Pour souder l'acier inoxydable, vous ne pouvez pas utiliser de soudure standard à âme de colophane ou de soudure de plomberie. Vous devez utiliser une soudure à haute teneur en étain, telle qu'un alliage étain-antimoine 95/5 ou un alliage à base d'argent, en combinaison avec un flux très agressif et acide spécifiquement conçu pour l'acier inoxydable. Ce flux spécial est le composant le plus critique, car il est nécessaire pour éliminer chimiquement la couche d'oxyde tenace qui empêche la soudure d'adhérer à la surface.
Le succès du soudage de l'acier inoxydable dépend presque entièrement du flux, et non de la soudure elle-même. Les flux standard sont inefficaces, et seul un flux acide spécialisé peut traverser la couche protectrice du métal pour permettre la formation d'une liaison par soudure.

Pourquoi l'acier inoxydable est difficile à souder
Comprendre le défi de l'acier inoxydable est la première étape pour le surmonter. Les propriétés qui le rendent "inoxydable" sont les mêmes que celles qui le rendent résistant au soudage.
Le problème : la couche d'oxyde de chrome
L'acier inoxydable contient du chrome, qui réagit avec l'oxygène pour former une couche passive, transparente et auto-cicatrisante d'oxyde de chrome.
Considérez cette couche comme une couche de peinture invisible et antiadhésive. La soudure ne peut tout simplement pas "mouiller" ou adhérer à cette surface. Bien que le cuivre s'oxyde également, sa couche d'oxyde est facilement éliminée par les flux doux à base de colophane ou solubles dans l'eau utilisés en électronique et en plomberie. L'oxyde de chrome sur l'acier inoxydable est beaucoup plus résilient.
La solution : un flux agressif
Pour souder l'acier inoxydable, vous devez éliminer chimiquement cette couche d'oxyde. Cela nécessite un flux nettement plus puissant que celui utilisé pour le cuivre ou le laiton.
Ce sont des flux très acides et corrosifs, contenant souvent du chlorure de zinc, de l'acide chlorhydrique ou de l'acide phosphorique. Ils attaquent agressivement la surface, éliminant l'oxyde et exposant l'acier brut en dessous pour que la soudure puisse adhérer.
Choisir les bons matériaux
Le succès nécessite deux composants : le bon flux et la bonne soudure. Ils doivent travailler ensemble.
Étape 1 : Sélectionnez un flux agressif
Votre première priorité est de trouver un flux explicitement étiqueté "pour acier inoxydable" ou "pour alliages nickel/chrome." Un flux standard pour l'électronique ou la plomberie échouera à chaque fois.
Ces flux sont liquides ou pâteux et doivent être appliqués séparément sur le joint avant le chauffage.
Étape 2 : Choisissez une soudure à haute résistance
Une fois que vous avez le bon flux, vous pouvez sélectionner une soudure appropriée. Puisque vous travaillez déjà sur un matériau solide, l'utilisation d'un alliage de soudure solide est la meilleure pratique.
- Soudure à base d'argent (meilleure) : Les alliages comme le Sn96/Ag4 (96 % étain, 4 % argent) offrent une excellente résistance, durabilité et caractéristiques de mouillage une fois le flux activé.
- Soudure étain-antimoine (bonne) : Un alliage comme le Sn95/Sb5 (95 % étain, 5 % antimoine) est un autre choix solide et sans plomb qui fonctionne très bien.
- Soudure étain-plomb (utilisable) : Les soudures traditionnelles 60/40 ou 63/37 étain-plomb peuvent fonctionner, mais uniquement si elles sont utilisées avec le flux agressif correct. Elles n'offrent aucun avantage réel et sont progressivement supprimées pour des raisons de santé.
Évitez les soudures qui ont une âme de colophane ou d'acide intégrée, car ce flux d'âme n'est jamais assez fort pour l'acier inoxydable.
Comprendre les compromis et les pièges
L'utilisation d'un flux agressif introduit des risques critiques que vous devez gérer pour un joint réussi et durable.
