Pour les projets à faibles volumes de production, l'alternative la plus courante et la plus économique au moulage par injection est le thermoformage. La principale raison de cette différence de coût ne réside pas dans le matériau plastique lui-même, mais dans les dépenses initiales massives des moules, ou « outillage », nécessaires au moulage par injection. Le thermoformage utilise des moules beaucoup plus simples et moins chers, ce qui le rend beaucoup plus accessible pour les productions à petite échelle.
La décision centrale entre le moulage par injection et ses alternatives est un calcul de volume. Bien que le moulage par injection ait le coût initial le plus élevé, il offre le prix par pièce le plus bas à grande échelle. Les alternatives moins chères ont un coût d'entrée plus faible mais un prix par pièce plus élevé, ce qui les rend idéales pour de plus petites quantités.

Pourquoi le moulage par injection est un investissement en capital élevé
Pour comprendre les alternatives, nous devons d'abord comprendre pourquoi le moulage par injection entraîne un coût initial si important. L'ensemble du processus est conçu pour une échelle et une précision massives.
Le coût des moules de haute précision
Le moulage par injection fonctionne en forçant le plastique fondu dans un moule en acier sous une pression immense. Ces moules sont des chefs-d'œuvre d'ingénierie.
Ils doivent être usinés à partir d'acier trempé pour résister à des milliers de tonnes de pression de serrage et à des cycles de chaleur répétés sans se dégrader. Cela nécessite des matériaux coûteux, des machines spécialisées, et un temps de conception et de validation significatif, coûtant souvent des dizaines, voire des centaines de milliers de dollars.
Le point d'équilibre
Ce coût d'outillage élevé est un investissement qui est amorti, ou réparti, sur le nombre total de pièces produites.
Si un moule coûte 50 000 $, ce coût est prohibitif pour la fabrication de 1 000 pièces (50 $ par pièce rien qu'en outillage). Cependant, pour un million de pièces, le coût de l'outillage tombe à seulement 5 cents par pièce, rendant le processus incroyablement économique à grande échelle.
L'alternative à moindre coût : le thermoformage
Le thermoformage est un processus fondamentalement plus simple qui évite les hautes pressions et les complexités du moulage par injection, ce qui entraîne des économies considérables en matière d'outillage.
Comment fonctionne le thermoformage
En thermoformage, une feuille de plastique est chauffée jusqu'à ce qu'elle devienne malléable. Elle est ensuite étirée sur ou dans un moule unilatéral et refroidie pour prendre sa forme finale. La pression d'air ou un vide est souvent utilisé pour plaquer la feuille fermement contre le moule afin d'obtenir de meilleurs détails.
L'avantage de l'outillage
Parce que le processus n'implique pas de pressions extrêmes, les moules n'ont pas besoin d'être fabriqués en acier trempé.
Les moules pour le thermoformage sont souvent usinés à partir d'aluminium peu coûteux ou même de matériaux composites. Cela réduit considérablement le coût et le délai, faisant de l'investissement initial une fraction de ce qui est requis pour le moulage par injection.
Dynamique du coût par pièce
Bien que le coût initial soit plus faible, le coût par pièce en thermoformage est généralement plus élevé qu'en moulage par injection. Les temps de cycle sont plus longs, et le processus commence par une feuille de plastique, à partir de laquelle la pièce finale doit être découpée, créant plus de déchets de matériaux.
Comprendre les compromis
Choisir un processus de fabrication ne se résume jamais à son prix. Chaque méthode présente des limitations et des avantages essentiels.
Complexité et géométrie des pièces
Le moulage par injection excelle dans la création de pièces complexes en trois dimensions avec des caractéristiques complexes comme des nervures, des bossages et des épaisseurs de paroi variables.
Le thermoformage est mieux adapté aux pièces plus simples, de type coque, avec une épaisseur de paroi relativement uniforme, telles que les plateaux, les boîtiers et les emballages. Il ne peut pas produire le même niveau de détails fins que le moulage par injection.
Le volume de production est le facteur décisif
C'est le compromis le plus critique.
Le thermoformage est idéal pour la production à faible ou moyen volume, généralement de quelques centaines à plusieurs milliers d'unités. Le faible coût de l'outillage rend ces petites séries économiquement viables.
Le moulage par injection est le choix incontesté pour la production de masse, de dizaines de milliers à des millions d'unités, où le faible coût par pièce justifie l'investissement initial élevé.
Une note sur l'impression 3D
Pour le prototypage et les très faibles volumes (généralement 1 à 100 unités), l'impression 3D est l'option la moins chère de toutes.
Elle ne nécessite aucun outillage personnalisé, vous permettant de passer directement d'une conception numérique à une pièce physique. Cependant, son coût élevé par pièce et sa lenteur la rendent inadaptée à toute échelle de production significative.
Faire le bon choix pour votre projet
Votre volume de production est le facteur le plus important pour déterminer la méthode de fabrication la plus économique.
