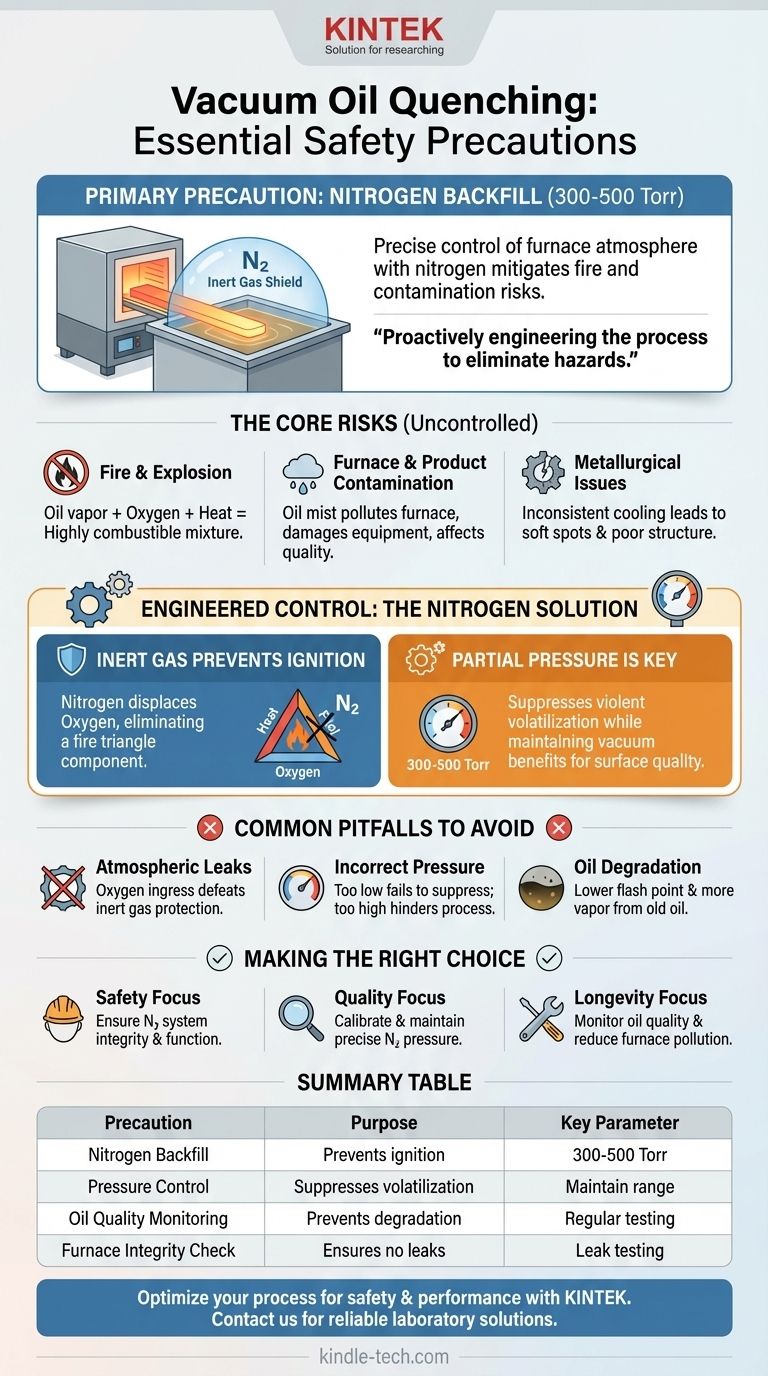
Une précaution de sécurité primordiale lors de la trempe à l'huile sous vide est le contrôle précis de l'atmosphère du four. Plus précisément, la chambre de refroidissement à l'huile doit être remplie d'azote jusqu'à une pression partielle de 300-500 Torr (environ 0,4-0,67 x 10⁵ Pa). Ce contrôle technique est conçu pour atténuer les risques inhérents d'incendie et de contamination associés à l'introduction de pièces chaudes dans l'huile de trempe.
