Une liste d'entretien d'outillage véritablement efficace n'est pas un document unique, mais un système à plusieurs niveaux basé sur l'utilisation et le temps. Il commence par la création de listes de contrôle distinctes pour différents niveaux d'entretien : vérifications quotidiennes dans la presse, entretien général intermédiaire et révisions majeures complètes. Cette approche structurée garantit que vous appliquez le bon niveau de service au bon moment, évitant ainsi à la fois le sous-entretien et le sur-entretien.
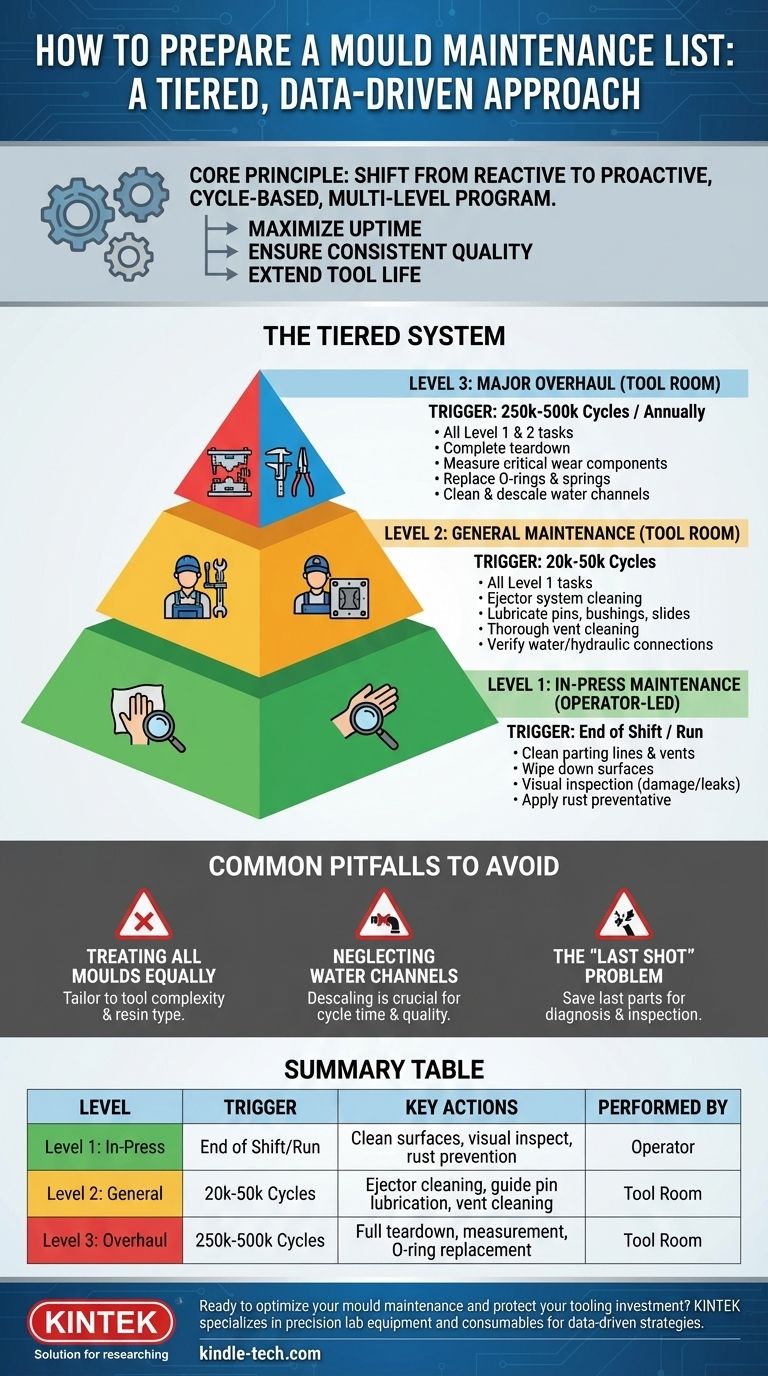
Le principe fondamental de l'entretien moderne des outillages est de passer de la réparation réactive à un programme proactif à plusieurs niveaux déclenché principalement par les comptes de cycles. Cette stratégie maximise le temps de fonctionnement, assure une qualité de pièce constante et prolonge considérablement la durée de vie de votre investissement en outillage.

Le fondement : Pourquoi une approche à plusieurs niveaux est essentielle
Une liste de contrôle universelle est une erreur courante mais critique. Elle entraîne une perte d'efforts sur les outils simples et des défaillances catastrophiques sur les outils complexes. Un système structuré et basé sur les données est le seul moyen de gérer professionnellement les actifs d'outillage.