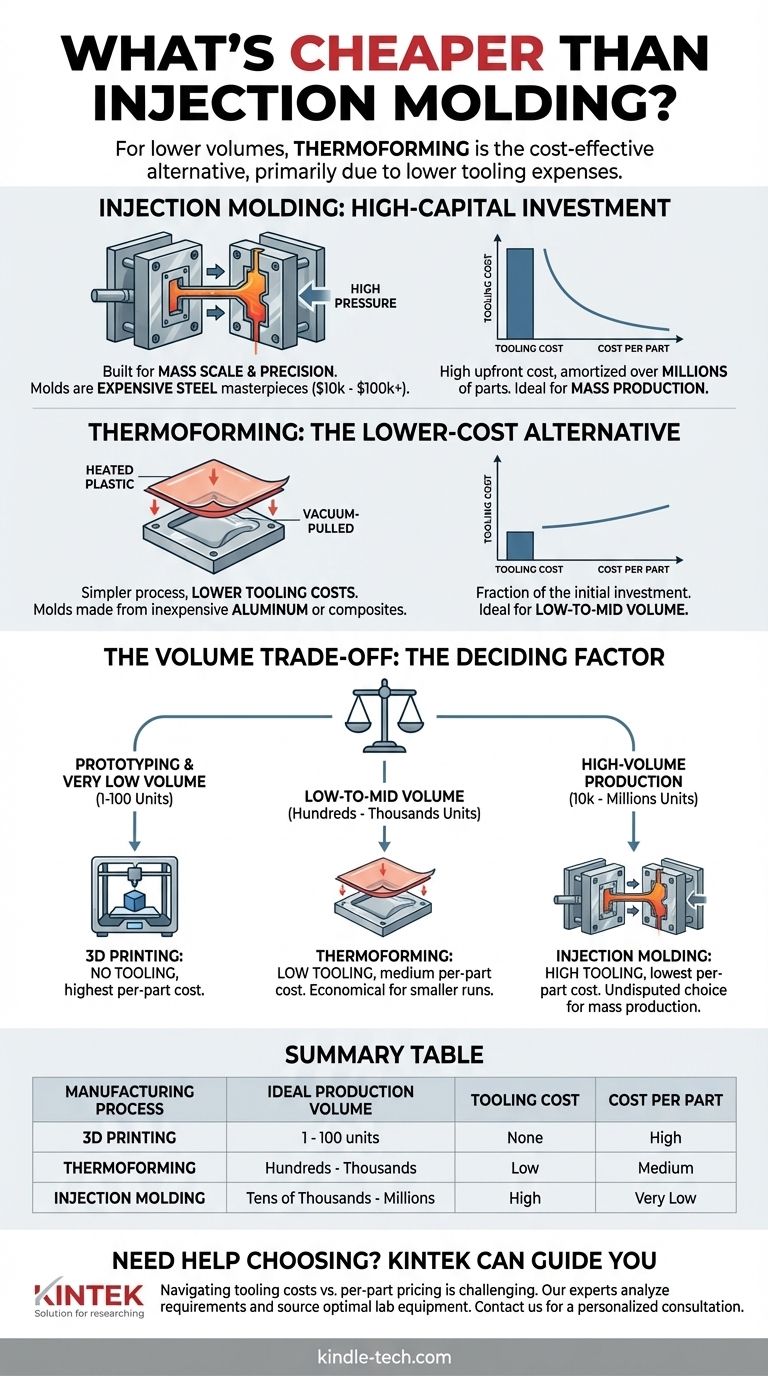
- Si votre objectif principal est le prototypage ou la production de 1 à 100 unités : l'impression 3D offre le coût initial le plus bas car elle ne nécessite aucun outillage.
- Si votre objectif principal est la production à faible ou moyen volume (des centaines à des milliers d'unités) : le thermoformage offre une solution rentable avec un investissement en outillage beaucoup plus faible que le moulage par injection.
- Si votre objectif principal est la production à grand volume (des dizaines de milliers à des millions d'unités) : le moulage par injection devient l'option la plus rentable, car le coût initial élevé de l'outillage est compensé par un prix par pièce extrêmement bas.
En fin de compte, choisir le bon processus signifie faire correspondre le modèle économique de la méthode à l'ampleur de votre ambition.
Tableau récapitulatif :
| Processus de fabrication | Volume de production idéal | Coût de l'outillage | Coût par pièce |
|---|---|---|---|
| Impression 3D | 1 - 100 unités | Aucun | Élevé |
| Thermoformage | Centaines - Milliers | Faible | Moyen |
| Moulage par injection | Dizaines de milliers - Millions | Élevé | Très faible |
Besoin d'aide pour choisir le bon processus de fabrication ?
Naviguer entre les compromis entre les coûts d'outillage initiaux et les prix par pièce peut être un défi. L'équipe de KINTEK est spécialisée dans l'aide aux laboratoires et aux fabricants pour sélectionner l'équipement optimal pour leurs besoins de production spécifiques et leurs contraintes budgétaires.
Nous pouvons vous aider à :
- Analyser les exigences de votre projet et votre volume de production
- Identifier la méthode de fabrication la plus rentable
- Approvisionner des équipements de laboratoire fiables pour le prototypage et la production
Contactez-nous dès aujourd'hui pour une consultation personnalisée, et laissez nos experts vous guider vers la solution la plus efficace et la plus économique pour votre projet.
Contactez nos spécialistes dès maintenant !
Guide Visuel