Essentiellement, un moule à 3 plaques est un type de moule d'injection à canaux froids conçu pour séparer automatiquement la pièce en plastique de son système de carottes pendant le processus d'éjection. Il y parvient en utilisant trois plaques principales qui s'ouvrent en deux étapes distinctes, permettant de retirer la carotte dans un espace et la pièce finie dans un autre.
L'idée essentielle est qu'un moule à 3 plaques introduit une complexité mécanique dans un but précis : permettre des emplacements de points d'injection flexibles et automatiser le retrait de la carotte, ce qui élimine une étape de post-traitement manuel. Il s'agit d'un compromis délibéré entre un coût d'outillage plus élevé et une main-d'œuvre opérationnelle réduite.

Comment fonctionne un moule à 3 plaques
Le nom "3 plaques" fait directement référence à sa construction de base, qui dicte sa séquence d'ouverture unique. Comprendre cette action mécanique est essentiel pour saisir son objectif.
Les composants principaux
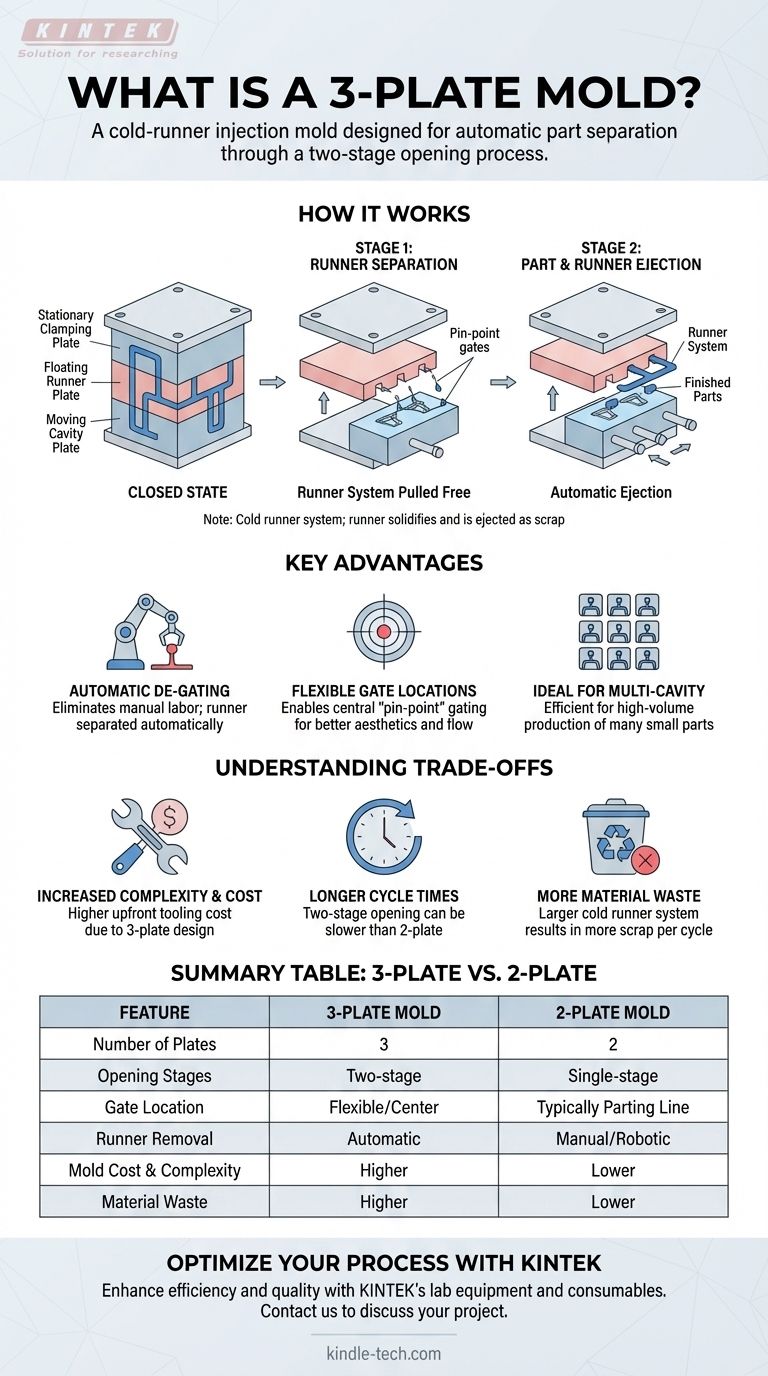
Un moule à 3 plaques est construit à partir d'un empilement de plaques : une plaque de serrage fixe, une plaque de carotte flottante et la plaque de cavité mobile. Le système de carottes, qui canalise le plastique fondu, est usiné sur deux de ces plaques, existant sur deux plans distincts.
