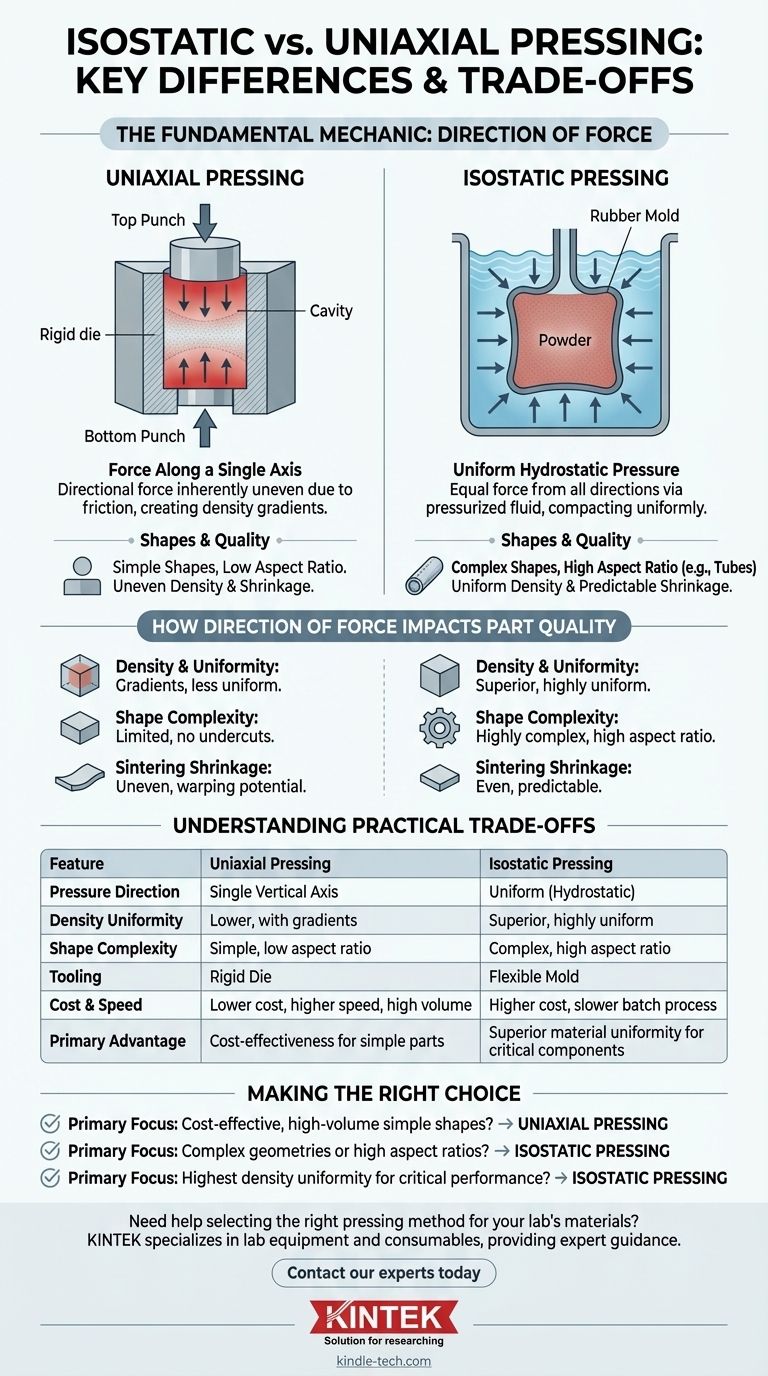
La différence fondamentale réside dans la manière dont la pression est appliquée. Le pressage uniaxial compacte la poudre en appliquant une force le long d'un seul axe vertical, généralement à l'aide d'un poinçon supérieur et inférieur dans une matrice rigide. En revanche, le pressage isostatique utilise un fluide pour appliquer une pression égale dans toutes les directions simultanément sur la poudre contenue dans un moule flexible.
