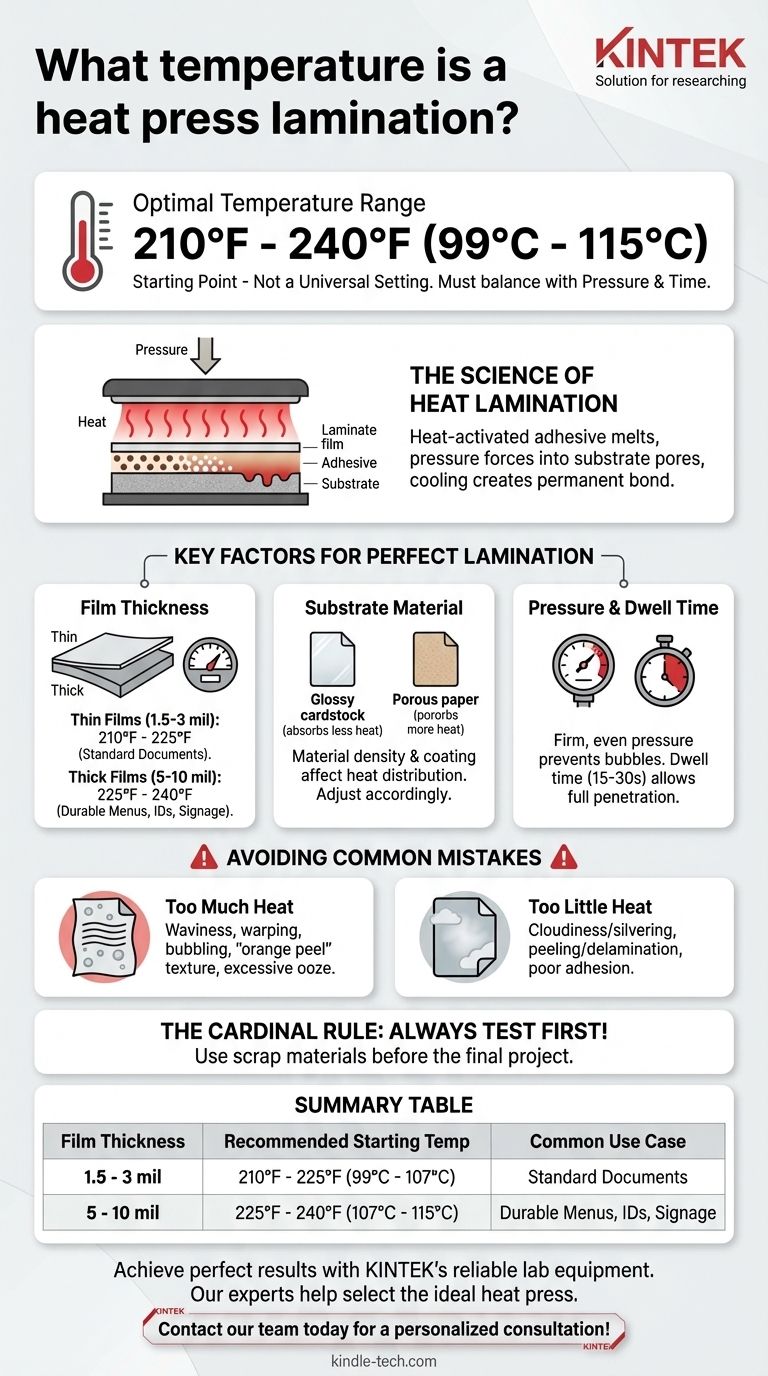
En bref, la température correcte pour la plastification à chaud se situe généralement entre 210°F et 240°F (99°C à 115°C). Cependant, cette plage n'est qu'un point de départ, car la température idéale est déterminée par l'épaisseur spécifique de votre film de plastification et le matériau que vous plastifiez.
