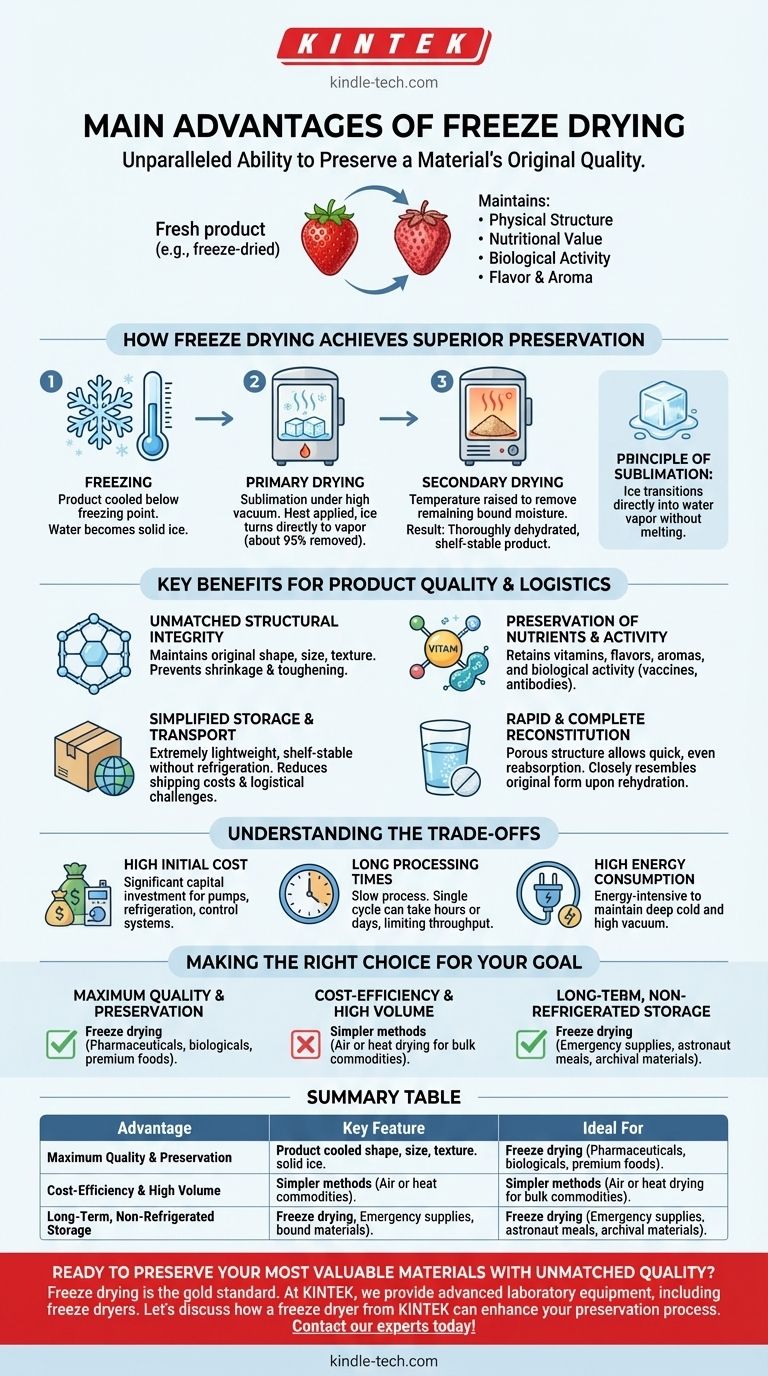
Le principal avantage de la lyophilisation est sa capacité inégalée à préserver la qualité originale d'un matériau. En éliminant l'eau à basse température sous vide, ce processus – également connu sous le nom de lyophilisation – maintient la structure physique du produit, sa valeur nutritionnelle, son activité biologique et ses caractéristiques sensorielles comme la saveur et l'arôme. Le résultat est un produit très stable, léger, considéré comme presque identique à son homologue frais après réhydratation.
