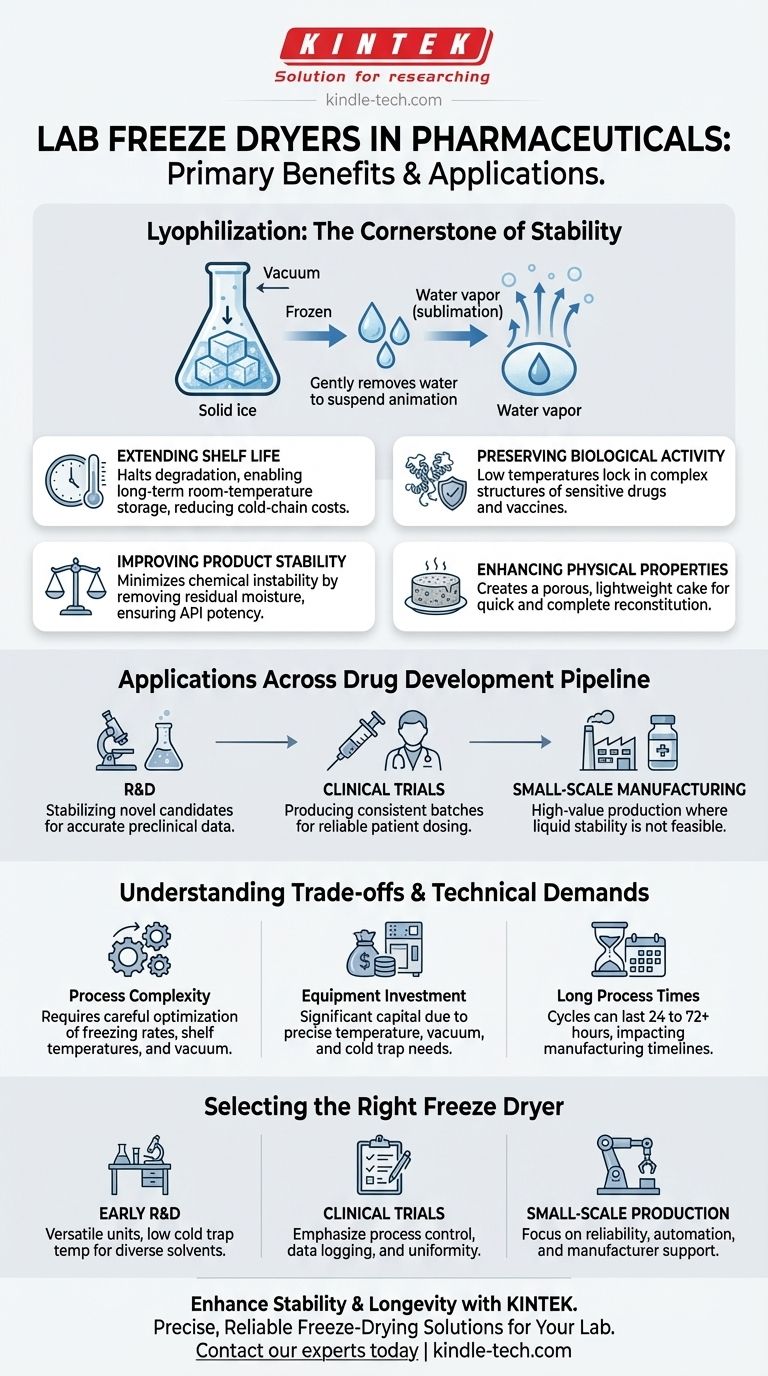
Les principaux avantages d'un lyophilisateur de laboratoire dans le domaine pharmaceutique sont l'allongement de la durée de conservation, la préservation de l'activité biologique des médicaments sensibles, l'amélioration de la stabilité du produit et l'amélioration des propriétés physiques pour le transport et le stockage. Ce processus, appelé lyophilisation, est essentiel pour créer des produits thérapeutiques qui restent puissants et sûrs pendant des années sans nécessiter de réfrigération constante.