Le point le plus important à retenir est que la température n'est pas un réglage isolé. Elle fonctionne en équilibre délicat avec la pression et le temps. Trouver la bonne température signifie comprendre vos matériaux spécifiques et toujours effectuer un essai avant de vous engager sur votre projet final.

La science de la plastification à chaud
Ce que la chaleur fait réellement
La plastification à chaud, également connue sous le nom de plastification thermique, utilise un adhésif activé par la chaleur. Le film de plastification possède une couche d'adhésif polymère solide, froid au toucher.
Lorsque la presse à chaud applique la température correcte, cet adhésif fond et passe à l'état liquide. La pression de la presse force ensuite cet adhésif fondu à pénétrer dans les pores de votre substrat (le papier ou le matériau à plastifier).
En refroidissant, l'adhésif se solidifie, créant une liaison permanente, protectrice et clarifiante entre le film et le matériau.
Facteurs clés qui déterminent votre température
Pour obtenir une plastification parfaite, il faut équilibrer trois variables interconnectées : la température, la pression et le temps. Modifier l'une nécessite souvent d'ajuster les autres.
Épaisseur du film de plastification
C'est le facteur le plus important. Les films de plastification sont mesurés en mils (un millième de pouce). Les films plus épais nécessitent plus de chaleur pour faire fondre le volume plus important d'adhésif.
- Films minces (1,5 - 3 mil) : Nécessitent des températures plus basses, généralement dans la plage de 210°F - 225°F.
- Films épais (5 - 10 mil) : Nécessitent des températures plus élevées pour pénétrer, souvent dans la plage de 225°F - 240°F ou légèrement plus.
Le matériau du substrat
Différents matériaux absorbent et distribuent la chaleur différemment. Un papier cartonné dense et brillant chauffera différemment d'un papier poreux et non couché.
Tenez toujours compte de votre substrat. Si vous plastifiez un matériau sensible à la chaleur, comme certains types de papier photo ou de tissus synthétiques, vous devez utiliser la température la plus basse possible qui permet toujours une bonne adhérence.
Le rôle de la pression
La pression garantit que l'adhésif fondu imprègne entièrement le substrat pour une liaison solide et sans bulles. La plupart des presses à chaud utilisées pour la plastification nécessitent une pression ferme et uniforme.
Si votre température est légèrement trop basse, une légère augmentation de la pression ou du temps peut parfois compenser. Cependant, une pression excessive peut faire sortir l'adhésif sur les côtés, un phénomène connu sous le nom de "suintement".
Temps de contact
Le temps de contact est la durée pendant laquelle la chaleur et la pression sont appliquées. Les films plus épais et les substrats plus denses nécessitent un temps de contact plus long pour permettre à la chaleur de pénétrer entièrement et d'activer l'adhésif. Cela se situe souvent entre 15 et 30 secondes, mais varie selon la machine et le matériau.
Comprendre les pièges et les erreurs courantes
Des réglages incorrects peuvent ruiner votre projet. Apprendre à reconnaître les signes d'une température incorrecte est essentiel pour effectuer des ajustements.
Signes de trop de chaleur
Une chaleur excessive est l'erreur la plus courante. Elle fait fondre non seulement l'adhésif mais aussi le film polyester lui-même, ce qui entraîne plusieurs signes révélateurs :
- Ondulations ou déformations : Le substrat et le film se courbent ou semblent ondulés.
- Bulles : De petites poches d'air apparaissent, indiquant que l'adhésif ou le film a bouilli.
- Texture "peau d'orange" : La surface du laminé semble bosselée et inégale au lieu d'être parfaitement lisse.
- Suintement excessif : Une quantité importante d'adhésif fondu s'échappe des bords.
Signes de pas assez de chaleur
Une chaleur insuffisante empêche l'adhésif de fondre correctement, ce qui entraîne une liaison faible ou incomplète.
- Aspect trouble ou "argenté" : L'article plastifié semble flou ou présente des taches argentées et nuageuses. C'est un signe clair que l'adhésif n'a pas complètement fondu et adhéré.