L'aspect le plus critique de la sécurité de la trempe n'est pas seulement de réagir aux dangers, mais d'ingénieriser de manière proactive le processus pour les éliminer. Le contrôle de l'atmosphère du four avec un gaz inerte comme l'azote est un contrôle d'ingénierie fondamental qui empêche la formation d'un environnement inflammable ou contaminé dès le départ.

Les risques fondamentaux d'une trempe incontrôlée
Pour mettre en œuvre des mesures de sécurité efficaces, vous devez d'abord comprendre les dangers fondamentaux de l'introduction d'un composant chaud dans un milieu de trempe comme l'huile, en particulier dans un four sous vide fermé.
Le danger de la volatilisation et du brouillard d'huile
Lorsqu'une pièce chaude entre dans l'huile de trempe, la chaleur intense provoque la vaporisation instantanée de l'huile à l'interface. Cela crée de la vapeur d'huile et une fine brume.
Dans une atmosphère incontrôlée, cette vapeur et cette brume peuvent se mélanger à tout oxygène résiduel, créant un mélange hautement combustible ou explosif. Une seule étincelle ou la chaleur propre du composant pourrait suffire à l'enflammer.
La menace de contamination du four et du produit
La vapeur d'huile ne présente pas seulement un risque d'incendie. Elle peut se propager dans tout le four, se condensant sur les surfaces plus froides.
Cela entraîne une pollution importante du four, augmentant les exigences de maintenance et pouvant endommager les équipements sensibles. Cela peut également contaminer les lots suivants, impactant négativement la qualité et la cohérence du produit.
L'impact sur les propriétés métallurgiques
La sécurité et la qualité du produit sont directement liées. Le remplissage d'azote mentionné dans la procédure fait plus que prévenir les incendies.
En appliquant cette pression partielle, l'azote améliore la capacité de refroidissement de l'huile. Cela garantit une trempe plus efficace, permettant à la pièce d'obtenir la dureté et la structure métallurgique souhaitées. Une trempe incontrôlée peut entraîner des points faibles ou des résultats incohérents.
Contrôles techniques : le remplissage d'azote
Les mesures de sécurité les plus efficaces sont celles intégrées au processus lui-même. L'utilisation d'un remplissage d'azote est un exemple parfait d'un tel contrôle d'ingénierie.
Comment le gaz inerte prévient l'inflammation
L'azote est un gaz inerte, ce qui signifie qu'il ne réagit pas et ne supporte pas la combustion. En remplissant la chambre, il déplace tout oxygène résiduel.
Cela élimine l'un des trois composants du triangle du feu (chaleur, combustible, oxygène). Sans oxygène, la vapeur et le brouillard d'huile ne peuvent tout simplement pas s'enflammer, neutralisant ainsi le principal danger pour la sécurité.
Pourquoi la pression partielle est essentielle
Le processus spécifie une pression de 300-500 Torr, ce qui est un vide partiel, et non une pressurisation atmosphérique complète.
Cette pression spécifique est suffisamment élevée pour supprimer la volatilisation violente de l'huile de trempe, réduisant la quantité de vapeur et de brouillard générée. Cependant, elle est toujours suffisamment basse pour maintenir les avantages d'un environnement sous vide, empêchant une oxydation indésirable à la surface de la pièce.
Pièges courants à éviter
La mise en œuvre correcte de cette procédure nécessite une attention aux détails. Les échecs proviennent souvent de la négligence des paramètres clés du processus.
Négliger l'intégrité atmosphérique
Supposer que le vide lui-même suffit pour la sécurité est une erreur critique. Des fuites dans le four peuvent introduire de l'oxygène, et sans le remplissage protecteur d'azote, un mélange inflammable peut se former de manière inattendue.
Réglages de pression incorrects
L'utilisation d'une pression trop basse ne parviendra pas à supprimer adéquatement la volatilisation de l'huile. L'utilisation d'une pression trop élevée peut entraver l'efficacité du processus sous vide. Le respect de la plage spécifiée (300-500 Torr) est non négociable pour atteindre à la fois la sécurité et la qualité.
