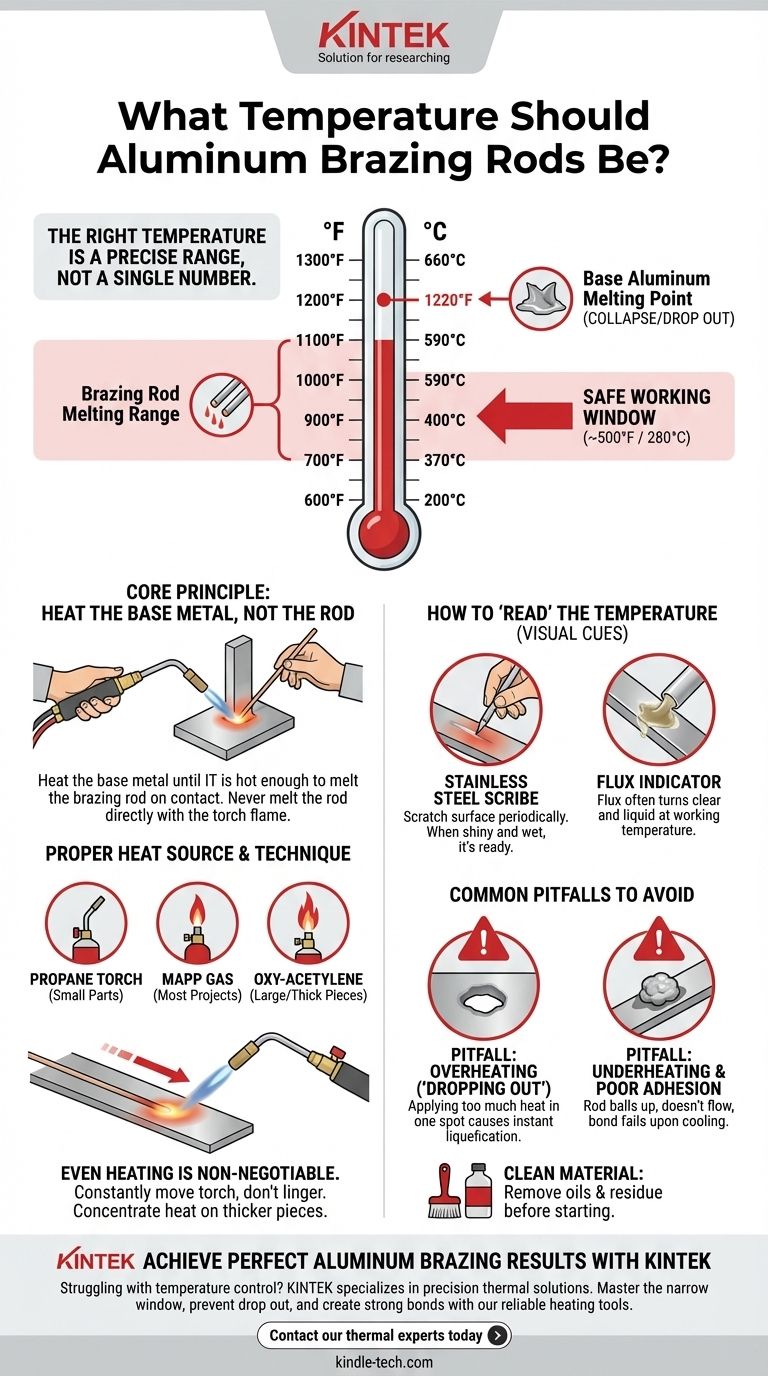
La bonne température pour le brasage de l'aluminium est une plage précise, pas un chiffre unique. La plupart des baguettes de brasage ou de soudure d'aluminium fondent entre 700°F et 1100°F (370°C à 590°C). Cependant, la vraie clé du succès est de chauffer les pièces d'aluminium de base à cette température de travail, car l'aluminium lui-même fondra et s'effondrera autour de 1220°F (660°C), laissant une fenêtre d'erreur extrêmement étroite.