La valeur fondamentale de la lyophilisation réside dans sa capacité à éliminer en douceur l'eau des composés biologiques et chimiques sensibles. Ce processus place le produit dans un état d'animation suspendue, le rendant stable pendant des années et préservant son intégrité thérapeutique jusqu'à ce qu'il soit reconstitué pour être utilisé.

Pourquoi la lyophilisation est une pierre angulaire de la stabilité pharmaceutique
La lyophilisation est plus qu'une simple méthode de séchage ; c'est une technique de stabilisation précise. Elle fonctionne en congelant le matériau, puis en réduisant la pression ambiante pour permettre à l'eau gelée de se sublimer directement de l'état solide à l'état gazeux, en évitant la phase liquide dommageable.
Prolonger la durée de conservation au-delà de la réfrigération
En éliminant l'eau — le principal milieu des réactions chimiques et de la croissance microbienne — la lyophilisation stoppe efficacement la dégradation. Cela permet de stocker des médicaments complexes à température ambiante pendant de longues périodes, simplifiant la logistique et réduisant les coûts associés au stockage en chaîne du froid.
Préserver les structures biologiques délicates
De nombreux médicaments modernes, en particulier les vaccins et les thérapies à base de protéines, sont incroyablement fragiles. Les températures élevées ou le stress physique de l'évaporation conventionnelle peuvent détruire leurs structures tridimensionnelles complexes, les rendant inutiles. La lyophilisation est un processus à basse température qui fixe ces structures en place.
Obtenir une stabilité supérieure du produit
Le produit lyophilisé final présente une teneur en humidité résiduelle extrêmement faible. Cela minimise l'instabilité chimique, telle que l'hydrolyse, garantissant que l'ingrédient pharmaceutique actif (IPA) maintient sa puissance spécifiée tout au long de sa durée de conservation.
Créer un produit cohérent et réutilisable
Le processus aboutit à un « gâteau » solide et poreux qui est léger et occupe le même volume que le liquide congelé d'origine. Cette structure permet au produit d'être redissous (reconstitué) rapidement et complètement, ce qui est essentiel pour les applications cliniques où un dosage précis est primordial.
Applications tout au long du pipeline de développement de médicaments
Les lyophilisateurs de laboratoire ne servent pas uniquement à la fabrication à grande échelle ; ils constituent un outil essentiel à chaque étape de la mise sur le marché d'un médicament.
Recherche et Développement (R&D)
Aux premiers stades, les scientifiques utilisent des lyophilisateurs pour stabiliser de nouveaux candidats-médicaments. Cela leur permet d'étudier les composés au fil du temps sans la variable de dégradation, assurant ainsi l'exactitude des données précliniques.
Essais cliniques
Pour les essais cliniques, il est essentiel de produire des lots cohérents et stables de médicaments expérimentaux. La lyophilisation garantit que chaque patient participant à un essai reçoit le médicament à sa puissance prévue, quel que soit le moment ou le lieu de son administration.
Fabrication à petite échelle
Les lyophilisateurs de laboratoire sont utilisés pour produire de petits lots commerciaux de produits de grande valeur. Cela comprend de nombreux vaccins, médicaments injectables et thérapies pour lesquels la stabilité sous forme liquide n'est pas réalisable.
Comprendre les compromis et les exigences techniques
Bien que les avantages soient significatifs, l'adoption de la lyophilisation nécessite une compréhension claire de ses complexités.
Complexité du processus
Le développement d'un cycle de lyophilisation réussi est une entreprise scientifique complexe. Il nécessite une optimisation minutieuse des vitesses de congélation, des températures des plaques et des niveaux de vide pour chaque produit spécifique afin d'éviter l'effondrement ou la perte d'activité.
