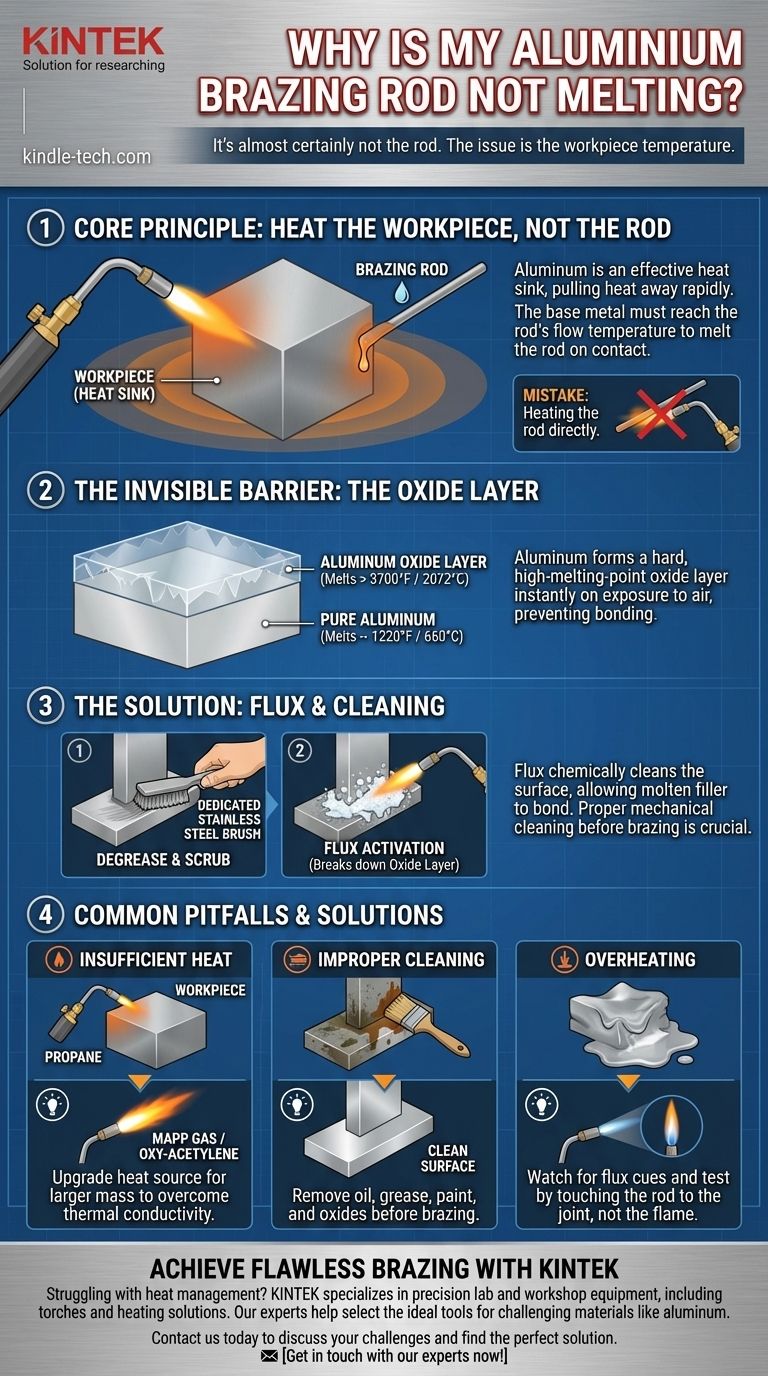
Ce n'est presque certainement pas la baguette. Votre baguette de brasage aluminium ne fond pas parce que la pièce en aluminium que vous essayez de braser n'est pas suffisamment chaude. L'aluminium est un dissipateur de chaleur incroyablement efficace, ce qui signifie qu'il éloigne la chaleur du joint plus rapidement que votre torche ne peut la fournir, un principe connu sous le nom de conductivité thermique élevée. Vous devez chauffer le métal de base jusqu'à ce qu'il soit suffisamment chaud pour faire fondre la baguette au contact.
