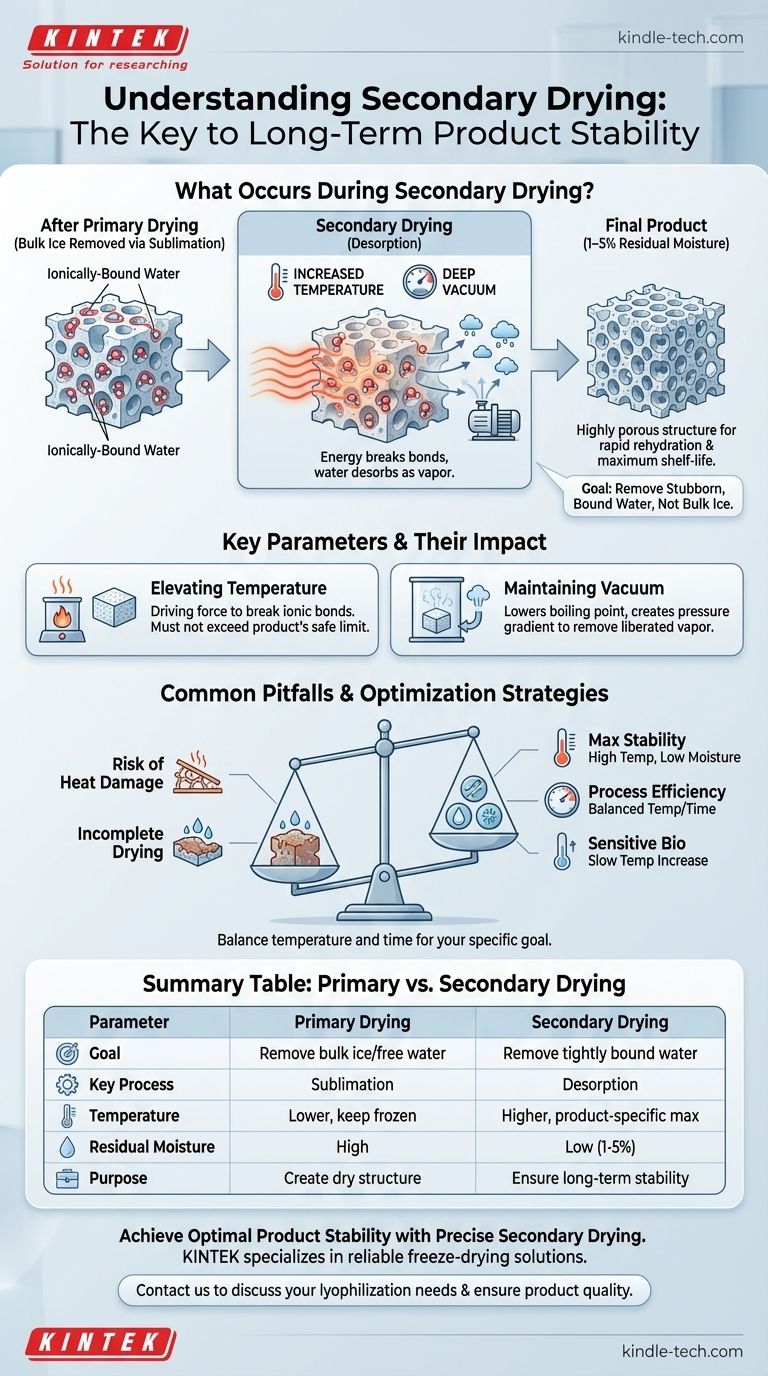
En bref, le séchage secondaire élimine les dernières molécules d'eau fortement liées. Ceci est accompli en augmentant la température du produit sous un vide poussé, fournissant suffisamment d'énergie pour rompre les liaisons qui retiennent cette humidité résiduelle au matériau. Cette étape critique assure la stabilité à long terme du produit final.
Le but principal du séchage secondaire n'est pas d'éliminer la glace en vrac, mais de désorber l'eau tenace, liée ioniquement, que le séchage primaire laisse derrière lui, afin d'atteindre l'humidité résiduelle la plus basse possible pour une durée de conservation maximale.

L'objectif du séchage secondaire : au-delà de l'eau libre
Pour comprendre le séchage secondaire, nous devons d'abord reconnaître ce que le séchage primaire accomplit – et ce qu'il laisse derrière lui. L'ensemble du processus est une séquence soigneusement contrôlée pour obtenir un produit très stable et sec.
Récapitulatif du séchage primaire
La première phase, le séchage primaire, élimine la majeure partie de l'eau du produit. Cela se fait en convertissant l'eau gelée (glace) directement en vapeur par sublimation, tout en maintenant la température du produit basse. Cette phase élimine l'eau "facile".