Le danger des résidus corrosifs
Les acides contenus dans le flux pour acier inoxydable sont très corrosifs. Si des résidus sont laissés sur le joint après le soudage, ils continueront à attaquer le métal, entraînant la corrosion et la défaillance éventuelle du joint.
Le nettoyage après soudage n'est pas facultatif. Vous devez neutraliser et nettoyer soigneusement la zone immédiatement après le refroidissement du joint. Une méthode courante consiste à frotter la zone avec une pâte de bicarbonate de soude et d'eau, suivie d'un rinçage final à l'eau claire.
Limites de résistance
Un joint soudé est une liaison à basse température. Il convient pour sceller des coutures, créer des joints étanches ou pour des connexions électriques.
Cependant, le soudage ne crée pas de liaison structurelle sur l'acier. Pour les applications nécessitant une résistance mécanique élevée, vous devez utiliser un processus à haute température comme le brasage ou le soudage.
Santé et sécurité
Les fumées produites lors du chauffage du flux acide sont dangereuses et ne doivent pas être inhalées. Travaillez toujours dans un endroit bien ventilé et envisagez d'utiliser un extracteur de fumée.
Faire le bon choix pour votre objectif
Sélectionnez vos matériaux en fonction de l'objectif de votre projet.
- Si votre objectif principal est l'étanchéité ou l'imperméabilisation : Une soudure étain-antimoine (Sn95/Sb5) combinée à un flux à base de chlorure de zinc est une solution rentable et fiable.
- Si votre objectif principal est une résistance maximale ou une conductivité électrique : Une soudure à base d'argent (Sn96/Ag4) offre la liaison soudée la plus solide possible, mais n'oubliez pas d'être méticuleux avec le nettoyage après soudage.
- Si votre objectif principal est une connexion structurelle à forte contrainte : Le soudage est un processus totalement inadapté. Vous devez passer au brasage ou au soudage pour atteindre la résistance et la sécurité nécessaires.
En fin de compte, un joint de soudure en acier inoxydable réussi est le résultat de l'utilisation d'un flux agressif pour préparer la surface et d'une soudure de qualité pour former la liaison.