La séquence d'ouverture en deux étapes
Lorsque le cycle de moulage est terminé, le moule ne s'ouvre pas qu'une seule fois.
- Tout d'abord, un espace s'ouvre entre la plaque fixe et la plaque de carotte flottante. Cette action éloigne les petits points d'injection solidifiés de la pièce, coupant ainsi la carotte.
- Deuxièmement, un autre espace s'ouvre entre la plaque de carotte flottante et la plaque de cavité mobile. Cela permet d'éjecter le système de carottes maintenant séparé, suivi de l'éjection des pièces finies de la cavité.
Le rôle du canal froid
Il est important de se rappeler qu'il s'agit d'un système à canaux froids. Le plastique dans les canaux de carottes se solidifie avec la pièce à chaque cycle. Cette carotte solidifiée est ensuite éjectée comme matériau de rebut, qui peut être broyé et réutilisé dans certains cas.
L'avantage clé : le dégrappage automatique
L'objectif principal de l'ouverture complexe en deux étapes est de réaliser un dégrappage automatique. Cela offre plusieurs avantages significatifs en termes de processus et de conception par rapport à un moule à 2 plaques plus simple.
Élimination du travail manuel
Le principal avantage est l'élimination d'une opération secondaire. Avec un moule à 2 plaques, un opérateur (ou un robot) doit ébarber manuellement la carotte de chaque pièce. Le moule à 3 plaques effectue cette tâche automatiquement à l'intérieur du moule, ce qui permet d'économiser un temps et des coûts de main-d'œuvre considérables.
Permet des emplacements de points d'injection flexibles
Cette conception permet de manière unique un point d'injection ponctuel directement sur la surface esthétique supérieure d'une pièce. Ceci est idéal pour remplir uniformément les pièces rondes ou coniques à partir du centre, minimisant les défauts esthétiques du point d'injection et améliorant l'intégrité structurelle de la pièce. Un moule standard à 2 plaques ne peut généralement injecter que le long du bord extérieur de la pièce (le plan de joint).
Idéal pour les moules multi-empreintes
Lors de la production de nombreuses petites pièces en une seule injection, la capacité de séparer automatiquement chaque pièce du système de carottes complexe est très efficace. Cela rationalise le processus de fabrication pour les productions à grand volume.
Comprendre les compromis
Les avantages d'un moule à 3 plaques ne sont pas gratuits. La conception introduit des complexités et des coûts spécifiques qui doivent être pris en compte.
Complexité et coût du moule accrus
L'ajout d'une troisième plaque et des mécanismes requis pour la séquence d'ouverture en deux étapes rendent le moule plus complexe à concevoir, à usiner et à entretenir. Il en résulte un coût d'outillage initial nettement plus élevé par rapport à un moule à 2 plaques.
Temps de cycle potentiellement plus longs
Les deux mouvements d'ouverture et de fermeture distincts prennent plus de temps que le mouvement unique d'un moule à 2 plaques. Cela peut entraîner un temps de cycle global plus long, ce qui peut avoir un impact sur la production de pièces pour des projets à très grand volume.