Les méthodes de séchage traditionnelles utilisent la chaleur, ce qui peut endommager irréversiblement la structure et la composition chimique des matériaux sensibles. La lyophilisation évite cela en transformant directement la glace en vapeur, un processus doux appelé sublimation qui préserve la qualité originale du produit.

Comment la lyophilisation assure une conservation supérieure
La lyophilisation est un processus sophistiqué et multi-étapes fondamentalement conçu pour éviter les dommages causés par la chaleur et l'eau à l'état liquide.
Le principe de la sublimation
Le cœur du processus est la sublimation. Après qu'un produit est congelé solidement, il est placé sous un vide poussé. Cela permet à l'eau gelée (glace) de passer directement à l'état de vapeur d'eau sans jamais fondre en liquide, éliminant doucement l'humidité tout en laissant la structure du produit intacte.
Un processus à basse température
Toute la phase de séchage primaire se déroule à basse température. Ceci est essentiel pour préserver les matériaux sensibles à la chaleur, tels que les ingrédients actifs des vaccins, les structures délicates des protéines et la valeur nutritionnelle des vitamines dans les aliments.
Le processus en trois étapes
La méthode est hautement contrôlée et se compose de trois étapes clés :
- Congélation : Le produit est refroidi bien en dessous de son point de congélation pour s'assurer que toute l'eau devient de la glace solide.
- Séchage primaire : Sous un vide poussé, de la chaleur est doucement appliquée, provoquant la sublimation d'environ 95 % de la glace en vapeur, qui est ensuite recueillie sur un condenseur froid.
- Séchage secondaire : La température est progressivement augmentée pour éliminer l'humidité liée restante, ce qui donne un produit soigneusement déshydraté et stable à la conservation.
Avantages clés pour la qualité des produits et la logistique
Le mécanisme unique de la lyophilisation se traduit par plusieurs avantages pratiques significatifs pour un large éventail d'applications, des produits pharmaceutiques aux aliments de haute qualité.
Intégrité structurelle inégalée
Parce que l'eau est retirée d'un état solide, la structure cellulaire du produit n'est pas compromise. Cela signifie que la forme, la taille et la texture originales sont maintenues, évitant le rétrécissement et le durcissement courants avec la déshydratation basée sur la chaleur.
Préservation des nutriments et de l'activité
En évitant les températures élevées, la lyophilisation excelle dans la préservation de l'activité biologique des produits sensibles comme les vaccins et les anticorps. Pour les aliments, elle retient les vitamines, les saveurs et les arômes qui sont généralement perdus lors du séchage conventionnel.
Stockage et transport simplifiés
Une fois lyophilisés, les produits sont extrêmement légers et stables à la conservation sans réfrigération ni conservateurs chimiques. Cela réduit considérablement les coûts d'expédition et simplifie les défis logistiques pour tout, des rations militaires à la distribution pharmaceutique.
Reconstitution rapide et complète
La structure poreuse laissée par les cristaux de glace sublimés permet à l'eau d'être réabsorbée rapidement et uniformément. Cela permet aux matériaux lyophilisés, du café instantané aux réactifs biologiques, de retrouver un état ressemblant étroitement à leur forme originale.
Comprendre les compromis
Bien que ses avantages soient significatifs, la lyophilisation n'est pas la solution optimale pour tous les scénarios. Reconnaître ses limites est essentiel pour prendre une décision éclairée.
Coût initial élevé
L'équipement requis pour la lyophilisation – en particulier les pompes à vide, les unités de réfrigération et les systèmes de contrôle – représente un investissement en capital important par rapport aux technologies de déshydratation plus simples.
Temps de traitement longs
Le processus est intrinsèquement lent. Un seul cycle de congélation, de séchage primaire et de séchage secondaire peut prendre de nombreuses heures, voire plusieurs jours, ce qui peut limiter le débit de production.
Consommation d'énergie élevée
Maintenir un froid intense et un vide poussé est un processus gourmand en énergie. Les coûts d'exploitation associés à l'électricité peuvent être considérablement plus élevés que ceux des méthodes de séchage à air chaud conventionnelles.