Négliger la dégradation de l'huile
Avec le temps, l'huile de trempe se dégrade, surtout lorsqu'elle est soumise à des cycles répétés de haute température. L'huile dégradée a un point d'éclair plus bas et produit plus de vapeur. Ne pas surveiller la qualité de l'huile et la remplacer si nécessaire introduit un risque de sécurité important, et souvent négligé.
Faire le bon choix pour votre processus
L'application de ces principes exige d'aligner vos actions sur vos objectifs opérationnels primaires.
- Si votre objectif principal est la sécurité de l'opérateur et de l'installation : La première étape non négociable est d'assurer l'intégrité et le bon fonctionnement du système de remplissage d'azote pour empêcher la formation d'une atmosphère inflammable.
- Si votre objectif principal est une qualité de produit constante : Le calibrage et le maintien de la pression précise d'azote sont essentiels, car cela influence directement la performance de refroidissement de l'huile et la dureté finale de votre pièce.
- Si votre objectif principal est la longévité et l'efficacité de l'équipement : La mise en œuvre d'un programme strict de surveillance de la qualité de l'huile et l'assurance du bon fonctionnement du système d'azote réduiront considérablement la pollution du four, minimisant les temps d'arrêt et les coûts de maintenance.
En fin de compte, un processus de trempe sûr est un résultat technique, et non une question de hasard.
Tableau récapitulatif :
| Précaution de sécurité | Objectif | Paramètre clé |
|---|---|---|
| Remplissage d'azote | Prévient l'inflammation de la vapeur d'huile en déplaçant l'oxygène | 300-500 Torr (0,4-0,67 x 10⁵ Pa) |
| Contrôle de la pression | Supprime la volatilisation violente de l'huile tout en maintenant les avantages du vide | Maintenir la plage spécifiée |
| Surveillance de la qualité de l'huile | Prévient la dégradation qui abaisse le point d'éclair et augmente la vapeur | Tests et remplacement réguliers |
| Vérification de l'intégrité du four | Garantit l'absence de fuites d'oxygène dans la chambre | Tests d'étanchéité et maintenance |
Optimisez votre processus de trempe pour une sécurité et des performances maximales. KINTEK est spécialisé dans les équipements et consommables de laboratoire, fournissant des solutions fiables pour les fours sous vide et les systèmes de trempe. Notre expertise garantit que vos opérations répondent aux normes de sécurité les plus élevées tout en obtenant des résultats métallurgiques constants. Contactez-nous dès aujourd'hui pour discuter de la manière dont nous pouvons améliorer la sécurité et l'efficacité de votre laboratoire !
Guide Visuel
Produits associés
- Système de fusion par induction sous vide pour la fabrication de bandes et de fils
- Machine de Moulage à Froid sous Vide pour la Préparation d'Échantillons
- Four de frittage et de brasage sous vide pour traitement thermique
- Système d'équipement de dépôt chimique en phase vapeur CVD Four tubulaire PECVD à chambre coulissante avec gazéifieur de liquide Machine PECVD
- Four de fusion par induction à arc sous vide
Les gens demandent aussi
- Quel rôle fondamental joue un four de fusion par induction sous vide dans la production d'acier sans nickel ? Obtenir des alliages de haute pureté
- Quelle est la fonction principale d'un four de fusion par induction sous vide dans la préparation d'alliages mères Ni-Mo-Cr-Fe ? Assurer une haute pureté
- Quels sont les composants clés à l'intérieur de la chambre à vide d'un four de fusion par induction sous vide ? Un guide de l'ensemble de fusion central
- Quels types de métaux sont généralement traités dans un four à induction sous vide ? Alliages de haute pureté pour applications critiques
- Comment les fours à induction sous vide ou à arc facilitent-ils la synthèse des phases MAX U-Al-C ? Precision Heat & Purity