- Décollement ou délaminage : Le film peut être facilement décollé du substrat, surtout aux coins.
- Mauvaise adhérence : La liaison semble faible et peu sûre, et l'article manque de la rigidité souhaitée.
La règle d'or : toujours tester d'abord
Ne plastifiez jamais votre pièce finale irremplaçable sans avoir d'abord testé vos réglages. Utilisez un morceau de rebut du même substrat exact et un petit morceau du film de plastification. Cette petite étape vous évitera des erreurs coûteuses et frustrantes.
Comment appliquer cela à votre projet
Utilisez ces directives comme point de départ et ajustez-les en fonction des résultats de votre essai.
- Si votre objectif principal est les documents standard (film de 3 mil) : Démarrez votre presse à 220°F (104°C) avec une pression ferme pendant 20 secondes. Si vous constatez un aspect trouble, augmentez la température de 5 degrés.
- Si votre objectif principal est les menus ou les cartes d'identité durables (film de 5 mil) : Commencez à 230°F (110°C) avec une pression ferme pendant 25-30 secondes. Cette épaisseur nécessite plus de chaleur et de temps pour une adhérence complète.
- Si votre objectif principal est la signalisation rigide (film de 10 mil) : Réglez votre température initiale à 240°F (115°C) avec une pression ferme pendant au moins 30 secondes. Vérifiez la clarté complète et un produit final rigide.
- Si vous plastifiez des matériaux sensibles à la chaleur : Utilisez le réglage de température le plus bas possible, environ 210°F (99°C), et compensez avec un temps de contact légèrement plus long. Priorisez la protection de votre original plutôt qu'une adhérence parfaite du premier coup.
En fin de compte, maîtriser la plastification est un processus de test et d'affinage pour trouver les réglages parfaits pour votre combinaison spécifique de machine, de film et de matériau.
Tableau récapitulatif :
| Épaisseur du film (mils) | Température de départ recommandée | Cas d'utilisation courant |
|---|---|---|
| 1.5 - 3 mil | 210°F - 225°F (99°C - 107°C) | Documents standard |
| 5 - 10 mil | 225°F - 240°F (107°C - 115°C) | Menus durables, cartes d'identité, signalisation |
Obtenez une plastification parfaite et sans bulles à chaque fois. Le bon équipement est essentiel pour maîtriser la température, la pression et le temps. KINTEK est spécialisé dans les équipements de laboratoire fiables et les consommables, répondant à tous vos besoins de laboratoire et de plastification professionnelle. Laissez nos experts vous aider à choisir la presse à chaud idéale pour des résultats impeccables. Contactez notre équipe dès aujourd'hui pour une consultation personnalisée !
Guide Visuel
Produits associés
- Four à presse à chaud sous vide pour stratification et chauffage
- Presse à chaud sous vide automatique à écran tactile
- Presse à chaud sous vide hydraulique chauffée électriquement pour laboratoire
- Presse chauffante à double plaque pour laboratoire
- Moule spécial de presse à chaud pour laboratoire
Les gens demandent aussi
- Quelle est la valeur d'application d'un four à pressage à chaud sous vide ? Obtenez des céramiques de carbure complexes à haute densité
- Quels sont les avantages d'un four à pressage à chaud sous vide pour le W-50%Cu ? Atteindre une densité de 99,6 % à des températures plus basses
- Quel rôle la pression mécanique joue-t-elle lors du brasage par diffusion sous vide du tungstène et du cuivre ? Les clés d'une liaison solide
- Quel rôle l'environnement de vide poussé joue-t-il dans le frittage des composites film de graphite/aluminium ? Optimisez votre assemblage
- Quels avantages un four de frittage sous vide offre-t-il pour les électrolytes céramiques LSLBO ? Atteindre une densité relative de 94 %


