L'erreur fondamentale dans le brasage de l'aluminium est de chauffer directement la baguette d'apport avec la torche. Au lieu de cela, vous devez chauffer la pièce largement et uniformément. Le métal de base lui-même doit atteindre la température de fusion de la baguette, ce qui la fera fondre et s'écouler dans le joint lorsque vous la toucherez à la pièce.

Le principe fondamental : Chauffer la pièce, pas la baguette
Comprendre comment l'aluminium se comporte avec la chaleur est la clé d'un brasage réussi. Ses propriétés sont fondamentalement différentes de celles de l'acier, ce qui déroute beaucoup de gens.
Haute conductivité thermique de l'aluminium
Considérez la pièce en aluminium comme une grande éponge thermique. Lorsque vous appliquez votre torche à un endroit, le métal diffuse rapidement cette énergie thermique dans toute sa masse.
Cela signifie qu'une petite torche concentrée sur le joint mène souvent une bataille perdue d'avance. La pièce évacue constamment la chaleur, empêchant la zone du joint d'atteindre la température de fusion de la baguette.
L'idée fausse de la température de "fusion"
Chaque baguette de brasage a une température de travail spécifique, souvent appelée sa "température de fusion". C'est la température que le métal de base doit atteindre.
Il ne suffit pas de simplement faire fondre la baguette dans la flamme. Si vous faites cela, l'aluminium fondu ne fera que s'agglomérer et tomber, car la pièce plus froide ne lui donne aucune raison d'adhérer ou de s'écouler. La pièce doit être suffisamment chaude pour attirer le métal d'apport dans le joint par capillarité.
La barrière invisible : la couche d'oxyde
Même si vous réglez correctement la température, un autre facteur critique est en jeu : une couche invisible d'oxyde d'aluminium.
Qu'est-ce que l'oxyde d'aluminium ?
Dès que l'aluminium est exposé à l'air, il forme une couche très dure et transparente d'oxyde d'aluminium. Cette couche protège le métal mais constitue un problème majeur pour le brasage.
Cette couche d'oxyde a un point de fusion de plus de 2072 °C (3700 °F), tandis que l'aluminium en dessous fond à environ 660 °C (1220 °F). Vous feriez fondre la pièce en une flaque bien avant de pouvoir faire fondre la couche d'oxyde à sa surface.
Le rôle du flux
C'est là que le flux devient essentiel. Qu'il s'agisse d'une pâte séparée ou d'un noyau à l'intérieur de la baguette de brasage (une baguette à âme de flux), son rôle est d'agir comme un puissant nettoyant chimique.
Lorsque vous chauffez la pièce, le flux s'active. Il décompose et élimine agressivement la couche d'oxyde, permettant au métal d'apport fondu de se lier directement à l'aluminium pur et propre en dessous. Sans une action efficace du flux, une liaison appropriée est impossible.
Pièges courants et erreurs de technique
Si vous chauffez la pièce et que cela ne fonctionne toujours pas, le problème réside probablement dans l'une de ces erreurs courantes.
Source de chaleur insuffisante
Votre torche est peut-être tout simplement sous-alimentée pour le travail. Une torche au propane de base pourrait suffire pour un tube d'aluminium très fin, mais elle échouera face à une plaque ou un bloc plus épais.
La masse du métal dicte la chaleur requise. Pour les pièces plus grandes, vous avez besoin d'un combustible plus chaud comme le gaz MAPP ou même une installation oxy-acétylénique pour fournir suffisamment de BTU afin de surmonter la conductivité thermique du métal.
Nettoyage inapproprié
Le flux ne peut pas fonctionner à travers l'huile, la graisse, la peinture ou une anodisation épaisse. Le processus doit commencer par un métal parfaitement propre.
Tout d'abord, dégraissez la zone avec un solvant comme l'acétone ou un nettoyant pour freins. Ensuite, utilisez une brosse en acier inoxydable dédiée pour frotter vigoureusement la zone du joint. Cela brise mécaniquement l'oxyde de surface et crée une surface propre et brute pour que le flux puisse agir. L'utilisation d'une brosse qui a été utilisée sur de l'acier contaminera l'aluminium et ruinera le brasage.
