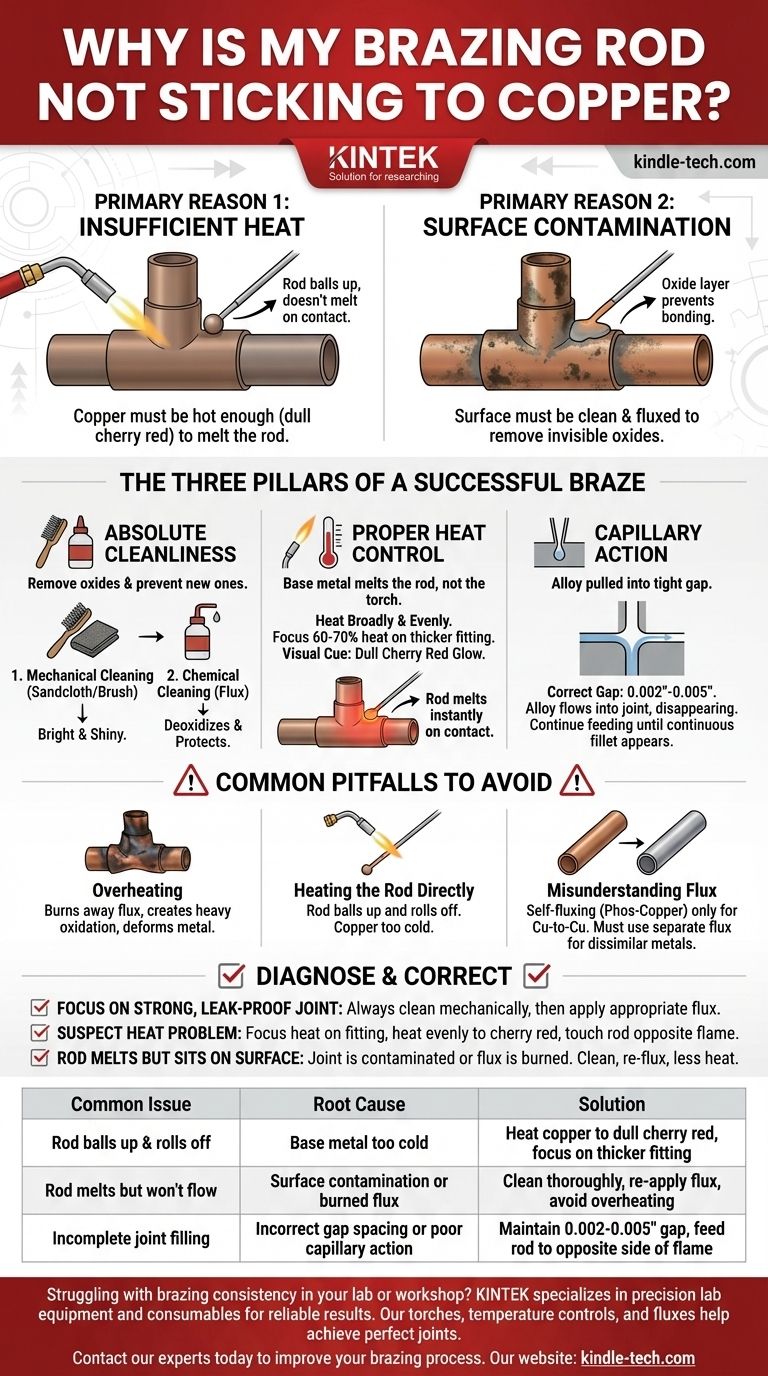
En fin de compte, une baguette de brasure ne parvient pas à adhérer au cuivre pour deux raisons principales : une chaleur insuffisante du métal de base ou une contamination de la surface. Le cuivre lui-même doit être suffisamment chaud — généralement rouge cerise terne — pour faire fondre la baguette de brasure au contact. Si la surface n'est pas parfaitement propre et protégée par le fondant, une couche invisible d'oxyde se formera, empêchant l'alliage d'apport en fusion de se lier au cuivre.
Le brasage n'est pas un processus consistant à « coller » des pièces ensemble avec une baguette fondue. C'est un processus métallurgique où vous créez un environnement surchauffé et propre qui permet au métal de base (cuivre) de faire fondre la baguette d'apport, aspirant l'alliage dans le joint par capillarité pour former une liaison plus solide que le cuivre lui-même.

