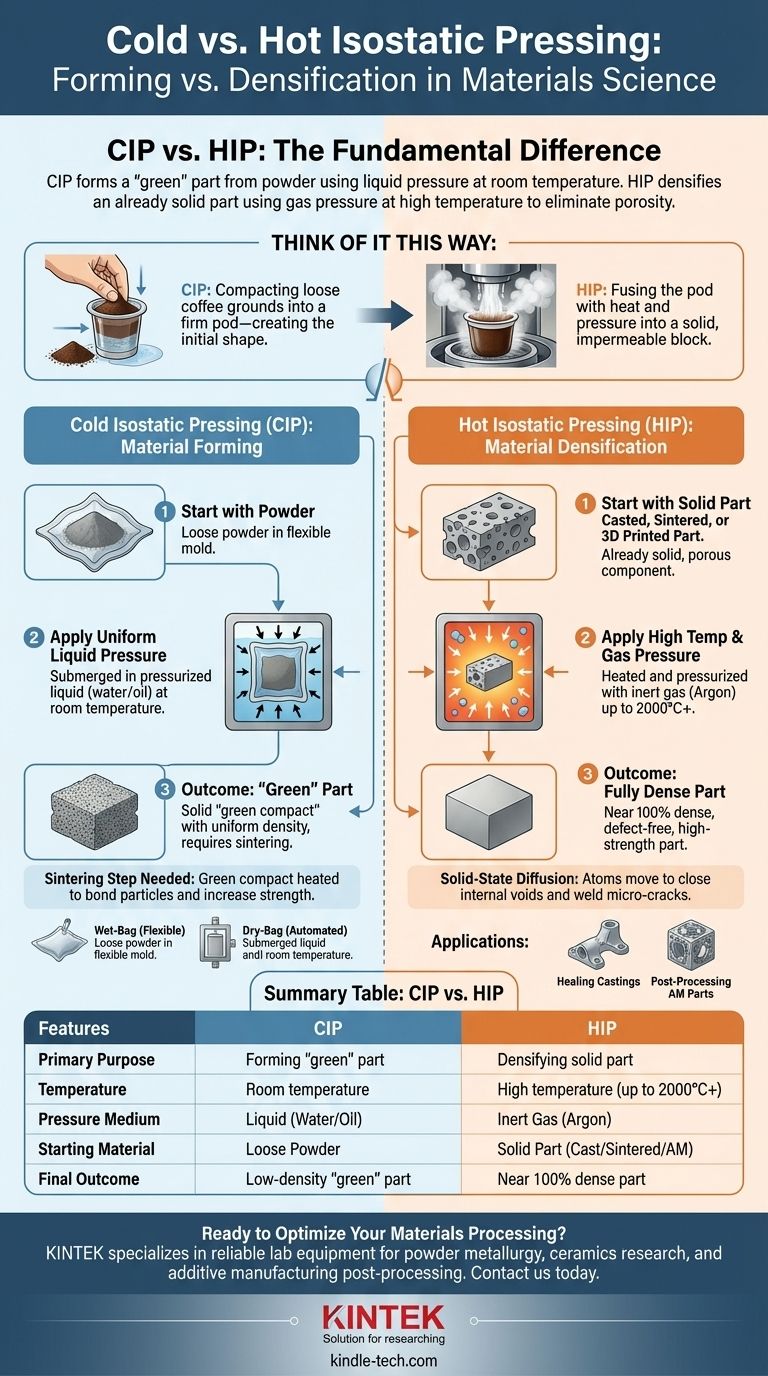
La différence fondamentale entre le pressage isostatique à froid et à chaud réside dans leur objectif et leur moment d'intervention dans le processus de fabrication. Le pressage isostatique à froid (CIP) utilise la pression liquide à température ambiante pour former une pièce "verte" solide à partir de poudre. En revanche, le pressage isostatique à chaud (HIP) utilise la pression gazeuse à haute température pour éliminer la porosité interne et densifier entièrement une pièce déjà solide.
Imaginez-le ainsi : le CIP est comme le compactage de marc de café en une capsule ferme — il crée la forme initiale. Le HIP est comme prendre cette capsule et utiliser la chaleur et la pression pour fusionner le marc en un bloc unique, solide et imperméable.

