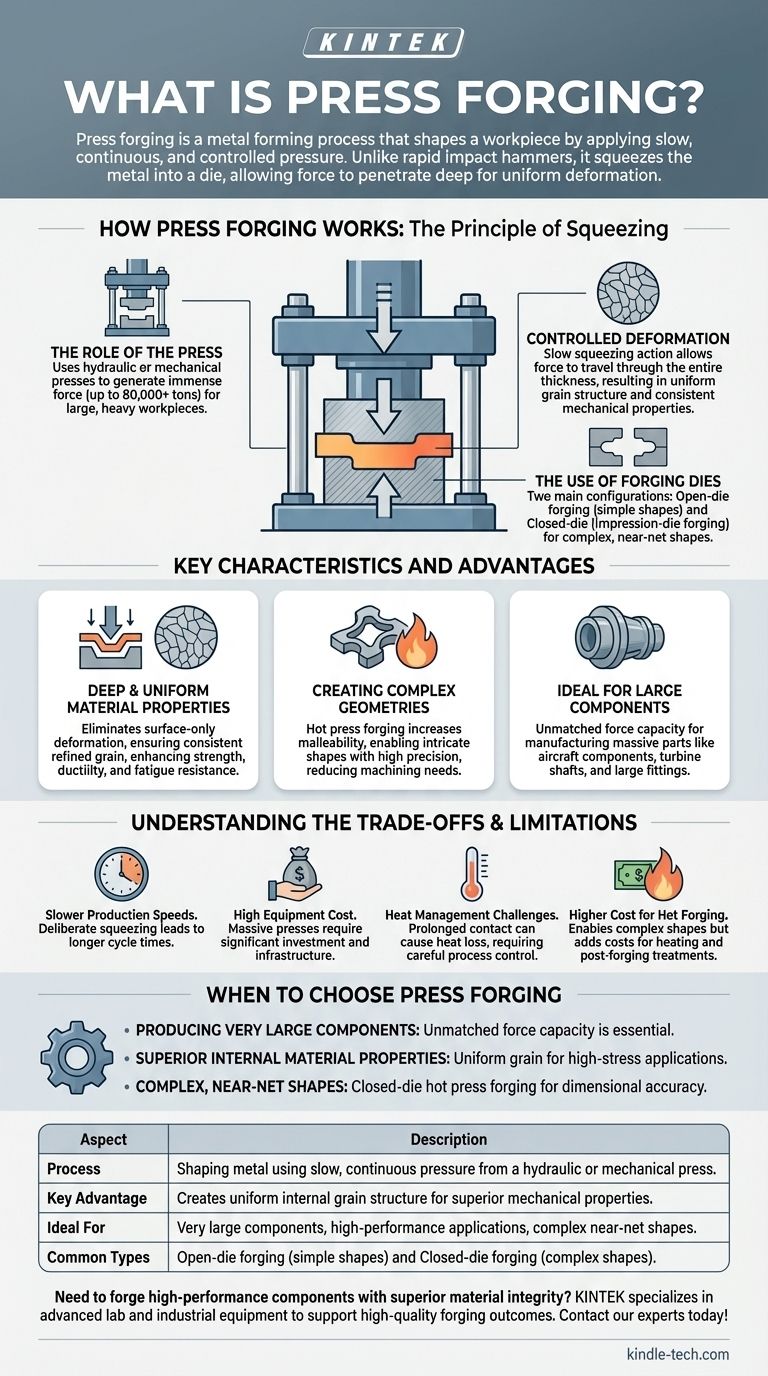
Le forgeage par presse est un procédé de formage des métaux qui façonne une pièce de travail en appliquant une pression lente, continue et contrôlée. Contrairement aux impacts rapides d'un marteau, une presse presse le métal dans une matrice, permettant à la force de pénétrer profondément dans le matériau pour une déformation plus uniforme.
L'avantage fondamental du forgeage par presse réside dans sa capacité à appliquer une pression massive et soutenue. Cette méthode excelle dans la création de très grands composants et dans l'obtention d'une structure de grain interne uniforme, ce qui est essentiel pour les applications de haute performance et critiques pour la sécurité.

Comment fonctionne le forgeage par presse : le principe du pressage
Le forgeage par presse repose fondamentalement sur une force contrôlée plutôt que sur l'énergie cinétique. Cette distinction dicte ses caractéristiques et applications uniques.
Le rôle de la presse
Le processus utilise soit une presse hydraulique, soit une presse mécanique pour générer la force nécessaire. Les presses hydrauliques sont les plus courantes pour ce travail, avec des capacités allant de quelques centaines de tonnes à plus de 80 000 tonnes.
Cette puissance immense permet le forgeage de pièces de travail exceptionnellement grandes et lourdes, bien au-delà des capacités des autres méthodes.
Déformation contrôlée
La clé du forgeage par presse est l'action de pressage lente. Cette application délibérée de pression permet à la force de traverser toute l'épaisseur de la pièce de travail.
Il en résulte un affinement plus uniforme de la structure de grain interne du métal, conduisant à des propriétés mécaniques cohérentes et prévisibles dans toute la pièce.
L'utilisation de matrices de forgeage
Le forgeage par presse peut être effectué en utilisant deux configurations de matrices principales. Le forgeage à matrice ouverte utilise des matrices simples et non enveloppantes pour des formes grandes et relativement simples.
