Oui, le processus de moulage modifie fondamentalement les propriétés d'un matériau. Bien que la composition chimique de l'alliage reste la même, la méthode de solidification du métal en fusion dans un moule crée une architecture interne unique, ou microstructure. C'est cette microstructure – la taille, la forme et l'arrangement des cristaux internes du matériau – qui dicte finalement ses performances mécaniques, y compris sa résistance, sa ductilité et sa résistance à la fatigue.
L'idée essentielle est que les propriétés d'un matériau sont déterminées non seulement par sa formule chimique, mais aussi par son historique de fabrication. Le moulage crée une microstructure distincte, fondamentalement différente de celle d'une pièce forgée ou usinée, ce qui entraîne un ensemble différent de compromis techniques.

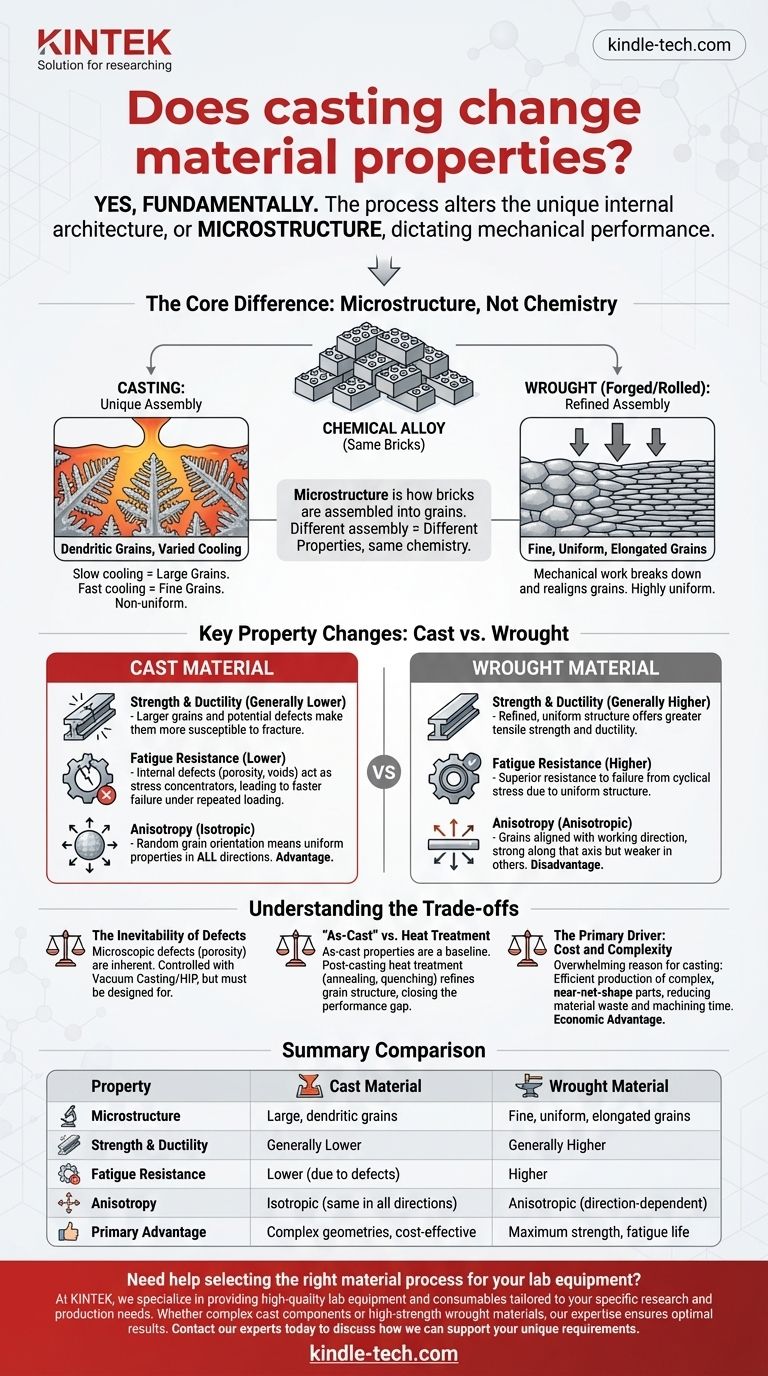
La différence fondamentale : la microstructure, pas la chimie
La distinction entre une pièce moulée et une pièce corroyée (forgée, laminée ou extrudée) réside dans leur structure granulaire interne. C'est le concept le plus important à saisir.