Qu'est-ce que le pressage isostatique à froid (CIP) ?
Le pressage isostatique à froid est un processus de formage de matériaux. Son objectif principal est de prendre une poudre lâche et de la compacter en une forme solide avec une densité uniforme.
Le principe fondamental : le formage sous pression uniforme
Dans le CIP, une poudre est placée à l'intérieur d'un moule flexible et scellé (souvent en caoutchouc ou en uréthane). Ce moule est ensuite immergé dans une chambre haute pression remplie de liquide.
Le liquide, généralement de l'eau ou de l'huile, est mis sous pression, exerçant une force égale sur toutes les surfaces du moule. Cette pression uniforme compacte la poudre en une masse cohérente.
Le résultat : la pièce "verte"
Le résultat du CIP est un "compact vert". Cette pièce est suffisamment solide pour être manipulée et usinée, mais elle n'a pas encore atteint sa résistance ou sa densité finale. Elle contient encore une porosité significative entre les particules de poudre.
L'étape suivante nécessaire : le frittage
Pour atteindre sa résistance finale, un compact vert issu du CIP doit subir un processus de chauffage ultérieur appelé frittage. Pendant le frittage, la pièce est chauffée à une température élevée (inférieure à son point de fusion), ce qui provoque la liaison et la fusion des particules de poudre, augmentant ainsi la densité et la résistance.
CIP en sac humide vs. en sac sec
Le CIP lui-même présente deux variations principales basées sur la manipulation du moule :
- Sac humide (Wet-Bag) : Le moule est rempli manuellement, scellé et immergé dans le fluide de pression pour chaque cycle. Cette méthode est flexible et idéale pour les formes complexes et les petites séries de production.
- Sac sec (Dry-Bag) : Le moule est intégré dans l'enceinte de pression elle-même. La poudre est versée, pressée et éjectée dans un processus plus automatisé, ce qui la rend adaptée aux formes plus simples et à la production en grand volume.
Qu'est-ce que le pressage isostatique à chaud (HIP) ?
Le pressage isostatique à chaud est un processus de densification des matériaux et de réparation des défauts. Il n'est pas utilisé pour former une forme à partir de poudre lâche, mais plutôt pour perfectionner un composant déjà solide.
Le principe fondamental : la densification à température
Le HIP place une pièce solide préformée à l'intérieur d'une enceinte qui est ensuite remplie d'un gaz inerte à haute pression, généralement de l'argon. L'enceinte est simultanément chauffée à des températures extrêmement élevées.
Le matériau de départ : déjà solide
Il est crucial de noter que le HIP est appliqué à des pièces déjà solides. Cela inclut des composants fabriqués par moulage, fabrication additive, ou des pièces précédemment formées par CIP puis frittées.
Le résultat : l'élimination de la porosité
La combinaison d'une chaleur intense et d'une pression gazeuse uniforme provoque le mouvement et la diffusion des atomes du matériau, un processus appelé diffusion à l'état solide. Cela ferme et soude toutes les cavités internes, pores ou microfissures au sein du composant.
Le résultat est une pièce qui approche 100 % de sa densité théorique maximale, améliorant considérablement ses propriétés mécaniques telles que la durée de vie en fatigue, la ductilité et la ténacité à la rupture. C'est pourquoi il est essentiel pour les applications de haute performance comme les turbines de moteurs à réaction et les implants médicaux.
Comprendre les compromis : une comparaison des processus
Le choix entre CIP et HIP n'est pas un choix entre des alternatives, mais une décision sur l'étape de fabrication nécessaire pour atteindre votre objectif.
Objectif : Formage vs. Finition
Le CIP est un processus de formage utilisé au début de la vie d'une pièce pour créer sa forme de base à partir de poudre. Le HIP est un processus de finition utilisé à la fin pour perfectionner la structure interne d'une pièce solide.
Température et Milieu de Pression
Le CIP fonctionne à ou près de la température ambiante en utilisant un liquide pour transmettre la pression. Le HIP fonctionne à très hautes températures en utilisant un gaz inerte pour transmettre la pression.
État du Matériau : Poudre vs. Solide
Le CIP commence avec de la poudre dans un moule flexible. Le HIP commence avec une pièce solide.
