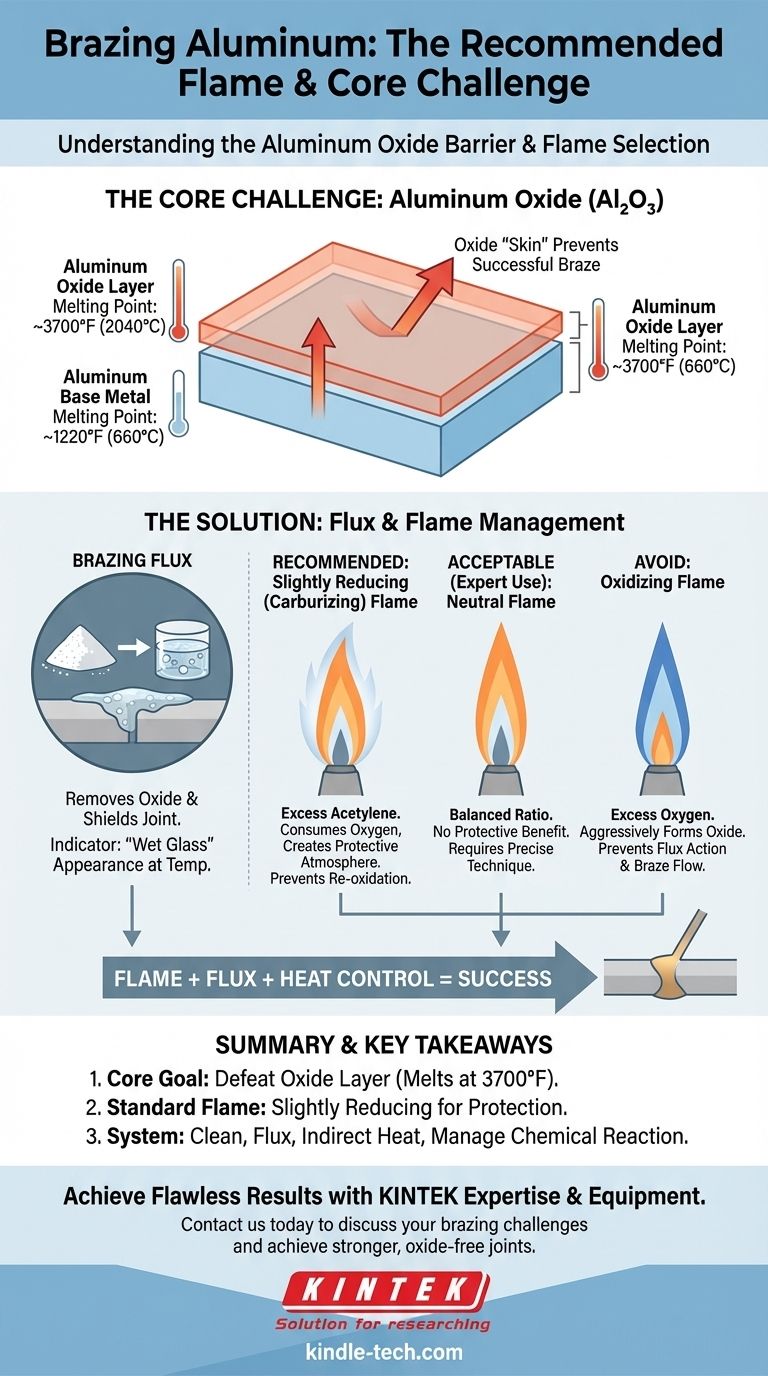
Pour le brasage de l'aluminium, la recommandation standard est une flamme légèrement réductrice (carburante) provenant d'un chalumeau oxyacétylénique. Ce type de flamme a un léger excès de combustible, ce qui aide à protéger l'aluminium d'une oxydation excessive pendant le processus de chauffage. Une flamme neutre peut parfois être utilisée, mais une flamme réductrice offre une marge de sécurité supplémentaire contre la formation de la couche d'oxyde d'aluminium tenace qui empêche un brasage réussi.
La clé du brasage de l'aluminium n'est pas seulement de choisir une flamme, mais de comprendre que votre principal défi est de vaincre la couche d'oxyde d'aluminium. Votre choix de flamme, de flux et de contrôle de la chaleur sont tous des outils dédiés à la gestion de cette barrière invisible.

Le défi principal : Comprendre l'oxyde d'aluminium
Le brasage de l'aluminium est fondamentalement différent du brasage de l'acier ou du cuivre en raison d'une réalité chimique que vous ne pouvez pas voir. Le succès dépend entièrement de la façon dont vous gérez cette réalité.
Le problème de l'oxyde d'aluminium
Tout l'aluminium est recouvert d'une fine couche transparente et incroyablement résistante d'oxyde d'aluminium (Al₂O₃). Cette couche fond à environ 2040 °C (3700 °F), tandis que l'aluminium sous-jacent fond à une température beaucoup plus basse d'environ 660 °C (1220 °F).
Si vous essayez de chauffer l'aluminium à la température de brasage sans traiter cette couche d'oxyde, vous ferez fondre le métal de base en une flaque bien avant de percer la "peau" d'oxyde qui le maintient.
Le rôle du flux
Le flux de brasage est la solution chimique au problème de l'oxyde. Lorsqu'il est chauffé, le flux devient actif et accomplit deux tâches essentielles : il élimine la couche d'oxyde existante et protège le joint de l'oxygène de l'air, empêchant la formation de nouvel oxyde.