Faire le bon choix pour votre objectif
La décision d'utiliser la lyophilisation dépend entièrement de la question de savoir si sa qualité de conservation supérieure justifie l'investissement en temps et en coût pour votre application spécifique.
- Si votre objectif principal est une qualité et une conservation maximales : La lyophilisation est le choix supérieur pour les matériaux sensibles de grande valeur comme les produits pharmaceutiques, les produits biologiques ou les aliments haut de gamme où l'intégrité est non négociable.
- Si votre objectif principal est la rentabilité et un volume élevé : Des méthodes plus simples comme le séchage à l'air ou à la chaleur peuvent être plus pratiques pour les produits en vrac où une certaine dégradation de la qualité est un compromis acceptable pour des coûts plus faibles.
- Si votre objectif principal est un stockage à long terme sans réfrigération : La lyophilisation offre une stabilité de conservation exceptionnelle et un poids léger, ce qui la rend idéale pour les fournitures d'urgence, les repas d'astronautes et les matériaux d'archives.
En fin de compte, la lyophilisation est un investissement dans la préservation de la valeur inhérente et de l'intégrité du produit original.
Tableau récapitulatif :
| Avantage | Caractéristique clé | Idéal pour |
|---|---|---|
| Conservation de qualité supérieure | Élimine l'eau par sublimation à basse température | Produits pharmaceutiques, aliments de grande valeur, échantillons biologiques |
| Maintient l'intégrité structurelle | Empêche le rétrécissement et les dommages ; le produit conserve sa forme originale | Café instantané, fruits, vaccins, protéines |
| Stabilité de conservation à long terme | Léger, stable à température ambiante ; pas besoin de réfrigération | Fournitures d'urgence, rations militaires, matériaux d'archives |
| Reconstitution rapide et complète | La structure poreuse permet une réhydratation rapide et uniforme | Repas instantanés, réactifs de laboratoire, ingrédients spécialisés |
Prêt à préserver vos matériaux les plus précieux avec une qualité inégalée ?
La lyophilisation est la référence en matière de protection de l'intégrité, de la puissance et de la durée de conservation des produits sensibles. Chez KINTEK, nous sommes spécialisés dans la fourniture d'équipements de laboratoire avancés, y compris des lyophilisateurs, pour répondre aux besoins précis des laboratoires de recherche, pharmaceutiques et agroalimentaires.
Nos solutions vous aident à :
- Maintenir une qualité de produit critique : Préserver l'activité biologique, les nutriments et la structure de vos matériaux les plus délicats.
- Simplifier la logistique : Créer des produits légers et stables à la conservation qui réduisent les coûts de stockage et d'expédition.
- Développer vos opérations : De la R&D à la production, trouvez l'équipement adapté à votre application spécifique.
Discutons de la manière dont un lyophilisateur de KINTEK peut améliorer votre processus de conservation. Contactez nos experts dès aujourd'hui pour une consultation personnalisée !
Guide Visuel
Produits associés
- Lyophilisateur de laboratoire haute performance
- Lyophilisateur de laboratoire haute performance pour la recherche et le développement
- Lyophilisateur de laboratoire de paillasse pour usage en laboratoire
- Lyophilisateur de laboratoire de paillasse
- Congélateur Ultra Basse Température Vertical 108L
Les gens demandent aussi
- Quelles sont les étapes pour utiliser un lyophilisateur de laboratoire ? Maîtrisez la lyophilisation pour une conservation supérieure des échantillons
- Quels sont les avantages techniques de l'utilisation d'un lyophilisateur de laboratoire pour les précurseurs de carbone poreux ? Préservation des réseaux 3D
- Pourquoi utilise-t-on un lyophilisateur de laboratoire avant la caractérisation de la biomasse ? Préserver l'intégrité structurelle pour des données précises
- Quels types d'échantillons liquides peuvent être traités à l'aide d'un lyophilisateur de laboratoire ? Préservez vos matériaux sensibles
- Quel rôle les lyophilisateurs de laboratoire jouent-ils dans l'industrie alimentaire ? Libérez une conservation alimentaire supérieure















