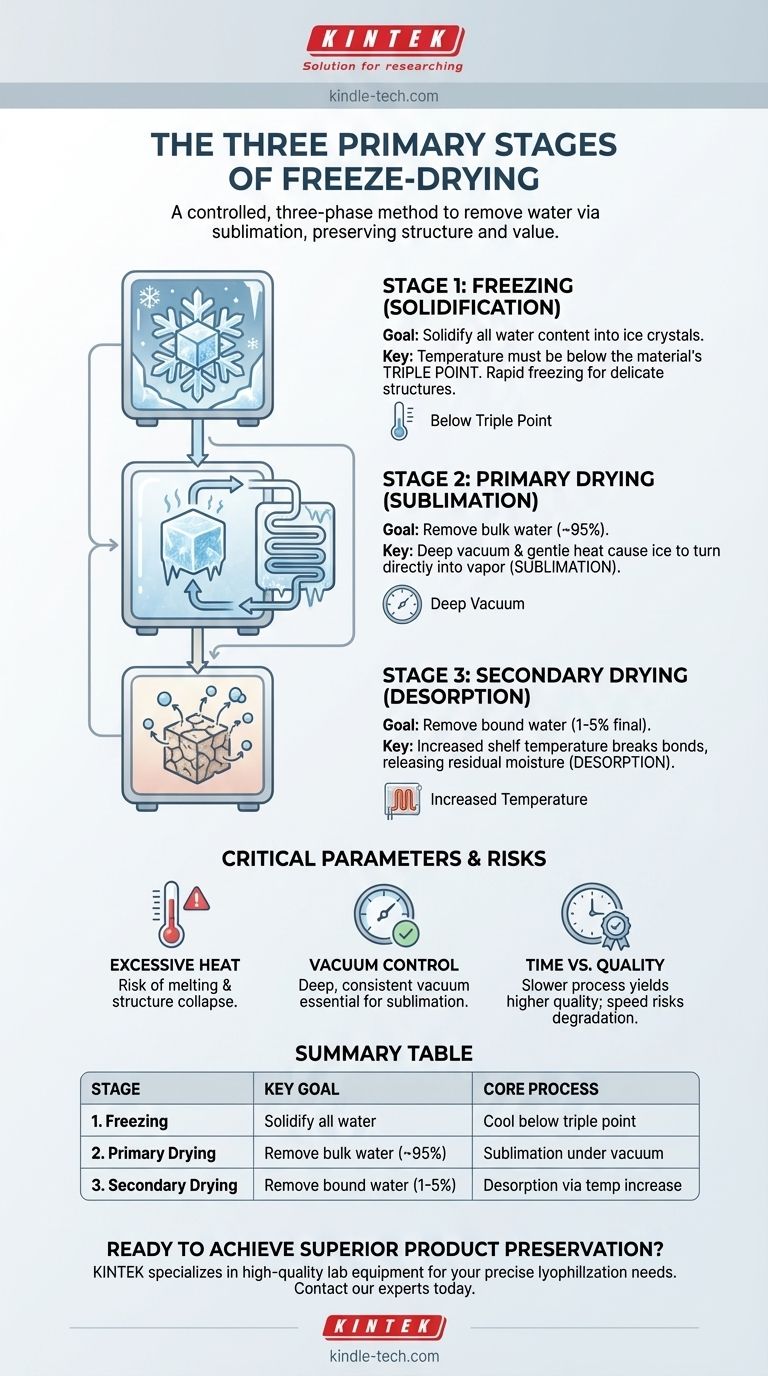
À la base, le processus de lyophilisation se compose de trois étapes distinctes : la congélation, le séchage primaire et le séchage secondaire. Cette méthode contrôlée en trois phases élimine l'eau d'un produit en le congelant d'abord, puis en convertissant la glace directement en vapeur sous un vide poussé, et enfin en éliminant toute humidité liée restante. Le résultat est un produit parfaitement conservé avec sa structure, sa couleur et sa valeur nutritionnelle d'origine intactes.