Alors que le pressage uniaxial est une méthode économique et rapide pour les formes simples, le pressage isostatique offre une densité et une complexité de forme supérieures en appliquant une pression uniforme. Cela en fait le choix définitif pour les composants avancés où l'uniformité du matériau est critique.

Le mécanisme fondamental : Direction de la force
La méthode d'application de la pression est la distinction fondamentale qui dicte les capacités et les limites de chaque processus.
Pressage Uniaxial : Force le long d'un axe unique
Dans ce processus, la poudre est placée dans une cavité de matrice rigide. Une presse mécanique ou hydraulique entraîne ensuite des poinçons dans la matrice par le haut et/ou par le bas, comprimant la poudre le long d'un axe.
Cette force directionnelle est intrinsèquement inégale. La friction entre les particules de poudre et la paroi rigide de la matrice empêche la pression d'être transmise uniformément à travers le composant, en particulier dans les pièces plus hautes.
Pressage Isostatique : Pression Hydrostatique Uniforme
Cette méthode enferme la poudre dans un moule flexible scellé, fait de caoutchouc ou de plastique. Le moule est ensuite immergé dans une chambre de pression remplie d'un liquide, tel que de l'eau ou de l'huile.
Lorsque le fluide est pressurisé, il exerce une force égale et simultanée sur chaque surface du moule flexible. Cette pression hydrostatique compacte la poudre uniformément sous toutes les directions.
Comment la direction de la force impacte la qualité de la pièce
La différence dans l'application de la force se traduit directement par des différences significatives dans les propriétés et la géométrie du composant final.
Densité et Uniformité
Le pressage uniaxial crée des gradients de densité. Les zones les plus proches des poinçons deviennent plus denses, tandis que le centre et les zones éloignées du poinçon restent moins denses.
Le pressage isostatique élimine presque complètement ces gradients. La pièce « verte » résultante (avant frittage) présente une densité uniformément remarquable, ce qui est essentiel pour des performances prévisibles.
Complexité de la forme et rapport d'aspect
Le pressage uniaxial est limité aux formes qui peuvent être éjectées d'une matrice rigide, le restreignant à des géométries relativement simples sans contre-dépouilles.
Le moule flexible du pressage isostatique permet la production de formes très complexes. Il excelle également dans la création de pièces avec un rapport hauteur/diamètre élevé, telles que des tiges ou des tubes longs, impossibles à former uniformément avec le pressage uniaxial. Les isolateurs de bougies d'allumage en sont un exemple industriel classique.
Retrait pendant le frittage
L'étape finale pour la plupart des poudres compactées est le frittage, où la pièce est chauffée pour fusionner les particules. La densité uniforme issue du pressage isostatique conduit à un retrait uniforme et prévisible.
Les variations de densité issues du pressage uniaxial peuvent provoquer un retrait inégal de la pièce, entraînant une déformation, une fissuration ou une imprécision dimensionnelle après frittage.
Comprendre les compromis pratiques
Le choix d'une méthode nécessite de concilier la capacité technique avec les réalités économiques et opérationnelles.
Outillage, Coût et Vitesse
Le pressage uniaxial est plus rapide, plus automatisé et présente des coûts d'outillage et d'équipement nettement inférieurs. C'est la norme pour la production à haut volume de pièces simples comme les comprimés ou les carreaux céramiques de base.
Le pressage isostatique est un processus par lots plus lent et plus complexe avec un investissement initial plus élevé en équipement et en outillage.
Précision dimensionnelle
Directement à la sortie de la presse, le pressage uniaxial offre un excellent contrôle dimensionnel, très répétable, car la pièce est formée dans une matrice rigide et usinée avec précision.
Le pressage isostatique offre un contrôle dimensionnel direct moindre. L'obtention d'un diamètre ou d'une taille de caractéristique précise peut nécessiter des ajustements itératifs de la conception du moule et de la quantité de remplissage de poudre. Cependant, une fois optimisé, le processus est répétable.
