Bien qu'il s'agisse d'une technologie puissante pour éliminer les défauts, le pressage isostatique à chaud (HIP) est principalement limité par ses coûts financiers et opérationnels importants. Le processus se caractérise par une faible efficacité de production et un investissement initial élevé, ce qui le rend inadapté aux applications à grand volume ou sensibles aux coûts où des méthodes alternatives sont suffisantes.
Les principaux inconvénients du pressage isostatique à chaud ne sont pas des défaillances techniques, mais des réalités économiques et logistiques. Vous échangez des coûts de production plus élevés et des temps de cycle plus lents contre des améliorations inégalées en matière de densité, d'uniformité et de performances mécaniques des matériaux.

Pourquoi choisir le HIP en premier lieu ?
Pour comprendre les inconvénients du HIP, il est crucial de reconnaître d'abord les problèmes uniques qu'il résout. Les fabricants investissent dans cette technologie pour obtenir des propriétés matérielles souvent inatteignables par d'autres moyens.
Élimination de la porosité interne
Le HIP soumet les composants à une température élevée et à une pression élevée et uniforme de tous les côtés. Cette combinaison effondre et soude efficacement les vides internes, les pores et les défauts au sein d'un matériau.
Ceci est essentiel pour les pièces fabriquées additivement (imprimées en 3D), qui souffrent souvent de porosité et d'une mauvaise adhérence des couches, ce qui peut compromettre l'intégrité structurelle.
Création de microstructures uniformes
La pression isostatique garantit que la densité est augmentée uniformément dans toute la pièce, quelle que soit sa forme. Cela empêche l'anisotropie (propriétés dépendant de la direction) qui peut se produire avec les méthodes de pressage unidirectionnelles.
Le résultat est un matériau homogène avec des propriétés mécaniques prévisibles et cohérentes, telles qu'une ductilité et une résistance à la fatigue améliorées.
Consolidation des étapes de fabrication
Dans certains flux de travail, le HIP peut combiner les processus de traitement thermique, de trempe et de vieillissement en un seul cycle. Cette consolidation peut réduire le nombre total d'étapes de fabrication, compensant ainsi une partie de sa lenteur inhérente.
Comprendre les compromis : les principaux inconvénients
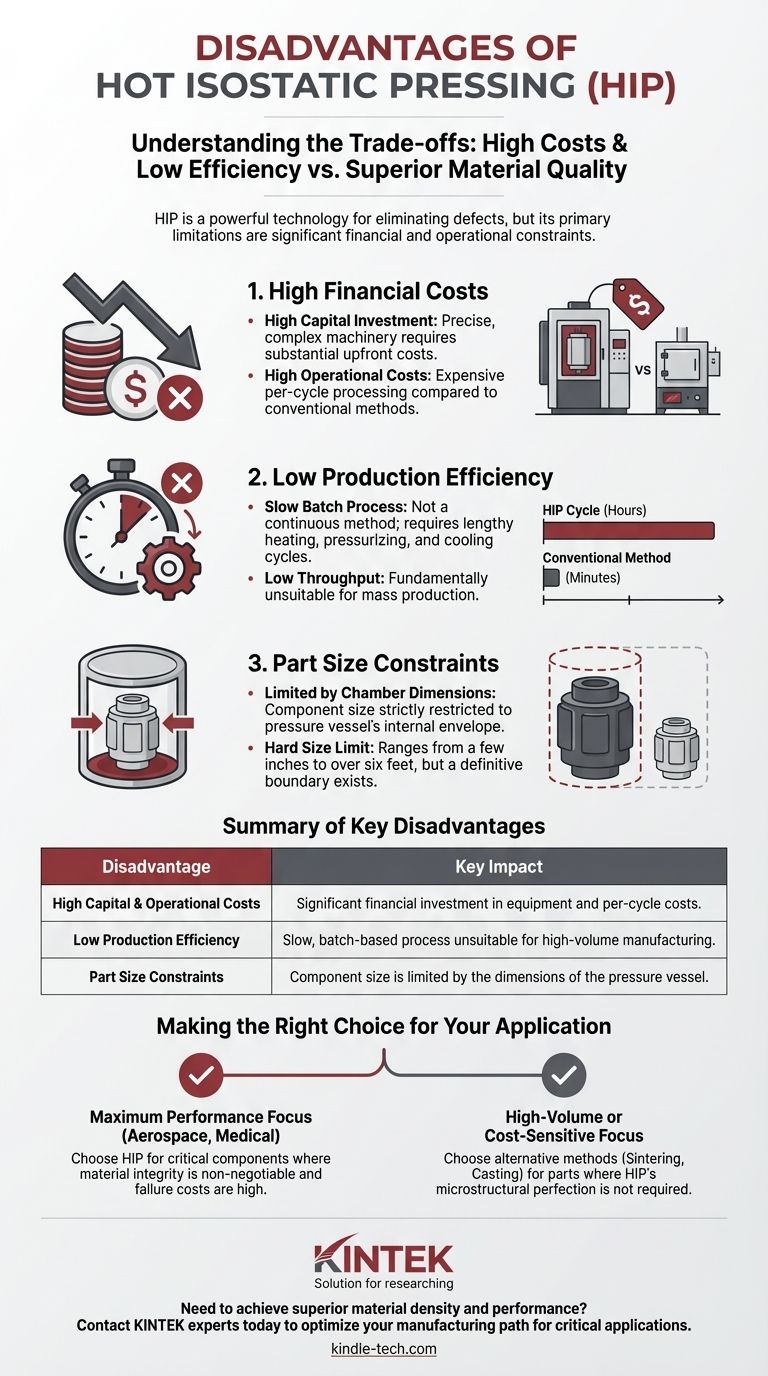
La décision d'utiliser le HIP dépend de la justification de ses avantages par rapport à ses inconvénients importants. Ces inconvénients sont presque entièrement liés aux coûts et à la logistique de production.