Entretien préventif contre entretien correctif
L'entretien correctif consiste à réparer un outillage après sa défaillance. C'est la forme d'entretien la plus coûteuse et la plus perturbatrice, entraînant des temps d'arrêt imprévus, des pièces mises au rebut et des dommages potentiels à la presse.
L'entretien préventif (EP) implique des activités planifiées conçues pour prévenir les pannes avant qu'elles ne surviennent. Un programme d'EP bien structuré est l'objectif, réduisant les coûts et améliorant la prévisibilité opérationnelle.
Le rôle des comptes de cycles
L'entretien basé sur le temps (par exemple, « tous les mois ») est une mauvaise métrique pour l'outillage. Un outillage qui effectue 100 000 cycles en un mois subit beaucoup plus d'usure que celui qui en effectue 1 000.
Le compte de cycles est l'indicateur le plus précis de l'état d'un outillage. Vos niveaux d'entretien doivent être déclenchés par le nombre de cycles que l'outil a effectués.
L'importance de la documentation
Si ce n'est pas documenté, cela n'a pas eu lieu. Chaque activité de maintenance, du simple nettoyage au démontage complet, doit être enregistrée.
Cet historique crée une base de données inestimable pour chaque outil spécifique. Il vous permet d'identifier les problèmes récurrents, de prédire les pannes futures et d'optimiser vos intervalles d'entretien en fonction de données réelles, et non d'hypothèses.
Élaborer votre programme d'entretien à plusieurs niveaux
Votre programme d'entretien doit être divisé en au moins trois niveaux distincts, chacun avec sa propre liste de contrôle spécifique et son déclencheur.
Niveau 1 : Entretien dans la presse (Dirigé par l'opérateur)
C'est la première ligne de défense, effectuée pendant que l'outillage est toujours dans la machine, souvent par l'opérateur de presse à la fin d'un quart de travail ou d'une série de production. L'objectif est le nettoyage et l'inspection visuelle.
Votre liste de contrôle de niveau 1 doit inclure :
- Nettoyer les surfaces de la ligne de joint et les évents.
- Essuyer les surfaces de la cavité et du noyau avec des nettoyants approuvés.
- Inspecter visuellement les signes de dommages, de bavures ou d'accumulation de résidus.
- Vérifier les fuites d'eau ou de fluide hydraulique.
- Appliquer un inhibiteur de rouille si l'outillage doit rester inactif.
Niveau 2 : Entretien général (Atelier d'outillage)
Ceci est effectué lorsque l'outillage est retiré de la presse pour un changement d'outil ou après avoir atteint un compte de cycles défini (par exemple, 20 000 à 50 000 cycles). Il est plus approfondi que le niveau 1.
Votre liste de contrôle de niveau 2 doit inclure :
- Toutes les tâches de niveau 1.
- Démontage complet du système d'éjection pour le nettoyage et la lubrification.
- Inspection et lubrification de toutes les goupilles de guidage, bagues et glissières.
- Nettoyage approfondi de tous les évents pour éviter les pièges à gaz.
- Vérification de toutes les connexions d'eau et hydrauliques.
- Inspection de la ligne de joint pour tout signe d'usure ou de dommage.
Niveau 3 : Révision majeure (Atelier d'outillage)
Il s'agit d'un démontage complet de tout l'outillage, déclenché par un nombre élevé de cycles (par exemple, 250 000 à 500 000 cycles) ou annuellement. L'objectif est de ramener l'outillage à ses spécifications de conception d'origine.
Votre liste de contrôle de niveau 3 doit inclure :
- Toutes les tâches de niveau 1 et 2.
- Démontage complet de chaque composant de l'outillage.
- Mesurer les composants d'usure critiques (goupilles, bagues, verrous) et les comparer aux dessins originaux.
- Remplacer systématiquement tous les joints toriques, les joints et les ressorts.
- Nettoyer tous les canaux d'eau pour éliminer le tartre et assurer un refroidissement adéquat.
- Polir les surfaces de la cavité et du noyau si nécessaire pour maintenir l'état de surface de la pièce.
Pièges courants à éviter
Mettre en œuvre un programme est une chose ; le rendre efficace nécessite d'éviter les pièges courants qui sapent l'effort global.
Piège : Traiter tous les outillages de manière égale
Un outillage de prototypage simple, à ouverture et fermeture faciles, ne nécessite pas la même fréquence d'entretien qu'un outillage à cavités multiples à haut volume avec des actions complexes.
