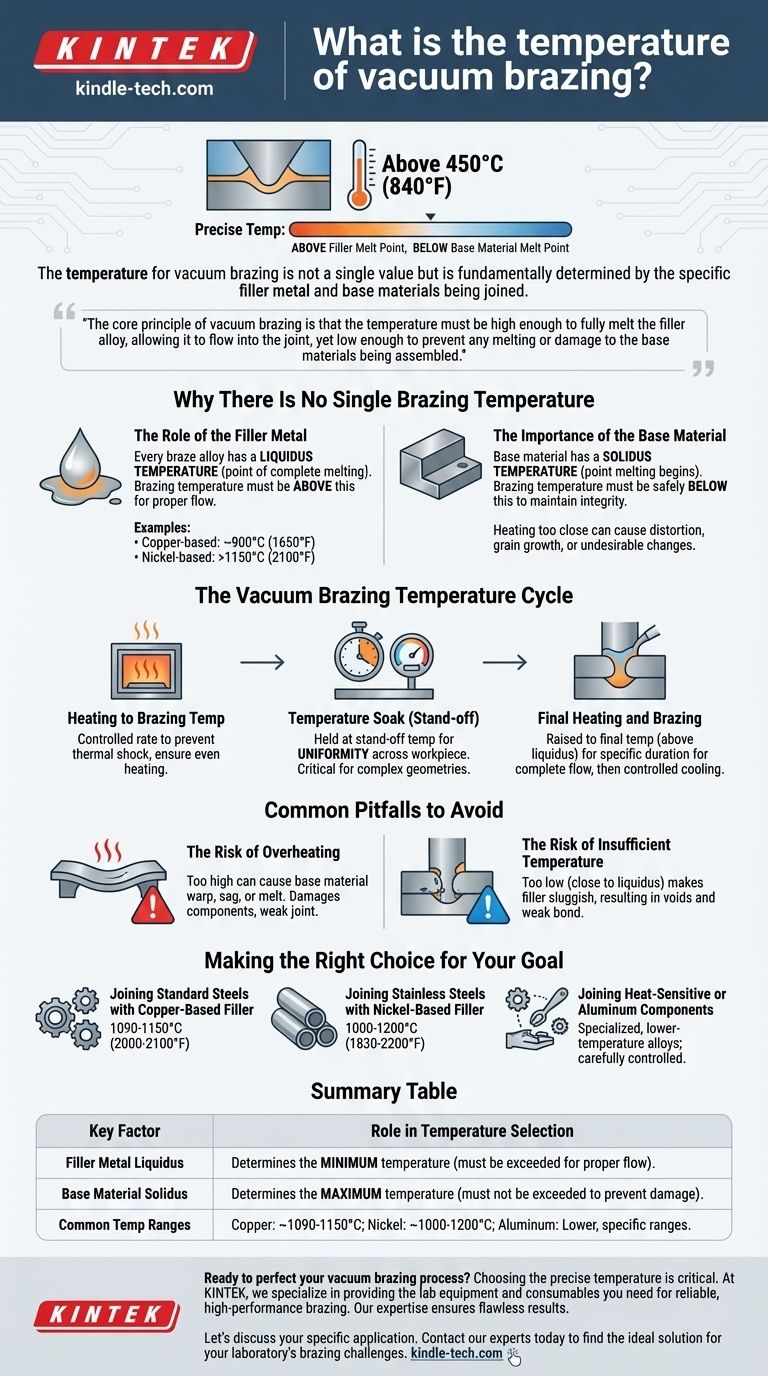
La température du brasage sous vide n'est pas une valeur unique mais est fondamentalement déterminée par le métal d'apport et les matériaux de base spécifiques à assembler. Bien que tout brasage se produise au-dessus de 450°C (840°F), la température précise est soigneusement choisie pour être supérieure au point de fusion du métal d'apport mais suffisamment inférieure au point de fusion des composants à assembler.
Le principe fondamental du brasage sous vide est que la température doit être suffisamment élevée pour faire fondre complètement l'alliage d'apport, lui permettant de s'écouler dans le joint, mais suffisamment basse pour éviter toute fusion ou dommage aux matériaux de base assemblés.

Pourquoi il n'y a pas de température de brasage unique
La sélection d'une température de brasage est une décision d'ingénierie critique basée sur la métallurgie de l'assemblage. C'est un équilibre entre les propriétés du métal d'apport et celles des matériaux de base.
Le rôle du métal d'apport
Le facteur principal qui dicte la température minimale de brasage est le métal d'apport, également connu sous le nom d'alliage de brasage.
Chaque alliage de brasage a une température de liquidus, qui est le point auquel il devient complètement liquide. La température de brasage doit être réglée au-dessus de ce point de liquidus pour s'assurer que l'alliage peut s'écouler librement dans le joint par capillarité.
Par exemple, certains alliages à base de cuivre peuvent devenir entièrement liquides autour de 900°C (1650°F), tandis que les alliages à base de nickel haute performance peuvent nécessiter des températures dépassant 1150°C (2100°F).
L'importance du matériau de base
Le deuxième facteur critique est le matériau de base des pièces à assembler.
Le matériau de base a une température de solidus, le point auquel il commence à fondre. La température de brasage doit toujours rester suffisamment en dessous de ce point pour maintenir l'intégrité structurelle de la pièce.