Qu'est-ce que la microstructure ?
Imaginez les atomes d'un matériau comme des briques Lego individuelles. L'alliage chimique est la collection de briques que vous avez. La microstructure est la façon dont ces briques sont assemblées en structures cristallines plus grandes appelées grains. Un assemblage différent donne un objet final différent, même avec exactement les mêmes briques.
Comment le moulage crée sa microstructure
Pendant le moulage, le métal en fusion refroidit et se solidifie. Ce processus n'est pas uniforme. Les cristaux, appelés grains, commencent à se former et à croître, souvent selon un motif arborescent ou dendritique.
La vitesse de refroidissement a un impact énorme. Un refroidissement plus lent permet à ces grains de devenir très grands, tandis qu'un refroidissement plus rapide entraîne une structure granulaire plus fine et plus petite. Cette variation se produit dans une seule pièce moulée, la surface refroidissant plus rapidement que le cœur.
Microstructure corroyée vs. moulée
Un matériau corroyé, comme une barre d'acier forgée, commence comme un lingot moulé, mais est ensuite travaillé mécaniquement avec une pression immense. Ce processus brise les grands grains moulés inconsistants et les réaligne en une structure très fine, uniforme et allongée. Cette microstructure raffinée est la principale raison pour laquelle les matériaux corroyés sont souvent plus résistants.
Principaux changements de propriétés des matériaux moulés par rapport aux matériaux corroyés
En raison de ces différences microstructurales, le même alliage présentera des propriétés différentes selon qu'il a été moulé ou corroyé.
Résistance et ductilité
Généralement, un matériau moulé aura une résistance à la traction et une ductilité inférieures à celles de son équivalent corroyé. La taille de grain plus grande et le potentiel de défauts microscopiques dans les pièces moulées les rendent plus sensibles à la fracture sous charge.
Résistance à la fatigue
C'est une distinction essentielle. La fatigue est la défaillance due à des cycles répétés de chargement et de déchargement. Les pièces moulées peuvent avoir une résistance à la fatigue plus faible en raison de la possibilité inhérente de défauts internes comme la porosité (minuscules bulles de gaz) ou les retassures. Ces défauts agissent comme des concentrateurs de contraintes, créant des points où les fissures peuvent facilement s'amorcer et se propager.
Anisotropie (Propriétés directionnelles)
C'est un domaine où le moulage présente un avantage distinct. Parce que les grains dans une pièce moulée se forment et croissent dans une orientation relativement aléatoire, la pièce finale est généralement isotrope – elle a la même résistance et les mêmes propriétés dans toutes les directions.
Les matériaux corroyés, en revanche, sont anisotropes. Leurs grains sont alignés dans la direction du travail, ce qui les rend très résistants le long de cet axe mais plus faibles dans d'autres directions.
Comprendre les compromis
Choisir le moulage ne signifie pas accepter des propriétés inférieures ; il s'agit de faire un compromis technique délibéré pour obtenir des avantages significatifs dans d'autres domaines.
L'inévitabilité des défauts
Bien que les processus de moulage modernes soient très contrôlés, le risque de défauts microscopiques est inhérent à la solidification du métal liquide. Les fonderies de haute qualité utilisent des techniques comme le moulage sous vide et la compression isostatique à chaud (HIP) pour minimiser ces problèmes, mais la possibilité existe toujours et doit être prise en compte dans la conception.
"Brut de fonderie" vs. Traitement thermique
Les propriétés d'une pièce directement sortie du moule (l'état "brut de fonderie") ne sont qu'une base. Des traitements thermiques post-moulage comme le recuit, la normalisation ou la trempe et le revenu sont presque toujours utilisés. Ces processus peuvent affiner la structure granulaire, soulager les contraintes internes et améliorer considérablement la résistance et la ténacité du matériau, réduisant souvent l'écart de performance avec les matériaux corroyés.