Vos intervalles d'entretien et les détails de la liste de contrôle doivent être adaptés à l'outillage spécifique. Les facteurs à considérer comprennent la complexité de l'outil, le type de résine utilisée (les résines abrasives ou corrosives nécessitent des vérifications plus fréquentes) et la qualité de pièce requise.
Piège : Négliger les canaux d'eau
Le refroidissement est responsable de la majorité du temps de cycle de moulage par injection et a un impact énorme sur la qualité des pièces.
Avec le temps, les canaux d'eau se bouchent avec du tartre et de la rouille, ce qui entraîne un refroidissement inefficace, des temps de cycle plus longs et des défauts de pièces. L'entretien de niveau 3 doit inclure un détartrage approfondi de tous les circuits de refroidissement.
Piège : Le problème du « dernier tir »
Souvent, la dernière pièce produite avant qu'un outillage ne soit retiré n'est pas conservée pour inspection. C'est une occasion manquée.
Conservez toujours les pièces et les carottes du « dernier tir ». Elles fournissent à l'atelier d'outillage un instantané parfait des performances de l'outillage et peuvent aider les techniciens à diagnostiquer des problèmes tels que des évents obstrués ou des lignes de joint usées avant même d'ouvrir l'outil.
Mise en œuvre de votre programme d'entretien
Utilisez ces directives pour créer un système qui correspond aux besoins et aux objectifs spécifiques de votre exploitation.
- Si votre objectif principal est de réduire les temps d'arrêt immédiats : Commencez par formaliser vos vérifications de niveau 1 dans la presse et mettre en œuvre un système de documentation robuste pour chaque outil.
- Si votre objectif principal est d'améliorer la qualité des pièces : Concentrez-vous sur les détails de votre entretien de niveau 2, en particulier le nettoyage approfondi des évents, des lignes de joint et des surfaces de cavité.
- Si votre objectif principal est de prolonger la durée de vie de votre outillage : Engagez-vous pleinement dans un programme de révision de niveau 3 basé sur les données, en mesurant méticuleusement les composants et en remplaçant les pièces d'usure avant qu'elles ne tombent en panne.
En fin de compte, un programme d'entretien d'outillage de classe mondiale transforme l'outillage d'un passif en un actif fiable, prévisible et très rentable.
Tableau récapitulatif :
| Niveau d'entretien | Déclencheur | Actions clés | Effectué par |
|---|---|---|---|
| Niveau 1 : Dans la presse | Fin de quart/série | Nettoyage des lignes de joint, inspection visuelle, prévention de la rouille | Opérateur |
| Niveau 2 : Général | 20k-50k Cycles | Nettoyage du système d'éjection, lubrification des goupilles de guidage, nettoyage des évents | Atelier d'outillage |
| Niveau 3 : Révision majeure | 250k-500k Cycles | Démontage complet, mesure des composants, remplacement des joints toriques/joints | Atelier d'outillage |
Prêt à optimiser l'entretien de votre outillage et à protéger votre investissement en outillage ? KINTEK se spécialise dans la fourniture d'équipements de laboratoire et de consommables qui soutiennent une stratégie de maintenance proactive. Des outils de nettoyage de précision aux instruments de mesure, nos solutions vous aident à mettre en œuvre un programme basé sur les données qui réduit les temps d'arrêt et assure une qualité de pièce constante. Contactez nos experts dès aujourd'hui pour discuter de la manière dont nous pouvons équiper votre laboratoire pour réussir !
Guide Visuel
Produits associés
- Moule de pressage de pastilles de poudre d'acide borique XRF pour usage en laboratoire
- Moule de presse anti-fissuration pour usage en laboratoire
- Moule de Presse Cylindrique avec Échelle pour Laboratoire
- Presse chauffante à double plaque pour laboratoire
- Moule de presse de laboratoire carré pour applications de laboratoire
Les gens demandent aussi
- Qu'est-ce que la méthode d'échantillonnage par XRF ? Obtenez une analyse élémentaire précise grâce à une préparation d'échantillon adéquate
- Comment les échantillons sont-ils préparés pour l'analyse par fluorescence X (XRF) ? Obtenez des résultats précis et fiables
- Quel est le but de l'utilisation d'un moule pour le pressage de pastilles lors de la préparation d'échantillons de catalyseurs pour des tests ? Assurer la cohérence des données
- Qu'est-ce que la méthode de la pastille pressée en FRX ? Un guide de préparation d'échantillons rapide et rentable
- Quelle taille d'échantillon pour la XRF ? La clé d'une analyse élémentaire précise



















