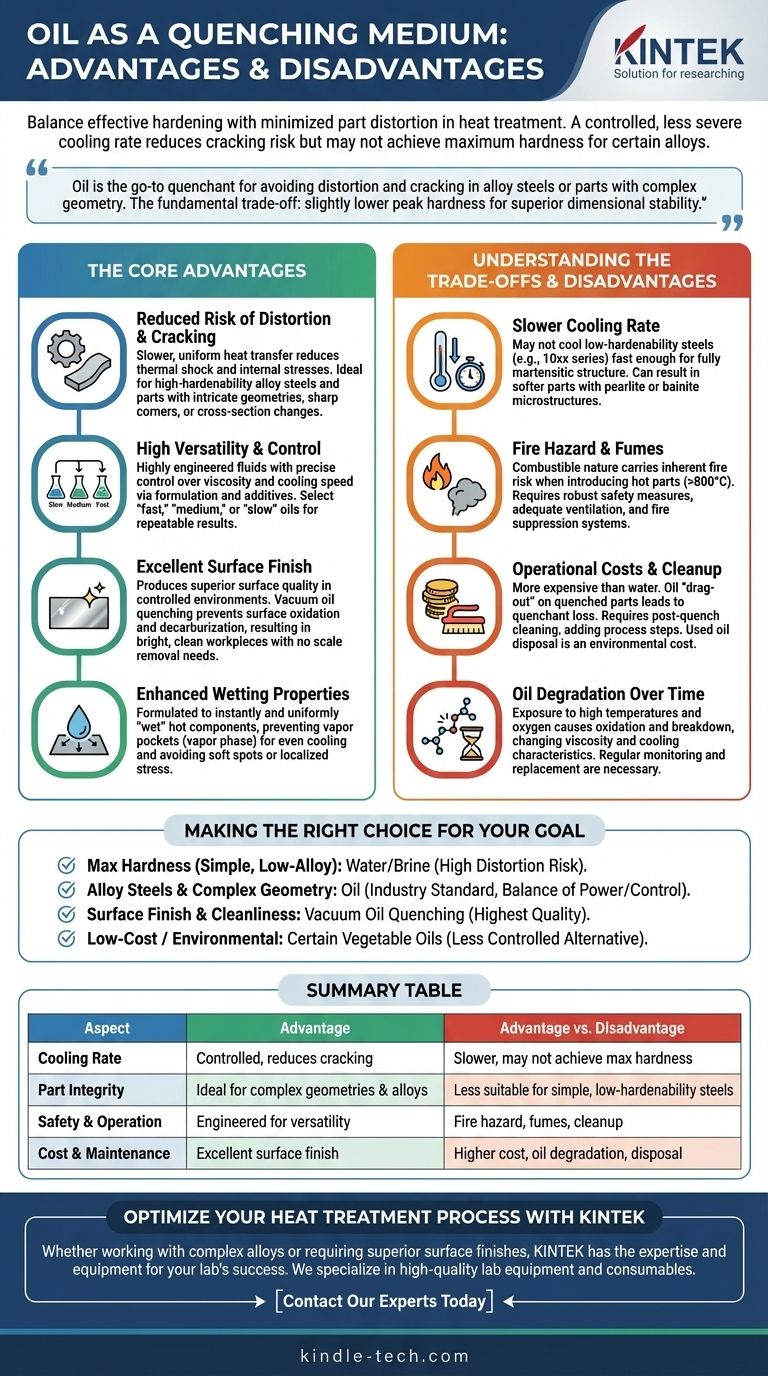
Dans le monde du traitement thermique, la trempe à l'huile offre un équilibre essentiel entre un durcissement efficace et la minimisation de la déformation des pièces. Son principal avantage est une vitesse de refroidissement contrôlée et moins sévère par rapport à l'eau, ce qui réduit considérablement le risque de fissuration. Cependant, cette même caractéristique signifie qu'elle pourrait ne pas atteindre la dureté maximale absolue possible pour certains alliages d'acier qui nécessitent une trempe plus drastique.
L'huile est le trempant de choix lorsque votre priorité est d'éviter la déformation et la fissuration des aciers alliés ou des pièces de géométrie complexe. Le compromis fondamental est d'accepter une dureté maximale légèrement inférieure en échange d'une stabilité dimensionnelle et d'une intégrité des pièces supérieures.

Les avantages fondamentaux de la trempe à l'huile
La popularité de l'huile comme agent de trempe découle de sa capacité à résoudre les problèmes les plus courants et les plus coûteux associés au traitement thermique : la défaillance des pièces et l'imprécision dimensionnelle.
Risque réduit de déformation et de fissuration
L'huile transfère la chaleur d'une pièce chaude plus lentement et plus uniformément que l'eau. Cette vitesse de refroidissement moins sévère réduit le choc thermique immense et les contraintes internes qui provoquent la déformation, le gauchissement ou la fissuration des pièces.
Cela fait de l'huile le choix idéal pour les aciers alliés à haute trempabilité ou les pièces présentant des géométries complexes, des coins vifs ou des changements importants de section transversale.
Polyvalence et contrôle élevés
Contrairement à l'eau, les huiles de trempe sont des fluides hautement conçus. Leurs propriétés, telles que la viscosité et la vitesse de refroidissement, peuvent être contrôlées avec précision grâce à la formulation et à l'utilisation d'additifs spécialisés.
Cela vous permet de choisir une huile « rapide », « moyenne » ou « lente » pour répondre parfaitement aux exigences d'un alliage d'acier et d'une configuration de pièce spécifiques, garantissant des résultats reproductibles et fiables.