Le principe fondamental du brasage de l'aluminium est le suivant : vous devez chauffer le métal de base jusqu'à ce qu'il soit suffisamment chaud pour faire fondre la baguette de brasage au contact. Ne faites jamais fondre la baguette directement avec votre torche. Cette distinction fondamentale est ce qui sépare une liaison forte et permanente d'une tentative faible et ratée.

Pourquoi le contrôle de la température est primordial
Le brasage réussi de l'aluminium dépend moins de l'outil que vous utilisez que de votre capacité à gérer la chaleur. Les propriétés du métal rendent ce processus particulièrement difficile par rapport à l'acier.
La fenêtre de température critique
L'écart entre le point de fusion de la baguette de brasage (par exemple, 730°F) et le point de fusion du métal de base (1220°F) constitue toute votre plage de travail.
Contrairement à l'acier, l'aluminium ne rougit pas pour vous avertir qu'il approche de son point de fusion. Il conservera son apparence jusqu'à ce qu'il "s'effondre" ou se liquéfie soudainement avec peu ou pas d'avertissement.
Chauffer le métal de base, pas la baguette
L'objectif est d'utiliser la torche pour amener les pièces d'aluminium – la pièce à travailler – à la température de fusion de la baguette.
Lorsque le métal de base est suffisamment chaud, il suffit de toucher la baguette au joint. La chaleur du métal fera fondre instantanément la baguette, lui permettant de s'écouler profondément dans le joint par capillarité, créant une liaison solide. Faire fondre la baguette avec la flamme de la torche la fera s'agglomérer à la surface sans adhérence.
Comment « lire » la température
Sans équipement industriel, vous devez vous fier aux indices visuels et physiques pour évaluer la température.
Une technique courante et efficace consiste à utiliser un stylet ou une brosse en acier inoxydable. Pendant que vous chauffez le joint, grattez périodiquement la surface. Lorsque le métal est suffisamment chaud pour briser la couche d'oxyde de surface, la rayure apparaîtra brillante et humide. C'est le signal que l'aluminium est prêt à accepter la baguette de brasage.
Le rôle de la source de chaleur et de la technique
Une bonne gestion de la température nécessite le bon outil et la bonne méthode d'application.
Choisir votre torche
Pour les pièces très petites ou fines, une simple torche au propane peut suffire.
Cependant, pour la plupart des projets, vous aurez besoin d'une torche qui fournit plus de chaleur, comme le gaz MAPP. Pour les pièces plus grandes ou plus épaisses, une torche oxy-acétylénique avec une flamme neutre ou légèrement carburante est souvent nécessaire pour chauffer toute la zone du joint rapidement et uniformément.
Un chauffage uniforme est non négociable
Vous devez constamment déplacer la torche sur toute la zone du joint. Rester à un endroit précis fera surchauffer et fondre cette zone bien avant que le métal environnant n'atteigne la température requise.
Si vous assemblez des pièces d'épaisseurs différentes, concentrez la majeure partie de votre chaleur sur la pièce la plus épaisse, permettant à sa chaleur de se propager à la pièce plus fine.
La fonction du flux
L'aluminium forme instantanément une couche d'oxyde dure et transparente qui empêche l'alliage de brasage de se lier. Le flux, appliqué séparément ou comme âme à l'intérieur de la baguette, est un agent chimique conçu pour éliminer cette couche d'oxyde aux températures de brasage.
L'observation du flux peut également servir d'indicateur de température. Il deviendra souvent clair et liquide lorsque le métal de base atteindra la bonne température de travail.
Pièges courants à éviter
Comprendre ce qui peut mal tourner est essentiel pour réussir. Le processus ne pardonne pas les erreurs de préparation ou de contrôle de la chaleur.
Piège : Surchauffe et « effondrement »
C'est l'échec le plus courant. Appliquer trop de chaleur à un endroit fera liquéfier l'aluminium et créera un trou instantanément. Gardez toujours la flamme en mouvement et chauffez une large zone.
Piège : Sous-chauffe et mauvaise adhérence
Si le métal de base est trop froid, la baguette ne s'écoulera pas. Soit elle ne fondra pas, soit elle fondra sous la flamme directe et s'agglomérera à la surface. Cela ne crée aucune liaison et le matériau tombera simplement après refroidissement.