Coûts de production et d'équipement élevés
Les machines requises pour le HIP sont précises, complexes et doivent gérer en toute sécurité des pressions et des températures extrêmes. Il en résulte un investissement initial très élevé.
De plus, le coût opérationnel par cycle est substantiel, ce qui rend le prix par pièce beaucoup plus élevé par rapport aux méthodes conventionnelles de frittage ou de moulage.
Faible efficacité de production
Le HIP est un processus par lots, et non un processus continu. Le chargement de la chambre, l'exécution du cycle de chauffage et de pressurisation, et le refroidissement peuvent prendre de nombreuses heures.
Ce temps de cycle lent entraîne un faible débit, ce qui le rend fondamentalement inadapté à la production de masse. C'est une méthode pour la qualité, pas pour la quantité.
Contraintes sur la taille des pièces
La taille du composant qui peut être traité est strictement limitée par les dimensions internes de la chambre de pression cylindrique du système HIP.
Bien qu'il existe des systèmes de différentes tailles, de quelques pouces à plus de six pieds de diamètre, il y a toujours une limite stricte à l'enveloppe de la pièce.
Faire le bon choix pour votre application
Choisir d'utiliser le pressage isostatique à chaud nécessite une compréhension claire de l'objectif principal de votre projet.
- Si votre objectif principal est une performance et une fiabilité maximales : Le HIP est le choix supérieur lorsque le coût de la défaillance des composants est extrêmement élevé et que l'intégrité des matériaux est non négociable, comme dans l'aérospatiale ou les implants médicaux.
- Si votre objectif principal est une production à grand volume ou sensible aux coûts : Des méthodes alternatives comme le frittage conventionnel, le moulage ou le forgeage sont beaucoup plus viables économiquement pour les pièces qui ne nécessitent pas le niveau de perfection microstructurale du HIP.
En fin de compte, considérer le pressage isostatique à chaud comme une étape de finition spécialisée pour les composants critiques, plutôt que comme une méthode de fabrication générale, est la clé pour exploiter efficacement sa puissance.
Tableau récapitulatif :
| Inconvénient | Impact clé |
|---|---|
| Coûts d'investissement et d'exploitation élevés | Investissement financier important en équipement et coûts par cycle. |
| Faible efficacité de production | Processus lent, par lots, inadapté à la fabrication en grand volume. |
| Contraintes de taille des pièces | La taille du composant est limitée par les dimensions du récipient sous pression. |
Besoin d'atteindre une densité et des performances matérielles supérieures pour vos composants critiques ?
KINTEK est spécialisé dans la fourniture d'équipements de laboratoire et de consommables de pointe, y compris des solutions pour les essais et le traitement des matériaux. Si vous développez des composants pour l'aérospatiale, les implants médicaux ou d'autres applications hautes performances, notre expertise peut vous aider à déterminer le chemin de fabrication le plus efficace et le plus efficient.
Contactez nos experts dès aujourd'hui pour discuter de vos défis matériels spécifiques et de la manière dont nos solutions peuvent vous aider à optimiser la qualité et les performances.
Guide Visuel
Produits associés
- Presse isostatique à chaud pour la recherche sur les batteries à l'état solide
- Moules de Pressage Isostatique pour Laboratoire
- Presse isostatique à froid de laboratoire électrique divisée CIP pour pressage isostatique à froid
- Presse Isostatique à Froid Automatique de Laboratoire CIP Presse Isostatique à Froid
- Presse isostatique manuelle à froid CIP pour pastilles
Les gens demandent aussi
- Qu'est-ce que le processus de pressage isostatique ? Obtenez une densité uniforme pour les pièces complexes
- Pourquoi les presses isostatiques à chaud (WIP) sont-elles nécessaires pour les batteries à état solide ? Atteindre un contact au niveau atomique
- Quel est le processus du pressage isostatique ? Obtenir une densité uniforme et des formes complexes
- Quelle est la température d'une presse isostatique à chaud ? Atteindre la densification optimale pour vos matériaux
- Comment les presses isostatiques à chaud améliorent-elles les performances des électrodes sèches ? Améliorez la conductivité des batteries tout solides grâce à la chaleur et à la pression

