La lyophilisation n'est pas simplement une déshydratation ; c'est une manipulation précise de la température et de la pression pour contourner l'état liquide de l'eau. Ce processus de sublimation – transformant la glace solide directement en vapeur – est la clé pour préserver la structure délicate d'un matériau sans l'endommager.
La physique de la conservation : une analyse étape par étape
Pour vraiment comprendre la lyophilisation, vous devez comprendre l'objectif de chaque étape et les principes physiques en jeu. C'est une séquence conçue pour éliminer doucement l'eau sans les forces destructrices de l'évaporation en phase liquide.
Étape 1 : La phase de congélation (solidification)
La première étape consiste à congeler complètement le matériau. L'objectif est de solidifier toute la teneur en eau en cristaux de glace, en la préparant pour la phase de sublimation.
La température doit être abaissée en dessous du point triple du matériau – la température et la pression uniques auxquelles une substance peut exister simultanément sous forme solide, liquide et gazeuse. Refroidir le produit en dessous de ce point garantit que lorsque la pression est ensuite réduite, la glace se transformera en vapeur plutôt que de fondre en liquide.
Le taux de congélation est également un paramètre critique. Une congélation rapide crée de petits cristaux de glace, ce qui est idéal pour préserver les structures biologiques délicates. Une congélation plus lente crée des cristaux plus grands et moins uniformes qui peuvent endommager les parois cellulaires mais peuvent accélérer le processus de séchage ultérieur.
Étape 2 : Séchage primaire (sublimation)
C'est l'étape la plus longue et la plus énergivore, où la majeure partie de l'eau est éliminée. Le matériau étant congelé, deux choses se produisent : un vide poussé est appliqué, et une petite quantité contrôlée de chaleur est introduite.
Cette combinaison de basse pression et de chaleur douce donne aux molécules d'eau congelées suffisamment d'énergie pour se libérer et passer directement d'un solide (glace) à un gaz (vapeur d'eau). Ce processus est appelé sublimation.
La vapeur d'eau est ensuite aspirée du produit et recueillie sur un condenseur, une surface à l'intérieur du lyophilisateur maintenue à une température encore plus froide. Ici, la vapeur se transforme instantanément en glace, la piégeant efficacement et l'empêchant de recontaminer le produit. Cette phase élimine environ 95 % de l'eau.
Étape 3 : Séchage secondaire (désorption)
Après le séchage primaire, une petite quantité d'eau reste, étroitement liée aux molécules du matériau par un processus appelé adsorption. L'étape finale, le séchage secondaire, est conçue pour éliminer cette humidité résiduelle.
Pendant cette phase, le vide est maintenu tandis que la température de la tablette est progressivement augmentée, parfois au-dessus de 0°C. Cette énergie supplémentaire rompt les liaisons entre les molécules d'eau et le matériau, un processus connu sous le nom de désorption.
L'élimination de cette eau liée est cruciale pour garantir que le produit final est stable à la conservation et ne se dégradera pas avec le temps. L'achèvement de cette étape entraîne une teneur en eau finale de seulement 1 à 5 %.
Comprendre les compromis et les paramètres critiques
Obtenir un résultat parfait avec la lyophilisation nécessite d'équilibrer des facteurs concurrents. Une mauvaise gestion des variables clés peut compromettre ou ruiner le produit.
Le risque de chaleur excessive
Le point de défaillance le plus courant est l'application d'une chaleur excessive pendant le séchage primaire. Si la température du produit dépasse son point de collapse critique, la matrice de glace fondra au lieu de se sublimer. Cela provoque l'effondrement de la structure du produit, entraînant un rétrécissement, de mauvaises propriétés de réhydratation et une perte de qualité.
L'importance du contrôle du vide
Un vide poussé et constant est non négociable pour la sublimation. Si le niveau de vide n'est pas suffisamment bas, la pression sera trop élevée pour que la sublimation se produise à basse température. Tout comme avec une chaleur excessive, cela fera fondre la glace, annulant tout l'intérêt du processus.