Surchauffe de la pièce
Il y a une ligne fine entre chauffer la pièce à la température de fusion de la baguette et faire fondre la pièce elle-même. C'est la partie la plus difficile de la courbe d'apprentissage.
Observez le flux pour des indices visuels ; il deviendra souvent liquide ou clair lorsque la bonne température est proche. Vous pouvez également tester en touchant périodiquement la baguette au joint (loin de la flamme). Si la pièce est suffisamment chaude, la baguette fondra et s'écoulera instantanément. Si ce n'est pas le cas, retirez-la et appliquez plus de chaleur.
Une liste de contrôle pratique pour un brasage réussi
Appliquez ces principes dans l'ordre pour résoudre le problème et obtenir un joint solide et fiable.
- Si votre objectif principal est une liaison solide : Commencez par un nettoyage rigoureux. Dégraissez la pièce, puis frottez le joint avec une brosse en acier inoxydable dédiée immédiatement avant le brasage.
- Si votre objectif principal est de faire couler la baguette : Chauffez la pièce largement et uniformément, en vous concentrant sur la zone autour du joint, pas sur le joint lui-même. Laissez la chaleur "s'imprégner" dans la pièce.
- Si votre objectif principal est d'éviter les échecs sur les pièces épaisses : Assurez-vous que votre source de chaleur est adéquate pour la masse du métal. Si une torche au propane ne fonctionne pas après une minute, vous devrez probablement passer au gaz MAPP.
Maîtrisez la chaleur dans la pièce, et vous maîtriserez l'art du brasage de l'aluminium.
Tableau récapitulatif :
| Problème courant | Cause principale | Solution clé |
|---|---|---|
| La baguette ne fond pas | La pièce est trop froide | Chauffer le métal de base largement et uniformément |
| La baguette s'agglomère, ne colle pas | La couche d'oxyde empêche la liaison | Utiliser un flux approprié et nettoyer avec une brosse en acier inoxydable |
| Le processus échoue sur les pièces épaisses | La torche est sous-alimentée | Passer au gaz MAPP ou à l'oxy-acétylène |
| Joint faible, défectueux | Nettoyage insuffisant avant le brasage | Dégraisser et frotter la zone du joint immédiatement avant de chauffer |
Obtenez des résultats de brasage d'aluminium impeccables avec le bon équipement et l'expertise.
Vous rencontrez des difficultés avec la gestion de la chaleur ou des défaillances de joint ? KINTEK est spécialisé dans les équipements de laboratoire et d'atelier de précision, y compris les torches et les solutions de chauffage parfaites pour les matériaux difficiles comme l'aluminium. Nos experts peuvent vous aider à sélectionner les outils idéaux pour votre application spécifique, garantissant des liaisons solides et fiables à chaque fois.
Contactez-nous dès aujourd'hui pour discuter de vos défis de brasage et trouver la solution parfaite pour vos besoins de laboratoire ou d'atelier.
Contactez nos experts dès maintenant !
Guide Visuel
Produits associés
- Bâtonnet de céramique d'alumine fine avancée isolée pour applications industrielles
- Tige en céramique de zircone stabilisée à l'yttrium usinée avec précision pour l'ingénierie de céramiques fines avancées
- Tige en céramique de nitrure de bore (BN) pour applications à haute température
- Presse isostatique à chaud pour la recherche sur les batteries à état solide
- Fabricant de pièces personnalisées en PTFE Téflon pour entonnoir Büchner et entonnoir triangulaire en PTFE
Les gens demandent aussi
- Quelle température maximale une céramique peut-elle supporter ? Un guide sur la performance en chaleur extrême
- Quel est le processus de fabrication des tubes en alumine ? De la poudre à la céramique haute performance
- Quelle est la température maximale pour un tube en alumine ? Libérez son plein potentiel avec une haute pureté
- Lequel des éléments suivants est utilisé dans un four pour résister aux hautes températures ? Matériaux clés pour la chaleur extrême
- La céramique est-elle chimiquement inerte ? Libérez la puissance de la résistance chimique ultime



