Investissement en équipement
Les lyophilisateurs sont des équipements sophistiqués qui représentent un investissement en capital important. Le besoin d'un contrôle précis de la température, de vides profonds et de pièges froids robustes les rend plus coûteux que les simples fours ou évaporateurs.
Temps de processus longs
Un cycle de lyophilisation typique peut durer de 24 à 72 heures, voire plus. Ce long temps de traitement peut constituer un goulot d'étranglement dans la production et doit être pris en compte dans les calendriers de fabrication.
Choisir le bon lyophilisateur pour votre application
Le choix de l'équipement approprié dépend entièrement de votre objectif spécifique. Les facteurs techniques clés comprennent la température du piège froid, le niveau de vide et l'uniformité de la température des plaques.
- Si votre objectif principal est la R&D précoce avec des composés divers : Privilégiez une unité polyvalente avec une température de piège froid très basse pour gérer une large gamme de solvants et des commandes précises pour développer de nouveaux cycles.
- Si votre objectif principal est de produire des matériaux pour des essais cliniques : Mettez l'accent sur le contrôle du processus, les capacités d'enregistrement des données et l'uniformité de la température des plaques pour assurer la cohérence d'un lot à l'autre et la conformité réglementaire.
- Si votre objectif principal est la production à petite échelle et contrôlée par la qualité : Recherchez la fiabilité, les fonctionnalités d'automatisation pour assurer la répétabilité et un système provenant d'un fabricant jouissant d'une solide réputation en matière de service et d'assistance.
En fin de compte, un lyophilisateur de laboratoire est un outil essentiel pour transformer des formulations liquides instables en produits stables et durables qui sont sûrs et efficaces pour les patients.
Tableau récapitulatif :
| Avantage | Impact clé |
|---|---|
| Prolonge la durée de conservation | Permet le stockage à température ambiante, réduisant les coûts de la chaîne du froid. |
| Préserve l'activité biologique | Protège les structures délicates des protéines et des vaccins. |
| Améliore la stabilité du produit | Minimise la dégradation en éliminant l'eau. |
| Améliore les propriétés physiques | Crée un gâteau poreux pour une reconstitution facile et un dosage précis. |
Prêt à améliorer la stabilité et la longévité de vos formulations pharmaceutiques ? Un lyophilisateur de laboratoire KINTEK est l'outil précis et fiable dont vous avez besoin pour la R&D, les essais cliniques et la production à petite échelle. Nous sommes spécialisés dans la fourniture d'équipements de laboratoire et de consommables de haute qualité pour répondre aux exigences rigoureuses de l'industrie pharmaceutique. Contactez nos experts dès aujourd'hui pour trouver la solution de lyophilisation parfaite pour les besoins uniques de votre laboratoire et garantir que vos produits thérapeutiques restent puissants et sûrs.
Guide Visuel
Produits associés
- Lyophilisateur de laboratoire haute performance
- Lyophilisateur de laboratoire haute performance pour la recherche et le développement
- Lyophilisateur de laboratoire de paillasse pour usage en laboratoire
- Lyophilisateur de laboratoire de paillasse
- Congélateur vertical de laboratoire de précision à ultra-basse température 808L
Les gens demandent aussi
- Quel rôle joue un lyophilisateur de laboratoire dans la synthèse d'électrocatalyseurs à base de graphène ? Préserver les structures 3D
- Quels sont les avantages techniques de l'utilisation d'un lyophilisateur de laboratoire pour les précurseurs de carbone poreux ? Préservation des réseaux 3D
- Quel rôle les lyophilisateurs de laboratoire jouent-ils dans l'industrie alimentaire ? Libérez une conservation alimentaire supérieure
- Quels types d'échantillons liquides peuvent être traités à l'aide d'un lyophilisateur de laboratoire ? Préservez vos matériaux sensibles
- Comment les lyophilisateurs de laboratoire soutiennent-ils la recherche scientifique ? Préserver l'intégrité de l'échantillon pour des résultats reproductibles



