L'apparence du flux est votre indicateur de température le plus important. Il deviendra clair et liquide, ressemblant à du "verre humide", lorsque la pièce aura atteint la bonne température de brasage.
Choisir la bonne flamme pour l'aluminium
Votre flamme est l'outil que vous utilisez pour appliquer la chaleur, et ses propriétés chimiques ont un impact direct sur l'oxyde d'aluminium que vous essayez de vaincre.
Pourquoi une flamme légèrement réductrice (carburante) est standard
Une flamme réductrice est créée avec un léger excès de combustible acétylène. Vous pouvez l'identifier par le cône intérieur primaire et une "plume" secondaire, blanc-bleuâtre, à la pointe.
L'excès de combustible non brûlé dans cette flamme consomme l'oxygène à proximité immédiate du joint. Cela crée une atmosphère protectrice qui aide à prévenir la reformation rapide de l'oxyde d'aluminium, facilitant ainsi le travail de votre flux.
Qu'est-ce qu'une flamme neutre ?
Une flamme neutre a un rapport parfaitement équilibré d'oxygène et d'acétylène. Elle a un cône intérieur clair et bien défini et aucune plume secondaire.
Bien qu'elle puisse être utilisée pour le brasage de l'aluminium par un opérateur qualifié, elle n'offre aucun avantage protecteur contre l'oxydation. Elle est moins indulgente qu'une flamme réductrice si votre technique n'est pas parfaite.
Pourquoi éviter une flamme oxydante
Une flamme oxydante, qui a un excès d'oxygène, est activement nocive lors du brasage de l'aluminium. Cette flamme est caractérisée par un cône intérieur court et pointu et un sifflement fort.
L'excès d'oxygène formera agressivement et rapidement plus d'oxyde d'aluminium sur la pièce, travaillant directement contre votre flux et rendant un brasage réussi presque impossible.
Comprendre les compromis et les pièges
La flamme n'est qu'une partie d'un système en trois parties : nettoyage, flux, chaleur. Une erreur dans l'un de ces domaines entraînera un échec.
Surchauffe et fusion du métal de base
L'aluminium donne très peu d'avertissement avant de fondre. Contrairement à l'acier, il ne rougit pas. Le point de fusion de la brasure est souvent très proche du point de fusion de l'aluminium lui-même, laissant une fenêtre très étroite pour le succès.
Application incorrecte de la chaleur
Concentrez-vous sur le chauffage uniforme et large de la pièce. Ne dirigez pas la flamme directement sur la baguette de brasure. Laissez la chaleur du métal de base faire fondre la brasure, qui sera ensuite aspirée dans le joint par capillarité.
Mauvais nettoyage ou application de flux
La flamme ne peut pas compenser un joint sale ou mal fluxé. Le métal de base doit être nettoyé mécaniquement avec une brosse en acier inoxydable juste avant d'appliquer le flux. Le flux doit couvrir complètement toutes les surfaces du joint.
Comment appliquer cela à votre projet
Votre approche doit être guidée par la précision requise et votre niveau d'expérience.
- Si votre objectif principal est la précision sur de petites pièces : Utilisez une flamme légèrement réductrice et une buse de chalumeau plus petite. Portez une attention particulière au flux ; dès qu'il devient clair et liquide, introduisez la baguette de brasure dans le joint.
- Si votre objectif principal est d'apprendre le processus : Entraînez-vous sur des chutes du même alliage d'aluminium. Créez délibérément des flammes réductrices, neutres et oxydantes pour en voir les effets. Votre objectif est d'apprendre à reconnaître l'aspect "verre humide" du flux actif.
- Si votre objectif principal est d'obtenir un joint solide et sans oxyde : N'oubliez pas que la flamme n'est qu'une partie du système. Un nettoyage méticuleux, une couverture complète du flux et un chauffage indirect sont tout aussi essentiels que le choix d'une flamme réductrice.
La maîtrise de ce processus vient de la compréhension que vous ne faites pas seulement fondre du métal, mais que vous gérez une réaction chimique à la surface du joint.
Tableau récapitulatif :
| Type de flamme | Rapport Acétylène/Oxygène | Caractéristique clé | Effet sur le brasage de l'aluminium |
|---|---|---|---|
| Légèrement réductrice (Recommandée) | Léger excès d'acétylène | "Plume" blanc-bleuâtre à la pointe | Protège contre l'oxydation, plus sûre pour le flux |
| Neutre | Rapport équilibré | Cône intérieur clair et défini | Peut être utilisée par des experts, moins indulgente |
| Oxydante (À éviter) | Excès d'oxygène | Cône court et pointu, sifflement | Forme rapidement de l'oxyde, empêche un brasage réussi |
Obtenez des résultats de brasage d'aluminium impeccables avec le bon équipement et l'expertise. Le brasage de l'aluminium nécessite un contrôle précis de la chaleur pour gérer la couche d'oxyde tenace. KINTEK est spécialisé dans les équipements et consommables de laboratoire, répondant aux besoins des laboratoires avec des outils de chauffage fiables et un support expert. Laissez notre équipe vous aider à sélectionner le chalumeau parfait et vous fournir des conseils pour votre application spécifique. Contactez-nous dès aujourd'hui pour discuter de vos défis de brasage et de la manière dont nous pouvons vous aider à obtenir des joints plus solides et sans oxyde.
Guide Visuel