Le défi de l'eau liée
Après le séchage primaire, une petite mais significative quantité d'eau demeure. Ce n'est pas de la glace libre ; c'est de l'eau liée ioniquement, où des molécules d'eau individuelles sont attachées directement aux molécules du produit. Ces liaisons sont beaucoup plus fortes que les liaisons entre les molécules d'eau dans la glace.
Le mécanisme de désorption
Le séchage secondaire cible cette eau liée. En augmentant soigneusement la température, nous fournissons l'énergie thermique nécessaire pour rompre ces liaisons ioniques. Ce processus est appelé désorption, où les molécules d'eau sont libérées de la surface du produit sous forme de vapeur et éliminées par le système de vide.
Paramètres clés et leur impact
Le succès du séchage secondaire repose sur le contrôle précis de la température et de la pression pour atteindre la teneur en humidité finale désirée sans endommager le produit.
Élévation de la température
La température est augmentée à un niveau plus élevé que dans la phase primaire, souvent jusqu'à la température maximale que le produit peut tolérer en toute sécurité. C'est la force motrice qui fournit l'énergie nécessaire pour rompre les liaisons retenant les dernières molécules d'eau.
Maintien du vide
Alors que la température fournit l'énergie, le vide poussé reste critique. Il abaisse le point d'ébullition de l'eau et crée un gradient de pression qui élimine efficacement la vapeur d'eau nouvellement libérée de la chambre de séchage.
Le résultat : un produit poreux et stable
L'achèvement réussi de cette phase laisse le matériau avec une teneur en humidité résiduelle finale généralement comprise entre 1 % et 5 %. L'élimination de l'eau libre et liée crée une structure très poreuse, ce qui permet une réhydratation rapide lorsque le produit est prêt à l'emploi.
Pièges courants à éviter
Bien qu'essentiel, le séchage secondaire est un équilibre délicat. Une mauvaise gestion de cette phase peut compromettre l'ensemble du cycle de lyophilisation et ruiner le produit final.
Risque de dégradation du produit
Le risque principal est le dommage thermique. Si la température est augmentée trop haut ou trop rapidement, cela peut provoquer l'effondrement de la structure du produit ou, dans le cas de produits biologiques sensibles, provoquer une dénaturation. Ces dommages sont irréversibles.
Séchage incomplet
Inversement, ne pas fournir suffisamment de chaleur ou de temps entraînera une élimination incomplète de l'eau liée. Une humidité résiduelle élevée réduit considérablement la durée de conservation du produit et peut entraîner une dégradation au fil du temps.
Faire le bon choix pour votre objectif
L'optimisation de votre phase de séchage secondaire dépend entièrement de la nature de votre produit et de vos exigences ultimes en matière de stabilité.
- Si votre objectif principal est une stabilité maximale à long terme : Visez l'humidité résiduelle la plus basse possible en utilisant la température la plus élevée que votre produit peut tolérer sans dommage.
- Si votre objectif principal est l'efficacité du processus : Équilibrez soigneusement le taux d'augmentation de la température et le temps de maintien pour minimiser la durée du cycle tout en atteignant votre niveau d'humidité cible.
- Si votre objectif principal est de préserver un produit biologique sensible : Employez une augmentation de température plus conservative et plus lente pour garantir que la structure moléculaire du produit reste totalement intacte.
En fin de compte, la maîtrise du séchage secondaire est essentielle pour produire un produit lyophilisé stable, efficace et durable.
Tableau récapitulatif :
| Paramètre | Séchage primaire | Séchage secondaire |
|---|---|---|
| Objectif | Éliminer la glace en vrac (eau libre) par sublimation | Éliminer l'eau fortement liée par désorption |
| Processus clé | Sublimation | Désorption |
| Température | Plus basse, pour maintenir le produit congelé | Plus élevée, température maximale sûre spécifique au produit |
| Humidité résiduelle | Élevée (après séchage primaire) | Faible (cible finale de 1 à 5 %) |
| But | Créer une structure sèche | Assurer la stabilité et la durée de conservation à long terme |
Obtenez une stabilité optimale du produit grâce à un séchage secondaire précis.
KINTEK est spécialisé dans les équipements et consommables de lyophilisation de laboratoire, offrant le contrôle fiable de la température et du vide essentiel pour mener à bien la phase de séchage secondaire. Que votre objectif soit une durée de conservation maximale, l'efficacité du processus ou la préservation de produits biologiques sensibles, nos solutions sont conçues pour vous aider à atteindre la teneur en humidité résiduelle la plus basse possible pour un produit stable et durable.
Contactez-nous dès aujourd'hui pour discuter de la manière dont nous pouvons répondre à vos besoins spécifiques en matière de lyophilisation et garantir la qualité de votre produit final. Contactez-nous via notre formulaire de contact pour parler à un expert.
Guide Visuel