Plus de déchets de matériaux
Le système de carottes dans un moule à 3 plaques est souvent plus grand et plus complexe que dans un moule à 2 plaques. Puisqu'il s'agit d'un canal froid qui est éjecté comme déchet à chaque cycle, il en résulte plus de gaspillage de matériau.
Faire le bon choix pour votre objectif
Le choix du bon type de moule nécessite d'équilibrer les exigences de conception, le volume de production et le budget.
- Si votre objectif principal est la flexibilité de conception et la finition esthétique : Le moule à 3 plaques est un excellent choix lorsque vous avez besoin d'un point d'injection central sur une surface de pièce pour un flux et une apparence optimaux.
- Si votre objectif principal est de réduire la main-d'œuvre dans la production à grand volume : La fonction de dégrappage automatique rend le moule à 3 plaques très efficace pour les outils multi-empreintes où l'ébarbage manuel serait un goulot d'étranglement.
- Si votre objectif principal est de minimiser le coût de l'outil et le gaspillage de matériaux : Un moule à 2 plaques plus simple est presque toujours le choix le plus économique et le plus efficace.
En fin de compte, le choix d'un moule à 3 plaques est une décision d'ingénierie éclairée qui privilégie l'automatisation et la liberté de conception par rapport au coût initial de l'outil et à la vitesse de cycle.
Tableau récapitulatif :
| Caractéristique | Moule à 3 plaques | Moule à 2 plaques |
|---|---|---|
| Nombre de plaques | 3 | 2 |
| Étapes d'ouverture | Deux étapes | Une étape |
| Emplacement du point d'injection | Flexible (par exemple, centre de la pièce) | Généralement uniquement sur le plan de joint |
| Retrait de la carotte | Automatique (dégrappage) | Ébarbage manuel ou robotisé |
| Coût et complexité du moule | Plus élevés | Plus faibles |
| Gaspillage de matériaux | Plus élevé (carotte plus grande) | Plus faible |
Optimisez votre processus de moulage par injection avec KINTEK
Le choix de la bonne conception de moule est essentiel pour l'efficacité et la qualité de votre production. Que vous ayez besoin du dégrappage automatisé et de la flexibilité de conception d'un moule à 3 plaques ou de la rentabilité d'une solution à 2 plaques, l'expertise de KINTEK en équipement de laboratoire et consommables peut vous aider à atteindre vos objectifs.
Nous fournissons l'équipement et le support nécessaires pour améliorer les capacités de votre laboratoire et rationaliser votre flux de travail de fabrication. Contactez-nous dès aujourd'hui pour discuter de la façon dont nous pouvons soutenir vos besoins spécifiques de projet et apporter de la valeur à votre opération.
Contactez-nous via notre formulaire de contact
Guide Visuel
Produits associés
- Presse chauffante à double plaque pour laboratoire
- Moule spécial de presse à chaud pour laboratoire
- Bague de matrice pour presse à comprimés rotative multi-poinçons pour moules ovales et carrés rotatifs
- Plaque de graphite carboné fabriquée par la méthode de pressage isostatique
- Moule de pressage de pastilles de poudre de laboratoire à anneau en acier XRF & KBR pour FTIR
Les gens demandent aussi
- Qu'est-ce que la méthode du moule à pression ? Un guide pour des formes céramiques cohérentes et détaillées
- Comment utiliser un moule de pressage ? Maîtriser l'art de créer des formes céramiques cohérentes
- À quoi sert un moule de pressage ? Obtenez une précision et une efficacité reproductibles
- Quel est le but des dispositifs de pression spécialisés dans les batteries solides aux sulfures ? Assurer la stabilité chimio-mécanique
- Quelle est la différence entre une presse à chaud et la sublimation ? Un outil vs. un processus expliqué



