Les Trois Piliers d'un Brasage Réussi
Pour résoudre le problème de la « non-adhérence », vous devez maîtriser trois principes fondamentaux. L'échec dans l'un de ces domaines entraînera un joint défectueux.
Pilier 1 : Propreté Absolue
La contamination est l'ennemi silencieux d'un bon brasage. Lorsque le cuivre est chauffé, il réagit presque instantanément avec l'oxygène de l'air, formant une couche d'oxyde de cuivre. L'alliage de brasure fondu ne peut pas et ne se liera pas à cette couche d'oxyde.
Votre premier travail consiste à éliminer tous les oxydes existants et à empêcher la formation de nouveaux. Il s'agit d'un processus en deux étapes : nettoyage mécanique suivi d'un nettoyage chimique (fondant).
- Nettoyage mécanique : Utilisez du papier abrasif (sandcloth) ou une brosse métallique pour raccourcir l'extérieur du tuyau et l'intérieur du raccord. Les surfaces doivent être nettoyées jusqu'à ce qu'elles soient uniformément brillantes et éclatantes, sans taches sombres.
- Nettoyage chimique (Fondant) : Après le nettoyage mécanique, appliquez une couche fine et uniforme de fondant de brasure approprié sur les deux surfaces. Le fondant agit comme un dés-oxydant, un indicateur de température et un bouclier protecteur qui empêche la ré-oxydation pendant que vous chauffez le joint.
Pilier 2 : Contrôle Correct de la Chaleur
C'est le point de défaillance le plus courant pour les débutants. Vous ne faites pas fondre la baguette de brasure avec la flamme du chalumeau. Vous chauffez le tube et le raccord en cuivre jusqu'à ce qu'ils soient suffisamment chauds pour faire fondre la baguette d'eux-mêmes.
La technique correcte consiste à chauffer l'assemblage de manière large et uniforme. Parce qu'un raccord est généralement plus épais et plus lourd que le tube, il nécessite plus de chaleur. Concentrez environ 60 à 70 % de votre chaleur sur le raccord pour vous assurer que l'ensemble de l'assemblage atteint la température en même temps.
Le repère visuel est la couleur. Chauffez le cuivre jusqu'à ce qu'il luit d'un rouge cerise terne et faible. À cette température, si vous touchez la baguette de brasure au joint, la chaleur du cuivre seul devrait la faire fondre instantanément.
Pilier 3 : Le Rôle de l'Action Capillaire
Si le joint est propre et que la chaleur est correcte, le principe final est l'action capillaire. C'est la force physique qui aspire l'alliage de brasure liquide dans l'espace étroit et uniforme entre le tube et le raccord.
Pour que l'action capillaire fonctionne, l'espace doit être correct — généralement entre 0,002" et 0,005". Si l'espace est trop serré, il n'y a pas de place pour que l'alliage s'écoule. S'il est trop lâche, la force capillaire est trop faible pour aspirer l'apport et le distribuer complètement.
Lorsque vous introduisez la baguette dans le joint chaud, elle doit fondre et être immédiatement aspirée dans la couture, disparaissant de la vue. Vous devez continuer à alimenter la baguette jusqu'à ce que vous voyiez un congé continu (un mince anneau d'alliage) apparaître tout autour du joint.
Pièges Courants à Éviter
Comprendre ce qu'il ne faut pas faire est aussi important que de connaître la procédure correcte.
Le Danger de la Surchauffe
Appliquer trop de chaleur est aussi destructeur que trop peu. La surchauffe brûle votre fondant protecteur, crée une mise à l'échelle sombre et lourde (oxydation) que le fondant ne peut pas éliminer, et peut même faire fondre ou déformer le cuivre. L'objectif est un rouge cerise contrôlé, pas une lueur orange vif.
L'Erreur de Chauffer Directement la Baguette
Une erreur classique du débutant consiste à pointer le chalumeau sur la baguette de brasure pour la faire fondre, en essayant de la « faire goutter » sur le joint. Cela fait que la baguette s'agglomère et roule parce que le cuivre est trop froid pour permettre à l'alliage de « mouiller » la surface et de couler. Le chalumeau chauffe les pièces ; les pièces font fondre la baguette.