Le moteur principal : coût et complexité
La raison principale de choisir le moulage est sa capacité à produire des pièces complexes, quasi-finies, de manière efficace. Il est beaucoup moins cher et plus rapide de créer une forme complexe comme un bloc moteur ou un corps de vanne par moulage que par usinage à partir d'un bloc de métal solide. Cela réduit le gaspillage de matière et le temps d'usinage ultérieur, offrant un avantage économique considérable.
Faire le bon choix pour votre application
La décision d'utiliser un matériau moulé ou corroyé dépend entièrement des exigences spécifiques de votre projet. Il n'y a pas d'option universellement "meilleure", seulement le bon choix pour l'objectif.
- Si votre objectif principal est une résistance maximale et une durée de vie en fatigue : Pour les composants critiques soumis à des contraintes cycliques élevées, comme les bielles d'avion ou les vilebrequins haute performance, un matériau corroyé forgé est généralement le choix supérieur.
- Si votre objectif principal est une géométrie complexe et une réduction des coûts : Pour les pièces avec des passages internes complexes ou des formes externes complexes, comme les corps de pompe ou les collecteurs, le moulage est presque toujours la solution la plus économique et la plus pratique.
- Si votre objectif principal est des propriétés uniformes et multidirectionnelles : Pour les composants qui subissent des charges complexes provenant de nombreuses directions, la nature isotrope d'une pièce moulée peut être un avantage de conception significatif.
En comprenant comment un processus de fabrication façonne la structure interne d'un matériau, vous pouvez aller au-delà d'une simple comparaison "plus fort ou plus faible" et prendre une décision éclairée qui équilibre performance, complexité et coût.
Tableau récapitulatif :
| Propriété | Matériau moulé | Matériau corroyé |
|---|---|---|
| Microstructure | Grains larges et dendritiques | Grains fins, uniformes et allongés |
| Résistance et ductilité | Généralement plus faible | Généralement plus élevée |
| Résistance à la fatigue | Plus faible (en raison de défauts potentiels) | Plus élevée |
| Anisotropie | Isotrope (identique dans toutes les directions) | Anisotrope (dépend de la direction) |
| Avantage principal | Géométries complexes, rentable | Résistance maximale, durée de vie en fatigue |
Besoin d'aide pour choisir le bon processus de matériau pour votre équipement de laboratoire ? Le choix entre les matériaux moulés et corroyés est essentiel pour la performance et le coût de votre application. Chez KINTEK, nous sommes spécialisés dans la fourniture d'équipements et de consommables de laboratoire de haute qualité, adaptés à vos besoins spécifiques de recherche et de production. Que vous travailliez avec des composants moulés complexes ou des matériaux corroyés à haute résistance, notre expertise vous assure d'obtenir la bonne solution pour des résultats optimaux. Contactez nos experts dès aujourd'hui pour discuter de la façon dont nous pouvons soutenir les exigences uniques de votre laboratoire avec des équipements de précision et des consommables fiables.
Guide Visuel
Produits associés
- Machine de coulée de film étirable en PVC plastique de laboratoire pour tests de film
- Cellule électrolytique électrochimique optique à fenêtre latérale
- Tissu de carbone conducteur, papier de carbone, feutre de carbone pour électrodes et batteries
- Cellule à flux personnalisable pour la réduction du CO2 pour la recherche sur le NRR, l'ORR et le CO2RR
- Moule de Presse Cylindrique avec Échelle pour Laboratoire
Les gens demandent aussi
- Quel est le principe de l'évaporateur à couche mince raclée ? Préserver et purifier les composés sensibles à la chaleur
- Quels sont les inconvénients du distillateur moléculaire à film raclé ? Coût élevé, complexité et limites de séparation
- Qu'est-ce qu'une calandreuse ? Transformer les surfaces des matériaux avec précision
- Qu'est-ce que le processus de calandrage ? Un guide pour la production de films plastiques à grand volume
- Quel est l'effet de la vitesse de refroidissement sur la coulée ? Contrôler la résistance, la ductilité et les défauts



