Piège : Matériau sale ou non préparé
Le brasage échouera sur de l'aluminium sale. Avant de commencer, le joint doit être nettoyé mécaniquement avec une brosse dédiée en acier inoxydable (jamais une utilisée sur de l'acier) et essuyé avec un solvant comme l'acétone pour éliminer toutes les huiles et résidus.
Une liste de contrôle pratique pour le succès
Utilisez ces directives pour adapter votre technique à votre objectif spécifique.
- Si vous réparez un matériau fin (comme des tubes ou des tôles) : Utilisez une baguette à basse température et une flamme plus douce et plus large pour chauffer la zone délicatement et éviter de percer le métal.
- Si vous assemblez des pièces épaisses et fines : Concentrez 80 % de votre chaleur sur la pièce la plus épaisse, en laissant sa chaleur se propager à la pièce plus fine pour amener l'ensemble du joint à température uniformément.
- Si votre baguette ne s'écoule pas dans le joint : Votre métal de base n'est pas assez chaud. Retirez la baguette, appliquez plus de chaleur sur la pièce à travailler en un large motif, et réessayez.
- Si vous créez un trou dans l'aluminium : Vous avez surchauffé le métal de base. Arrêtez immédiatement, éloignez la torche et laissez la pièce refroidir complètement avant d'évaluer les dégâts.
Maîtriser le contrôle de la température est la clé qui transforme le brasage de l'aluminium d'un pari frustrant en une compétence fiable.
Tableau récapitulatif :
| Paramètre de température clé | Valeur |
|---|---|
| Point de fusion de la baguette de brasage | 700°F - 1100°F (370°C - 590°C) |
| Point de fusion de l'aluminium de base | 1220°F (660°C) |
| Fenêtre de travail sûre | ~500°F (280°C) |
| Technique critique | Chauffer le métal de base, pas la baguette |
Obtenez des résultats de brasage d'aluminium parfaits avec KINTEK
Vous avez des difficultés avec le contrôle de la température du brasage de l'aluminium ? KINTEK est spécialisé dans les équipements de laboratoire de précision et les solutions thermiques qui aident les techniciens et les fabricants à maintenir des paramètres de température exacts pour un assemblage métallique impeccable. Nos outils de chauffage fiables et notre support expert vous garantissent de travailler dans la fenêtre étroite de 500°F entre la fusion de la baguette et la défaillance du métal de base.
Nous vous aidons à :
- Prévenir l'« effondrement » du métal de base grâce à une gestion précise de la température
- Créer des liaisons solides et permanentes grâce à une application de chaleur appropriée
- Maîtriser les indices visuels de température pour des résultats constants
Prêt à transformer votre brasage d'aluminium de frustrant à fiable ? Contactez nos experts thermiques dès aujourd'hui pour des solutions d'équipement et des conseils techniques adaptés à vos besoins spécifiques de projet.
Guide Visuel
Produits associés
- Bâtonnet de céramique d'alumine fine avancée isolée pour applications industrielles
- Tige en céramique de zircone stabilisée à l'yttrium usinée avec précision pour l'ingénierie de céramiques fines avancées
- Fabricant de pièces personnalisées en PTFE Téflon pour tige de récupération d'agitateur magnétique en PTFE
Les gens demandent aussi
- Pourquoi les tiges d'alumine de haute pureté sont-elles utilisées dans les expériences LOCA ? Simulation de l'espace annulaire du combustible nucléaire et de la privation de vapeur
- Comment les tubes en céramique d'alumine relèvent-ils les défis techniques des dispositifs électrochimiques ? Assurer une intégrité de signal maximale.
- Quelles céramiques sont utilisées pour l'isolation ? Choisissez le bon matériau pour vos besoins thermiques ou électriques
- Combien de temps dure l'isolation céramique ? Découvrez plus de 20 ans de performance
- Comment l'alumine céramique est-elle fabriquée ? Un guide des méthodes de fabrication et des propriétés des matériaux