Mauvaise Compréhension du Fondant
Les différents alliages de brasure ont des exigences de fondant différentes. Pour les joints cuivre-cuivre, les alliages contenant du phosphore (comme une baguette de Phos-Cuivre à 15 %) sont auto-fluxants, car le phosphore agit comme agent dés-oxydant. Cependant, lors du brasage du cuivre à un métal dissemblable comme le laiton ou l'acier, vous devez utiliser un fondant séparé. Supposer qu'un alliage est auto-fluxant dans la mauvaise situation garantit l'échec.
Faire le Bon Choix pour Votre Objectif
Utilisez cette liste de contrôle pour diagnostiquer et corriger votre technique.
- Si votre objectif principal est un joint solide et étanche : Commencez toujours par nettoyer mécaniquement le tube et le raccord avec du papier abrasif jusqu'à ce qu'ils soient uniformément brillants, puis appliquez une fine couche du fondant correct.
- Si vous soupçonnez un problème de chaleur : Concentrez la majorité de votre chaleur sur le raccord le plus épais, chauffez l'assemblage uniformément jusqu'au rouge cerise, et touchez la baguette au joint à l'opposé de la flamme. Le cuivre lui-même devrait faire fondre la baguette instantanément et l'aspirer.
- Si la baguette fond mais reste simplement à la surface : Votre joint est soit contaminé, soit vous avez brûlé votre fondant en surchauffant. Laissez refroidir, nettoyez-le complètement, réappliquez le fondant et réessayez avec moins de chaleur.
Maîtrisez la relation entre propreté et chaleur, et vous maîtriserez le processus de brasage.
Tableau Récapitulatif :
| Problème Courant | Cause Profonde | Solution |
|---|---|---|
| La baguette s'agglomère et roule | Le métal de base est trop froid | Chauffer le cuivre jusqu'au rouge cerise terne, se concentrer sur le raccord le plus épais |
| La baguette fond mais ne coule pas | Contamination de surface ou fondant brûlé | Nettoyer soigneusement, réappliquer le fondant, éviter la surchauffe |
| Remplissage incomplet du joint | Espacement incorrect ou mauvaise action capillaire | Maintenir un espace de 0,002 à 0,005 pouces, alimenter la baguette du côté opposé à la flamme |
Vous avez des difficultés avec la cohérence du brasage dans votre laboratoire ou atelier ? KINTEK est spécialisée dans les équipements de laboratoire de précision et les consommables qui garantissent des résultats fiables. Nos chalumeaux de brasure, nos contrôles de température et nos fondants de haute pureté aident les techniciens et les ingénieurs à obtenir des joints parfaits à chaque fois.
Contactez nos experts dès aujourd'hui pour discuter de la manière dont les solutions de KINTEK peuvent améliorer votre processus de brasage et fournir des connexions plus solides et plus fiables pour vos besoins en laboratoire ou en fabrication.
Guide Visuel
Produits associés
- Tige en céramique de nitrure de bore (BN) pour applications à haute température
- Tige en céramique de zircone stabilisée à l'yttrium usinée avec précision pour l'ingénierie de céramiques fines avancées
- Bâtonnet de céramique d'alumine fine avancée isolée pour applications industrielles
- Fabricant de pièces personnalisées en PTFE Téflon pour tige de récupération d'agitateur magnétique en PTFE
- Four de frittage et de brasage sous vide pour traitement thermique
Les gens demandent aussi
- Quelle est la fonction d'une doublure intérieure en BN dans un moule en graphite lors du frittage flash ? Maîtriser le contrôle précis du courant
- Pourquoi les tubes de nitrure de bore sont-ils sélectionnés comme récipients de réaction pour le Na3SbS4 ? Assurer la pureté dans la synthèse à haute température
- Pourquoi les creusets en nitrure de bore (BN) ou en alumine sont-ils préférés pour la croissance de GaN par flux de Na ? Optimisez votre rendement en cristaux
- Pourquoi le revêtement de nitrure de bore est-il utilisé dans le frittage VHP ? Empêche la diffusion du carbone et assure un démoulage propre
- Pourquoi utiliser des creusets en nitrure de bore (BN) pour l'infiltration de métaux ? Assurez la pureté de l'échantillon et les performances de non-mouillage.




