La réponse courte est que l'argon est considéré comme « meilleur » que l'azote dans les applications qui exigent une inertie chimique absolue et un environnement stable, comme le soudage de haute pureté. Cette supériorité découle du fait que l'argon est un gaz noble, ce qui le rend fondamentalement moins réactif que l'azote, et de sa densité plus élevée, qui lui permet de former un bouclier protecteur plus efficace.
Le choix entre l'argon et l'azote est un compromis d'ingénierie classique. L'argon offre des performances supérieures dans les applications très sensibles, tandis que l'azote fournit une solution parfaitement adaptée et plus économique pour les besoins d'inertage à usage général. Le gaz « meilleur » est celui qui correspond le mieux à vos exigences techniques et budgétaires spécifiques.

La différence fondamentale : inertie véritable contre inertie pratique
La principale raison pour laquelle l'argon et l'azote sont utilisés dans des applications similaires est leur nature inerte, ou non réactive. Cependant, la source de leur inertie est fondamentalement différente, ce qui dicte leurs cas d'utilisation idéaux.
L'argon : l'avantage du gaz noble
L'argon est un gaz noble. Sa couche d'électrons externe est complètement remplie, ce qui signifie qu'il n'a aucune incitation chimique à réagir avec d'autres éléments.
Cela rend l'argon véritablement inerte dans presque toutes les conditions. Il ne formera pas de composés ou de liaisons, même aux températures extrêmes trouvées dans les arcs de soudage ou en présence de métaux très réactifs.
L'azote : la barrière de la triple liaison
Le gaz azote existe sous forme de molécule diatomique (N₂), où deux atomes d'azote sont unis par une triple liaison covalente exceptionnellement forte.
Cette liaison nécessite une quantité énorme d'énergie pour être rompue, c'est pourquoi l'azote est principalement inerte dans des conditions courantes. Cependant, à des températures très élevées, cette liaison peut se rompre, permettant à l'azote de réagir avec certains métaux (comme le titane ou l'aluminium) pour former des composés cassants appelés nitrures, ce qui peut compromettre l'intégrité du matériau.
Comment les propriétés physiques influencent la performance
Au-delà de la réactivité chimique, les différences physiques entre l'argon et l'azote sont cruciales pour déterminer le gaz approprié pour la tâche.
Densité : un bouclier plus lourd est un meilleur bouclier
L'argon est environ 40 % plus dense que l'azote et l'air. C'est un avantage significatif dans des applications comme le soudage.
Lorsqu'il est utilisé comme gaz de protection, l'argon, plus lourd, déplace efficacement l'air plus léger autour du bain de fusion, créant une bulle protectrice plus robuste et stable. Cela empêche l'oxygène et la vapeur d'eau de contaminer le métal en fusion. L'azote est moins efficace pour ce déplacement.
Potentiel d'ionisation : la clé d'un arc stable
Dans les procédés de soudage à l'arc tels que TIG et MIG, un arc électrique doit être établi à travers le gaz de protection.
L'argon a un potentiel d'ionisation plus faible que l'azote, ce qui signifie qu'il nécessite moins de tension pour démarrer et maintenir un arc stable et focalisé. Il en résulte un processus de soudage plus propre et mieux contrôlé avec moins de projections, en particulier sur les métaux sensibles comme l'aluminium, le titane et l'acier inoxydable.
Conductivité thermique : l'impact sur l'isolation
L'argon a une conductivité thermique plus faible que l'azote. Cela signifie qu'il est un moins bon conducteur de chaleur.
Cette propriété est très appréciée dans la fabrication de fenêtres isolantes à double ou triple vitrage. L'espace entre les vitres est rempli d'argon pour ralentir le transfert de chaleur, améliorant ainsi l'efficacité énergétique globale de la fenêtre.
Comprendre les compromis : performance contre coût
Bien que l'argon présente des avantages de performance clairs dans certains domaines, ces avantages ont un prix.
Argon : haute performance, coût plus élevé
L'argon représente moins de 1 % de l'atmosphère terrestre. La séparation de cette petite fraction de l'air par distillation cryogénique est un processus coûteux et énergivore, ce qui rend l'argon pur nettement plus cher que l'azote.
Azote : le cheval de bataille économique
L'azote est le gaz le plus abondant dans notre atmosphère, représentant environ 78 %. Cette abondance le rend beaucoup moins cher à produire. Pour les applications où sa réactivité à haute température n'est pas une préoccupation, c'est le choix économique évident.
Quand un mélange de gaz est la solution
Dans de nombreuses applications industrielles, en particulier le soudage de l'acier, un mélange de gaz offre l'équilibre optimal entre performance et coût. Par exemple, un mélange courant d'argon et de dioxyde de carbone est utilisé dans le soudage MIG pour obtenir une bonne stabilité de l'arc et une bonne pénétration de la soudure sur l'acier au carbone à un coût inférieur à celui de l'argon pur.
Faire le bon choix pour votre application
La sélection du gaz approprié nécessite d'aligner ses propriétés avec les exigences spécifiques de votre projet.
- Si votre objectif principal est le soudage TIG ou MIG de haute qualité sur des métaux non ferreux (aluminium, magnésium, titane) ou de l'acier inoxydable : L'argon est le choix supérieur pour son inertie absolue et son excellente stabilité d'arc.
- Si votre objectif principal est l'inertage en vrac, l'emballage alimentaire ou le gonflage de pneus : L'azote est le choix plus économique et parfaitement adapté.