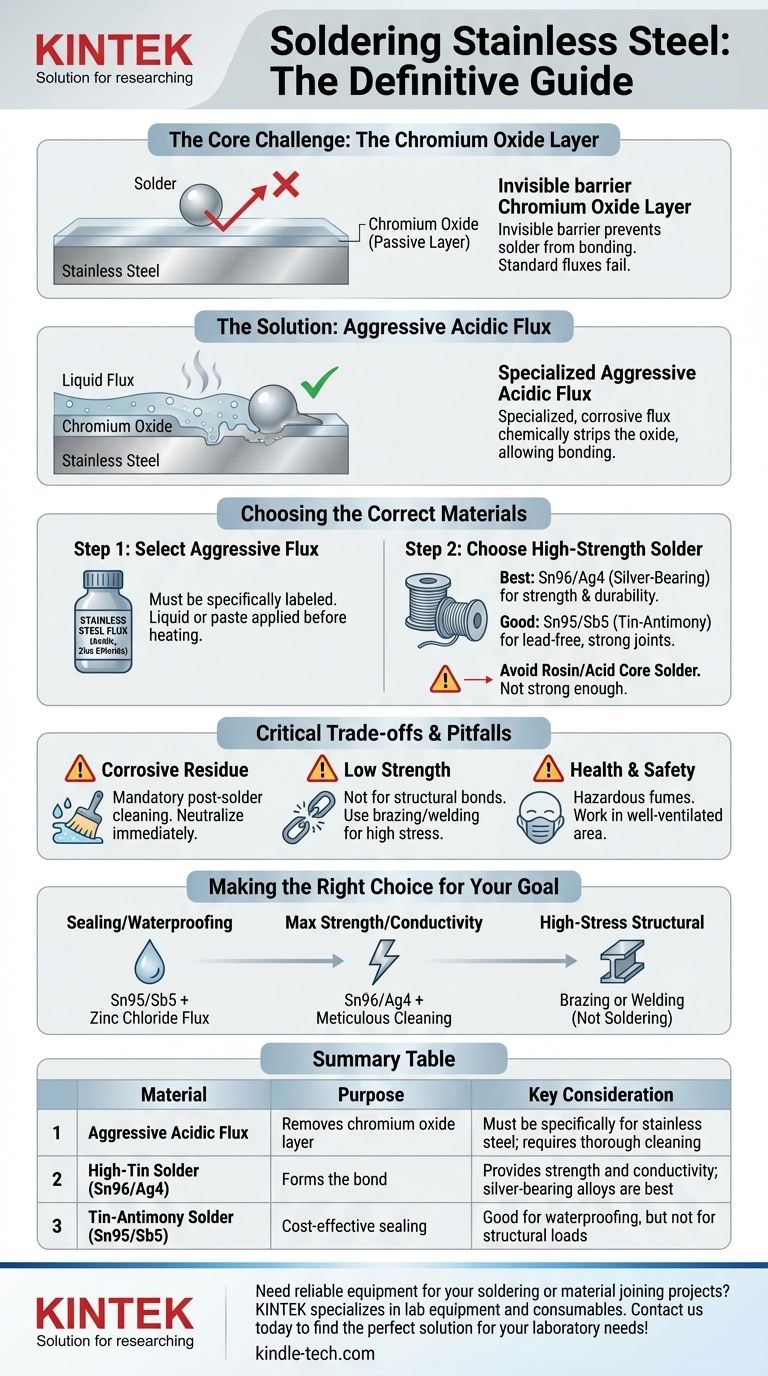
Tableau récapitulatif :
| Matériau | Objectif | Considération clé |
|---|---|---|
| Flux acide agressif | Élimine la couche d'oxyde de chrome | Doit être spécifiquement pour l'acier inoxydable ; nécessite un nettoyage approfondi |
| Soudure à haute teneur en étain (par ex. Sn96/Ag4) | Forme la liaison | Offre résistance et conductivité ; les alliages à base d'argent sont les meilleurs |
| Soudure étain-antimoine (par ex. Sn95/Sb5) | Étanchéité rentable | Bon pour l'imperméabilisation, mais pas pour les charges structurelles |
Besoin d'équipements fiables pour vos projets de soudage ou d'assemblage de matériaux ? KINTEK est spécialisé dans les équipements et consommables de laboratoire, au service des laboratoires qui exigent précision et durabilité. Que vous travailliez avec de l'acier inoxydable ou d'autres matériaux difficiles, nos produits vous garantissent des résultats constants et de haute qualité. Contactez-nous dès aujourd'hui pour trouver la solution parfaite pour vos besoins de laboratoire !
Guide Visuel
Produits associés
- Équipement de laboratoire de batterie Feuille de bande en acier inoxydable 304 épaisseur 20 um pour test de batterie
- Moule de pressage bidirectionnel rond pour laboratoire
- Moule de presse de laboratoire carré pour applications de laboratoire
- Moule de Presse Cylindrique avec Échelle pour Laboratoire
Les gens demandent aussi
- Quels sont les matériaux cibles pour la pulvérisation cathodique ? Des métaux aux céramiques pour des films minces précis
- Quel est le processus de pulvérisation cathodique ? Un guide étape par étape pour le dépôt de couches minces
- Quelles sont les principales considérations pour la sélection de l'acier inoxydable 304 comme matériau d'électrode ? Assurer des soins sûrs pour l'eau
- Qu'est-ce que la pulvérisation cathodique à diode ? Un guide du processus fondamental de dépôt de couches minces
- Le silicium peut-il être pulvérisé par pulvérisation cathodique ? Un guide des méthodes RF et CC pour le dépôt de couches minces



