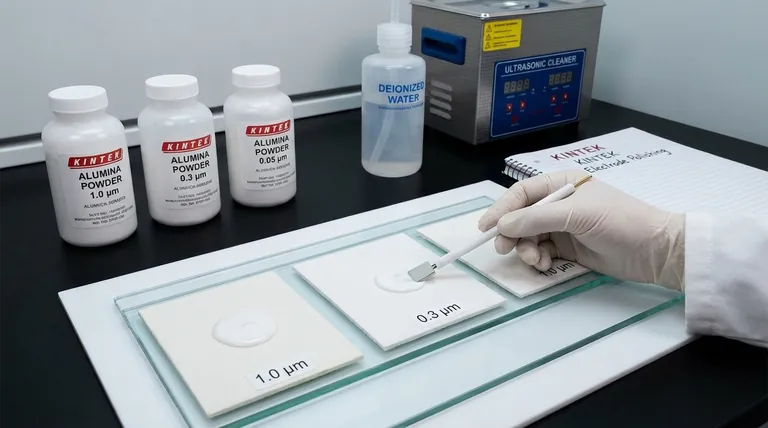
Tableau Récapitulatif :
| Étape de Polissage | Taille de Grain Typique | Objectif | Action Clé |
|---|---|---|---|
| Grossier | Alumine de 1,0 µm | Éliminer les rayures/oxydation majeures | Commencer avec un tampon propre et dédié |
| Moyen | Alumine de 0,3 µm | Lisser la surface de l'étape grossière | Rincer soigneusement l'électrode avant de continuer |
| Fin | Alumine de 0,05 µm | Obtenir une finition miroir | Sondage ultrasonique final pour éliminer les particules |
Obtenez des Résultats Électrochimiques Reproductibles avec KINTEK
Un polissage d'électrode cohérent et de haute qualité est le fondement d'une électrochimie fiable. KINTEK se spécialise dans la fourniture des équipements de laboratoire et des consommables précis — y compris les poudres d'alumine de haute pureté, les chiffons de polissage dédiés et les nettoyeurs à ultrasons — dont votre laboratoire a besoin pour garantir que chaque surface d'électrode est microscopiquement plate, propre et reproductible.
Arrêtez de deviner et commencez à mesurer avec confiance. Contactez nos experts dès aujourd'hui pour trouver le montage de polissage parfait pour votre application spécifique et améliorer la qualité de vos données.
Guide Visuel
Produits associés
- Matériau de polissage d'électrodes pour expériences électrochimiques
- Électrode électrochimique en graphite, tige et plaque de graphite
- Électrode Électrochimique en Feuille d'Or Électrode en Or
- Matériaux diamantés dopés au bore par CVD
- Électrode en feuille de platine pour applications de laboratoire et industrielles
Les gens demandent aussi
- Quels critères sont utilisés lors de l'inspection visuelle des électrodes ? Évaluation essentielle de la qualité pour votre laboratoire
- Quel est le but de l'utilisation du polissage électrolytique sur les feuilles de cuivre ? Optimisez votre surface de croissance de graphène et de hBN CVD
- Comment tester la qualité d'une électrode polie ? Validez les performances avec la voltammétrie cyclique
- Quelle est la technique correcte pour polir une électrode ? Maîtrisez les étapes pour des données électrochimiques fiables
- Quelle est la procédure générale et quelles précautions doivent être prises lors du processus de polissage ? Obtenir une finition d'électrode impeccable