- Si votre objectif principal est l'isolation thermique pour des fenêtres à haute efficacité : La faible conductivité thermique de l'argon en fait le vainqueur incontesté.
- Si votre objectif principal est le soudage MIG à usage général de l'acier au carbone : Un mélange argon/CO₂ offre souvent le meilleur équilibre entre coût, stabilité de l'arc et qualité de la soudure.
En fin de compte, choisir le bon gaz inerte ne consiste pas à trouver le seul « meilleur » gaz, mais à faire correspondre précisément les propriétés du gaz à vos exigences techniques et à votre budget.
Tableau récapitulatif :
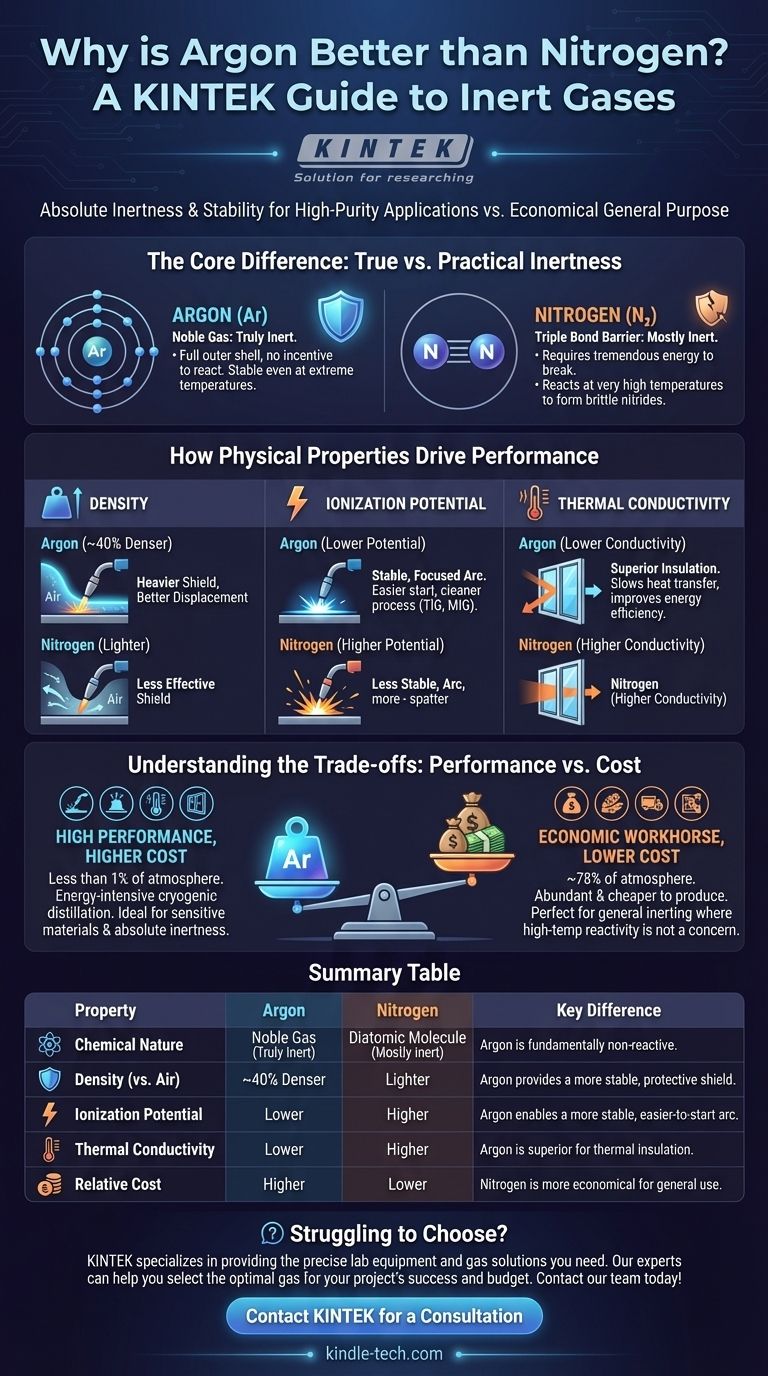
| Propriété | Argon | Azote | Différence clé |
|---|---|---|---|
| Nature chimique | Gaz Noble (Véritablement Inerte) | Molécule Diatomique (Principalement Inerte) | L'argon est fondamentalement non réactif, même à haute température. |
| Densité (par rapport à l'air) | ~40 % plus dense | Plus léger | L'argon fournit un bouclier protecteur plus stable. |
| Potentiel d'ionisation | Plus faible | Plus élevé | L'argon permet un arc de soudage plus stable et plus facile à démarrer. |
| Conductivité thermique | Plus faible | Plus élevée | L'argon est supérieur pour les applications d'isolation thermique. |
| Coût relatif | Plus élevé | Plus faible | L'azote est plus économique pour un usage général. |
Vous avez du mal à choisir le bon gaz inerte pour votre laboratoire ou votre processus de production spécifique ? KINTEK est spécialisé dans la fourniture de l'équipement de laboratoire et des solutions gazeuses précises dont vous avez besoin. Nos experts peuvent vous aider à sélectionner le gaz optimal — qu'il s'agisse d'argon de haute pureté pour le soudage sensible ou d'azote économique pour l'inertage général — afin d'assurer le succès, la performance et l'efficacité budgétaire de votre projet. Contactez notre équipe dès aujourd'hui pour une consultation personnalisée !
Guide Visuel