Étapes de processus auxiliaires
Les pièces fabriquées par pressage uniaxial nécessitent souvent un liant de cire pour faciliter le compactage, qui doit ensuite être éliminé par une opération de décirage séparée et longue.
Le pressage isostatique élimine souvent le besoin d'un liant, simplifiant le flux de fabrication global et supprimant une source potentielle de défauts.
Faire le bon choix pour votre objectif
Votre décision doit être guidée par les exigences spécifiques de votre composant et de votre échelle de production.
- Si votre objectif principal est la production rentable et à haut volume de formes simples : Le pressage uniaxial est le choix optimal en raison de sa vitesse, de son automatisation et de ses coûts réduits.
- Si votre objectif principal est de créer des pièces aux géométries complexes ou aux rapports d'aspect élevés : Le pressage isostatique est la méthode nécessaire pour obtenir ces formes avancées.
- Si votre objectif principal est d'obtenir l'uniformité de densité la plus élevée possible pour un frittage et des performances prévisibles : Le pressage isostatique est la solution technique supérieure.
En comprenant ces compromis fondamentaux, vous pouvez choisir avec confiance la méthode de compactage qui correspond à vos exigences techniques et à vos objectifs économiques.
Tableau récapitulatif :
| Caractéristique | Pressage Uniaxial | Pressage Isostatique |
|---|---|---|
| Direction de la pression | Axe vertical unique | Uniforme, sous toutes les directions (hydrostatique) |
| Uniformité de la densité | Inférieure, avec des gradients | Supérieure, hautement uniforme |
| Complexité de la forme | Formes simples, faible rapport d'aspect | Formes complexes, rapport d'aspect élevé (ex. : tiges, tubes) |
| Outillage | Matrice rigide | Moule flexible |
| Coût et Vitesse | Coût inférieur, vitesse supérieure, idéal pour le haut volume | Coût supérieur, processus par lots plus lent |
| Avantage principal | Rentabilité pour les pièces simples | Uniformité supérieure du matériau pour les composants critiques |
Besoin d'aide pour choisir la bonne méthode de pressage pour les matériaux de votre laboratoire ?
Le choix entre le pressage isostatique et uniaxial est essentiel pour obtenir la densité, la forme et les performances souhaitées dans vos composants. KINTEK est spécialisé dans l'équipement de laboratoire et les consommables, offrant des conseils d'experts pour vous aider à optimiser vos processus de compactage de poudre.
Contactez nos experts dès aujourd'hui pour discuter des exigences spécifiques de votre application et découvrir comment nos solutions peuvent améliorer vos résultats de recherche et de production.
Guide Visuel
Produits associés
- Presse isostatique à chaud pour la recherche sur les batteries à l'état solide
- Presse Isostatique à Froid Automatique de Laboratoire CIP Presse Isostatique à Froid
- Presse isostatique manuelle à froid CIP pour pastilles
- Presse isostatique à froid électrique de laboratoire CIP pour pressage isostatique à froid
- Presse isostatique à froid de laboratoire électrique divisée CIP pour pressage isostatique à froid
Les gens demandent aussi
- Quelle est la fonction d'une presse isostatique à chaud (WIP) dans les cellules à poche entièrement à état solide ? Optimiser la densité de la batterie
- Comment les presses isostatiques à chaud améliorent-elles les performances des électrodes sèches ? Améliorez la conductivité des batteries tout solides grâce à la chaleur et à la pression
- Combien de temps dure le pressage isostatique à chaud ? Déverrouiller les variables qui contrôlent le temps de cycle
- À quoi sert une presse isostatique ? Obtenir une densité uniforme et éliminer les défauts
- Pourquoi les presses isostatiques à chaud (WIP) sont-elles nécessaires pour les batteries à état solide ? Atteindre un contact au niveau atomique

