Excellente finition de surface
Lorsqu'elle est effectuée dans un environnement contrôlé, la trempe à l'huile produit une qualité de surface supérieure. La trempe à l'huile sous vide, en particulier, est un processus premium qui empêche l'oxydation de surface et la décarburation.
Le résultat est une pièce brillante et propre qui ne nécessite aucun enlèvement de calamine ou nettoyage ultérieur, ce qui permet d'économiser du temps et des coûts de traitement en aval.
Propriétés de mouillage améliorées
Les huiles de trempe modernes sont formulées pour « mouiller » instantanément et uniformément toute la surface d'un composant chaud. Cela empêche la formation de poches de vapeur stables (la « phase vapeur ») qui peuvent provoquer un refroidissement inégal et entraîner des points mous ou des contraintes localisées.
Comprendre les compromis et les inconvénients
Bien qu'elle soit très efficace, la trempe à l'huile n'est pas sans limites. Ces compromis sont principalement liés à la sécurité, au coût et à sa vitesse de refroidissement inhérente.
Vitesse de refroidissement plus lente
La caractéristique même qui empêche la fissuration — une vitesse de refroidissement plus lente — est également une limitation. Pour certains aciers à faible trempabilité (comme les aciers au carbone de la série 10xx), l'huile pourrait ne pas refroidir la pièce assez rapidement pour obtenir une structure entièrement martensitique.
Cela peut entraîner une pièce plus molle que souhaité, car l'acier se transforme en d'autres microstructures telles que la perlite ou la bainite au lieu de la martensite dure.
Risque d'incendie et fumées
L'huile est combustible. Plonger un composant chauffé à plus de 800 °C (1500 °F) dans de l'huile comporte un risque d'incendie inhérent si le processus n'est pas correctement contrôlé.
Cela nécessite des mesures de sécurité robustes, y compris une ventilation adéquate pour gérer les fumées et la fumée, ainsi que des systèmes de suppression d'incendie appropriés.
Coûts opérationnels et nettoyage
Les huiles de trempe spécialisées sont plus chères que l'eau. De plus, l'huile a tendance à adhérer aux pièces trempées, un phénomène connu sous le nom de « entraînement » (drag-out), qui entraîne une perte de trempant.
Ces pièces huileuses nécessitent une étape de nettoyage ou de lavage post-trempe, ajoutant un autre processus et des coûts associés. Enfin, l'huile usagée est considérée comme un déchet industriel et doit être éliminée conformément aux réglementations environnementales.
Dégradation de l'huile avec le temps
Au cours de sa durée de vie, l'huile de trempe est exposée à des températures élevées et à l'oxygène, ce qui provoque son oxydation et sa dégradation. Cette décomposition modifie la viscosité de l'huile et altère ses caractéristiques de refroidissement, entraînant des résultats incohérents.
Une surveillance régulière de l'état de l'huile et son remplacement éventuel sont des tâches de maintenance nécessaires pour assurer la stabilité du processus.
Faire le bon choix pour votre objectif
La décision entre l'huile et d'autres agents de trempe dépend entièrement de votre matériau, de la géométrie de la pièce et des propriétés finales souhaitées.
- Si votre objectif principal est d'obtenir une dureté maximale dans des aciers simples à faible alliage : L'eau ou la saumure est souvent un meilleur choix, à condition que vous puissiez accepter le risque nettement plus élevé de déformation ou de fissuration.
- Si votre objectif principal est le durcissement des aciers alliés ou des pièces de géométrie complexe : L'huile est la norme de l'industrie, offrant un équilibre excellent et fiable entre puissance de durcissement et contrôle dimensionnel.
- Si votre objectif principal est la finition de surface et la propreté du processus pour les composants critiques : La trempe à l'huile sous vide fournit les résultats de la plus haute qualité, éliminant les défauts de surface et les opérations de nettoyage post-trempe.
- Si votre objectif principal est le durcissement à faible coût ou respectueux de l'environnement pour des tâches moins critiques : Certaines huiles végétales peuvent être une alternative viable, bien que moins contrôlée, aux produits à base de pétrole.
Comprendre ces compromis vous permet de choisir un processus de trempe qui offre les propriétés matérielles requises sans compromettre l'intégrité de votre pièce.
Tableau récapitulatif :
| Aspect | Avantage | Inconvénient |
|---|---|---|
| Vitesse de refroidissement | Contrôlée, réduit la fissuration et la déformation | Plus lente, pourrait ne pas atteindre la dureté maximale pour certains aciers |
| Intégrité de la pièce | Idéale pour les géométries complexes et les aciers alliés | Moins adaptée aux aciers simples à faible trempabilité |
| Sécurité et fonctionnement | Conçue pour la polyvalence et le contrôle | Risque d'incendie, fumées et nécessité de nettoyage |
| Coût et maintenance | Excellente finition de surface (ex. trempe sous vide) | Coût plus élevé, dégradation de l'huile et besoins d'élimination |
Optimisez votre processus de traitement thermique avec KINTEK
Choisir le bon milieu de trempe est essentiel pour obtenir l'équilibre parfait entre dureté, stabilité dimensionnelle et intégrité de la pièce. Que vous travailliez avec des composants complexes en acier allié ou que vous ayez besoin de la finition de surface supérieure de la trempe à l'huile sous vide, KINTEK possède l'expertise et l'équipement pour soutenir le succès de votre laboratoire.
Nous nous spécialisons dans la fourniture d'équipements de laboratoire et de consommables de haute qualité adaptés à vos besoins spécifiques de traitement thermique. Contactez nos experts dès aujourd'hui pour discuter de la manière dont nos solutions peuvent améliorer votre processus de trempe, améliorer la répétabilité et garantir les résultats de la plus haute qualité pour vos matériaux.
Guide Visuel