L'équilibre entre le temps et la qualité
Bien qu'un processus plus lent et plus méthodique donne les résultats de la plus haute qualité, il est également plus long et plus coûteux. Dans les milieux commerciaux, il y a souvent une pression pour accélérer le cycle. Cela peut être fait en utilisant des cristaux de glace plus gros (issus d'une congélation plus lente) ou en poussant les limites de température pendant le séchage, mais les deux comportent le risque de dégrader légèrement la qualité du produit final.
Comment appliquer cela à votre objectif
Votre objectif spécifique déterminera l'étape et les paramètres que vous devrez prioriser.
- Si votre objectif principal est de préserver des structures biologiques délicates (par exemple, produits pharmaceutiques, bactéries) : Votre priorité est un taux de congélation très rapide et un contrôle méticuleux de la température pendant le séchage primaire pour éviter l'effondrement.
- Si votre objectif principal est la conservation en vrac des aliments avec une bonne qualité : Votre priorité est d'optimiser l'étape de séchage primaire pour l'efficacité sans dépasser la température de collapse du produit.
- Si votre objectif principal est une stabilité maximale à long terme : Votre priorité est de s'assurer que l'étape de séchage secondaire est menée à terme pour éliminer toutes les molécules d'eau liées.
En contrôlant la transition de l'eau à travers ses états physiques, vous pouvez atteindre un niveau de conservation que d'autres méthodes de séchage ne peuvent égaler.
Tableau récapitulatif :
| Étape | Objectif clé | Processus principal |
|---|---|---|
| 1. Congélation | Solidifier toute la teneur en eau | Refroidir le matériau en dessous de son point triple |
| 2. Séchage primaire | Éliminer la majeure partie de l'eau (~95%) | Sublimation (glace en vapeur) sous vide |
| 3. Séchage secondaire | Éliminer l'eau liée (1-5% final) | Désorption via une augmentation de la température |
Prêt à obtenir une conservation supérieure de vos produits grâce à un processus de lyophilisation adapté à vos besoins spécifiques ?
KINTEK est spécialisé dans la fourniture d'équipements de laboratoire et de consommables de haute qualité pour les laboratoires. Que vous préserviez des échantillons biologiques délicats, optimisiez la qualité des aliments ou assuriez une stabilité maximale de conservation, notre expertise et nos équipements fiables sont conçus pour répondre à vos exigences précises en matière de lyophilisation.
Contactez nos experts dès aujourd'hui pour discuter de la manière dont nous pouvons vous aider à optimiser votre processus de lyophilisation et à obtenir des résultats parfaits à chaque fois.
Guide Visuel
Produits associés
- Lyophilisateur de laboratoire haute performance
- Lyophilisateur de laboratoire haute performance pour la recherche et le développement
- Lyophilisateur de laboratoire de paillasse pour usage en laboratoire
- Lyophilisateur de laboratoire de paillasse
- Congélateur Ultra Basse Température Vertical 108L
Les gens demandent aussi
- Quels types d'échantillons liquides peuvent être traités à l'aide d'un lyophilisateur de laboratoire ? Préservez vos matériaux sensibles
- Quel rôle les lyophilisateurs de laboratoire jouent-ils dans l'industrie alimentaire ? Libérez une conservation alimentaire supérieure
- Quels sont les principaux avantages de la lyophilisation en laboratoire ? Préservez les matériaux sensibles grâce à une lyophilisation douce
- Comment les lyophilisateurs de laboratoire soutiennent-ils la recherche scientifique ? Préserver l'intégrité de l'échantillon pour des résultats reproductibles
- Quel rôle joue un lyophilisateur de laboratoire dans la synthèse d'électrocatalyseurs à base de graphène ? Préserver les structures 3D