Le forgeage à matrice fermée, également appelé forgeage à matrice d'impression, utilise des matrices qui enveloppent complètement la pièce de travail, forçant le métal à s'écouler et à remplir une cavité complexe pour créer une forme proche de la forme finale (near-net shape).
Caractéristiques et avantages clés
La nature lente et puissante du forgeage par presse offre des avantages distincts, en particulier pour les composants industriels exigeants.
Propriétés du matériau profondes et uniformes
Étant donné que la force pénètre complètement, le forgeage par presse élimine la déformation limitée à la surface qui peut se produire avec les méthodes d'impact. Cela garantit une structure de grain affinée et cohérente, améliorant la résistance, la ductilité et la résistance à la fatigue.
Création de géométries complexes
En appliquant de la chaleur, le forgeage à chaud par presse augmente considérablement la malléabilité du matériau. Cela permet la création de formes complexes avec une grande précision, réduisant le besoin d'usinage secondaire important.
Idéal pour les grands composants
La capacité de force brute des presses de forgeage en fait la solution de choix pour la fabrication de pièces massives telles que les composants structurels d'avions, les arbres de turbine et les raccords industriels de grande taille.
Comprendre les compromis et les limites
Bien que puissant, le forgeage par presse n'est pas la solution idéale pour tous les scénarios. Il comporte des considérations opérationnelles et économiques spécifiques.
Vitesses de production plus lentes
Le processus de pressage délibéré est intrinsèquement plus lent que les coups rapides du forgeage au marteau. Cela peut entraîner des temps de cycle plus longs et des cadences de production globales plus faibles pour les composants plus petits.
Coût d'équipement élevé
Les presses hydrauliques massives requises pour ce travail représentent un investissement en capital important. L'infrastructure nécessaire pour supporter de telles machines est également substantielle.
Défis de gestion de la chaleur
Dans le forgeage à chaud, le contact prolongé entre la pièce chaude et les matrices plus froides peut entraîner une perte de chaleur importante. Cela nécessite un contrôle précis du processus pour maintenir la température optimale de forgeage du matériau.
Coût plus élevé pour le forgeage à chaud
Comme mentionné, le forgeage à chaud permet des formes complexes mais augmente les coûts. Le processus nécessite des systèmes de chauffage électrique avancés et implique souvent un refroidissement par appareil de fixation post-forgeage pour fixer les propriétés finales de la pièce, augmentant les dépenses globales.
Quand choisir le forgeage par presse
Le choix de la bonne méthode de forgeage dépend entièrement des exigences du composant en matière de taille, d'intégrité du matériau et de complexité.
- Si votre objectif principal est de produire des composants très grands : Le forgeage par presse est souvent la seule méthode viable en raison de sa capacité de force inégalée.
- Si votre objectif principal est des propriétés matérielles internes supérieures : La pression lente et pénétrante est idéale pour créer la structure de grain uniforme requise dans les applications à contraintes élevées.
- Si votre objectif principal est de créer des formes complexes, proches de la forme finale, avec une grande précision : Le forgeage à chaud par presse à matrice fermée offre une excellente précision dimensionnelle, minimisant le gaspillage de matériau et le post-traitement.
En fin de compte, le choix du forgeage par presse est une décision stratégique pour les applications où l'intégrité du matériau, la précision et l'échelle du composant sont primordiales.
Tableau récapitulatif :
| Aspect | Description |
|---|---|
| Processus | Mise en forme du métal à l'aide d'une pression lente et continue provenant d'une presse hydraulique ou mécanique. |
| Avantage clé | Crée une structure de grain interne uniforme pour des propriétés mécaniques supérieures. |
| Idéal pour | Composants très grands, applications haute performance et formes complexes proches de la forme finale. |
| Types courants | Forgeage à matrice ouverte (formes simples) et forgeage à matrice fermée (formes complexes). |
Vous avez besoin de forger des composants haute performance avec une intégrité matérielle supérieure ? KINTEK est spécialisée dans les équipements de laboratoire et industriels avancés, y compris les solutions pour les essais et le traitement des matériaux qui soutiennent des résultats de forgeage de haute qualité. Notre expertise aide à garantir que vos matériaux répondent aux normes les plus strictes en matière de résistance et de durabilité. Contactez nos experts dès aujourd'hui pour discuter de la manière dont nous pouvons répondre à vos exigences de formage et d'essai des métaux !
Guide Visuel
Produits associés
- Moules de Presse à Anneau pour Applications de Laboratoire
- Moule de pressage bidirectionnel rond pour laboratoire
- Moule de presse anti-fissuration pour usage en laboratoire
- Moule de presse de laboratoire carré Assemble pour applications de laboratoire
- Moules de Presse Cylindrique pour Applications de Laboratoire
Les gens demandent aussi
- Comment utiliser un moule de pressage ? Maîtriser l'art de créer des formes céramiques cohérentes
- Qu'est-ce qu'un jeu de matrices de presse ? Un système de précision pour une production de masse efficace
- Quel est le processus de moulage par compression ? Un guide étape par étape sur le moulage par compression
- Qu'est-ce que la méthode du moule à pression ? Un guide pour des formes céramiques cohérentes et détaillées
- Quel est le but des dispositifs de pression spécialisés dans les batteries solides aux sulfures ? Assurer la stabilité chimio-mécanique

