Chauffer un métal de base trop près de son solidus peut provoquer une déformation, une croissance des grains ou d'autres changements métallurgiques indésirables, même s'il ne fond pas.
Le cycle de température du brasage sous vide
La température finale de brasage n'est qu'un point dans un cycle de chauffage et de refroidissement soigneusement contrôlé. Chaque étape a un but distinct.
Chauffage à la température de brasage
Le four chauffe les composants à une vitesse contrôlée. Cette augmentation lente et régulière prévient le choc thermique et permet à toutes les parties de l'assemblage, épaisses et fines, de chauffer uniformément.
Maintien en température (Soak)
Avant d'atteindre la température finale de brasage, le cycle comprend souvent un "soak". Le four maintient l'assemblage à une température de palier pendant une période pour assurer une uniformité de température complète sur l'ensemble de la pièce.
Cette étape est critique pour les géométries complexes, garantissant que lorsque le métal d'apport fond, toutes les parties du joint sont à la bonne température pour l'accepter.
Chauffage final et brasage
Après le maintien en température, la température est élevée au point de brasage final, au-dessus du liquidus de l'apport. Elle est maintenue ici pendant une durée spécifique pour permettre à l'apport de s'écouler complètement dans le joint, après quoi un cycle de refroidissement contrôlé commence.
Pièges courants à éviter
Régler une mauvaise température peut entraîner une défaillance complète du joint brasé. Comprendre les risques est essentiel pour un processus réussi.
Le risque de surchauffe
Régler la température trop haut peut être catastrophique. Cela peut provoquer la déformation, l'affaissement, voire le début de la fusion du matériau de base. Cela endommage les composants et crée un joint faible et peu fiable.
Le risque de température insuffisante
Régler la température trop bas, ou trop près du liquidus de l'apport, est également un mode de défaillance courant. Le métal d'apport sera paresseux et ne s'écoulera pas correctement, ce qui entraînera des vides, un remplissage incomplet du joint et une liaison faible.
Faire le bon choix pour votre objectif
La température correcte est toujours dérivée des spécifications matérielles fournies par le fabricant du métal d'apport et d'une compréhension approfondie de vos matériaux de base.
- Si votre objectif principal est d'assembler des aciers standard avec un apport à base de cuivre : Votre température de brasage sera probablement de l'ordre de 1090-1150°C (2000-2100°F).
- Si votre objectif principal est d'assembler des aciers inoxydables avec un apport à base de nickel : Vous opérez à des températures plus élevées, souvent entre 1000-1200°C (1830-2200°F), selon l'alliage spécifique.
- Si votre objectif principal est d'assembler des composants sensibles à la chaleur ou en aluminium : Vous utiliserez des alliages d'apport spécialisés à basse température, avec des températures de brasage soigneusement contrôlées pour éviter d'endommager le métal de base.
En fin de compte, un brasage sous vide réussi dépend du choix d'une température qui crée une fluidité parfaite pour l'apport sans compromettre l'intégrité de la pièce.
Tableau récapitulatif :
| Facteur clé | Rôle dans la sélection de la température |
|---|---|
| Liquidus du métal d'apport | Détermine la température minimale (doit être dépassée pour un écoulement correct). |
| Solidus du matériau de base | Détermine la température maximale (ne doit pas être dépassée pour éviter les dommages). |
| Plages de températures courantes | Alliages de cuivre : ~1090-1150°C ; Alliages de nickel : ~1000-1200°C ; Alliages d'aluminium : Plus bas, plages spécifiques. |
Prêt à perfectionner votre processus de brasage sous vide ?
Le choix de la température précise est essentiel pour la résistance du joint et l'intégrité des composants. Chez KINTEK, nous sommes spécialisés dans la fourniture de l'équipement de laboratoire et des consommables dont vous avez besoin pour un brasage fiable et performant. Notre expertise vous assure d'obtenir des résultats impeccables, que vous travailliez avec des aciers standard, des aciers inoxydables ou des matériaux sensibles à la chaleur.
Discutons de votre application spécifique. Contactez nos experts dès aujourd'hui pour trouver la solution idéale à vos défis de brasage en laboratoire.
Guide Visuel
Produits associés
- Four de frittage et de brasage sous vide pour traitement thermique
- Four à presse à chaud sous vide pour stratification et chauffage
- Machine de Moulage à Froid sous Vide pour la Préparation d'Échantillons
- Four de Frittage de Porcelaine Dentaire sous Vide
- Four de Pressage à Chaud sous Vide Machine de Pressage sous Vide Chauffée
Les gens demandent aussi
- Quelles sont les fonctions spécifiques de l'introduction d'atmosphères réductrices ou d'environnements de gaz inertes dans le brasage sous vide ?
- Comment braser un four ? Un guide pour l'assemblage métallique de précision et à grand volume
- Comment fonctionne un four de brasage sous vide ? Obtenez un assemblage métallique supérieur, sans flux.
- Quelle est la température du traitement thermique sous vide ? Obtenez des propriétés de matériaux supérieures et des finitions impeccables
- Qu'est-ce qu'un four de traitement thermique sous vide ? Atteignez une pureté et un contrôle inégalés



