Densité et Résistance Finales
Le CIP seul produit une pièce "verte" de faible résistance qui nécessite un frittage. Le HIP produit une pièce entièrement dense et de haute résistance en éliminant la porosité résiduelle d'un composant déjà solide.
Faire le bon choix pour votre objectif
Pour sélectionner le processus correct, vous devez d'abord définir votre objectif.
- Si votre objectif principal est de créer une pièce complexe à partir d'une poudre : Votre processus impliquera le pressage isostatique à froid (CIP) pour former la forme, suivi d'un frittage pour la renforcer.
- Si votre objectif principal est de maximiser la fiabilité d'une pièce moulée critique : Utilisez le pressage isostatique à chaud (HIP) comme étape de post-traitement pour réparer les défauts de moulage internes et atteindre une densité complète.
- Si votre objectif principal est d'atteindre la plus haute performance possible d'un composant de métallurgie des poudres : Utilisez un processus en plusieurs étapes : CIP pour former la pièce verte, suivi d'un frittage, puis HIP comme dernière étape pour éliminer toute porosité restante.
En fin de compte, votre choix dépend entièrement de si vous créez une nouvelle forme à partir de poudre ou si vous perfectionnez la qualité interne d'une pièce solide existante.
Tableau récapitulatif :
| Caractéristique | Pressage Isostatique à Froid (CIP) | Pressage Isostatique à Chaud (HIP) |
|---|---|---|
| Objectif principal | Former une pièce "verte" à partir de poudre | Densifier une pièce solide existante |
| Température | Température ambiante | Haute température (jusqu'à 2000°C+) |
| Milieu de Pression | Liquide (eau/huile) | Gaz inerte (Argon) |
| Matériau de Départ | Poudre lâche | Pièce solide (moulée, frittée ou imprimée en 3D) |
| Résultat Final | Pièce "verte" de faible densité nécessitant un frittage | Pièce presque 100% dense, de haute résistance |
| Applications Typiques | Création de formes complexes à partir de poudre | Réparation de défauts dans les pièces moulées, amélioration des pièces de FA |
Prêt à optimiser le traitement de vos matériaux ?
Que vous ayez besoin de former des pièces complexes à partir de poudre avec le Pressage Isostatique à Froid (CIP) ou d'atteindre une densité et des performances maximales avec le Pressage Isostatique à Chaud (HIP), KINTEK possède l'expertise et l'équipement pour répondre aux besoins de votre laboratoire.
Nous sommes spécialisés dans la fourniture d'équipements de laboratoire fiables et de consommables pour :
- La recherche en métallurgie des poudres et en céramique
- Le post-traitement de la fabrication additive
- Le développement de matériaux haute performance
Contactez-nous dès aujourd'hui pour discuter de la manière dont nos solutions de pressage isostatique peuvent améliorer les propriétés de vos matériaux et rationaliser votre processus de fabrication.
Contactez nos experts dès maintenant !
Guide Visuel
Produits associés
- Presse isostatique à chaud pour la recherche sur les batteries à l'état solide
- Presse Isostatique à Froid Automatique de Laboratoire CIP Presse Isostatique à Froid
- Presse isostatique manuelle à froid CIP pour pastilles
- Presse isostatique à froid électrique de laboratoire CIP pour pressage isostatique à froid
- Presse isostatique à froid de laboratoire électrique divisée CIP pour pressage isostatique à froid
Les gens demandent aussi
- Quelle est la fonction d'une presse isostatique à chaud (WIP) dans les cellules à poche entièrement à état solide ? Optimiser la densité de la batterie
- Quels avantages une presse isostatique à chaud offre-t-elle par rapport à une presse uniaxiale traditionnelle pour les feuilles d'électrolyte Li6PS5Cl ?
- Pourquoi les presses isostatiques à chaud (WIP) sont-elles nécessaires pour les batteries à état solide ? Atteindre un contact au niveau atomique
- Quelle est la température d'une presse isostatique à chaud ? Atteindre la densification optimale pour vos matériaux
- Qu'est-ce que le processus de pressage isostatique ? Obtenez une densité uniforme pour les pièces complexes

















