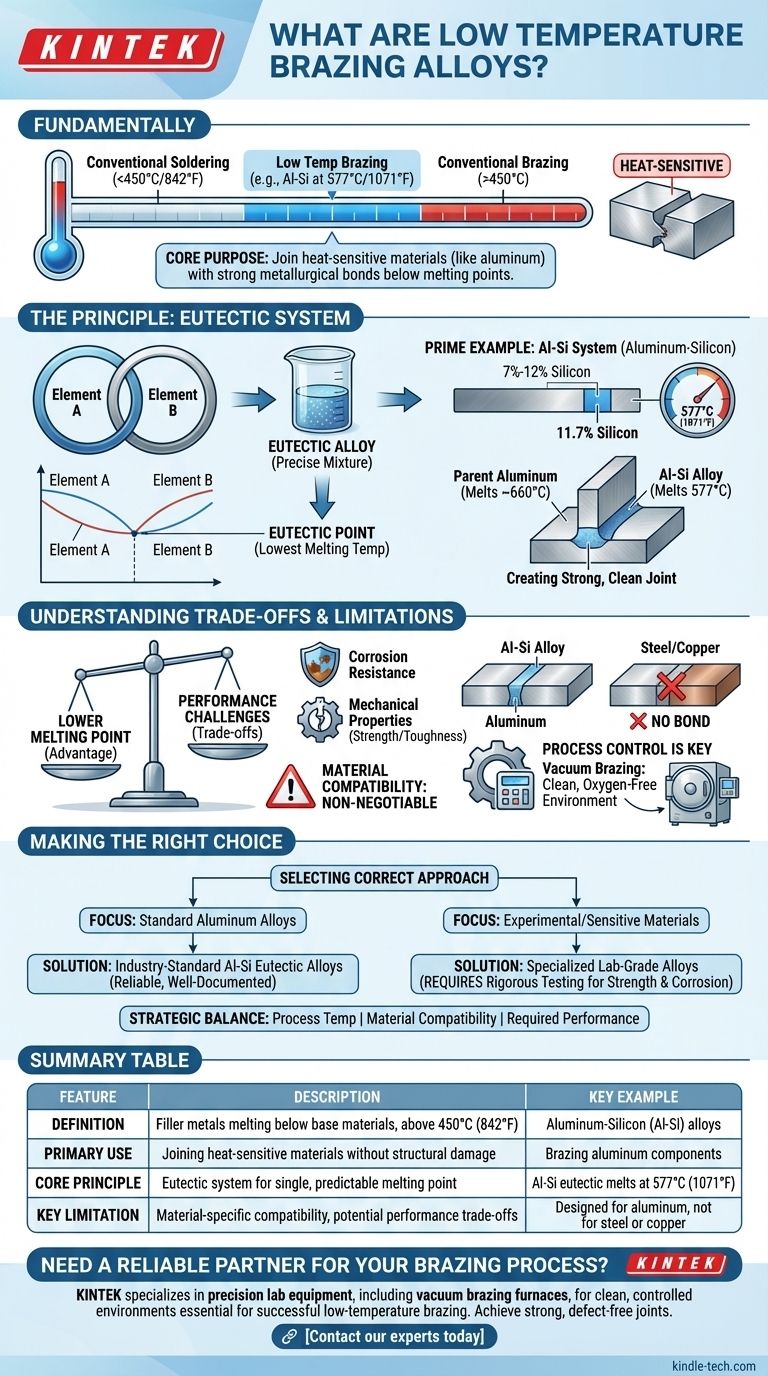
Fondamentalement, les alliages de brasage à basse température sont des métaux d'apport spécialisés conçus pour créer des joints solides entre des matériaux sans les exposer à une chaleur élevée dommageable. Ces alliages fondent à une température nettement inférieure à celle des matériaux de base assemblés, mais toujours supérieure au seuil conventionnel de 450 °C (842 °F) qui sépare le brasage du soudage tendre. L'exemple industriel le plus courant est le système aluminium-silicium (Al-Si) utilisé pour braser l'aluminium, dont le point de fusion est d'environ 577 °C (1071 °F).
L'objectif principal d'un alliage de brasage à basse température est de permettre l'assemblage de matériaux sensibles à la chaleur, tels que les alliages d'aluminium, en créant une liaison métallurgique robuste bien en dessous de leur point de fusion. La clé est d'obtenir cet avantage de basse température sans compromettre la résistance ou la résistance à la corrosion du joint final.

Le principe derrière les alliages à basse température
L'efficacité de ces alliages n'est pas magique ; elle est enracinée dans un principe métallurgique spécifique connu sous le nom de système eutectique. Comprendre ce concept est essentiel pour comprendre pourquoi ils fonctionnent si bien pour des applications spécifiques.
Qu'est-ce qu'un alliage eutectique ?
Un alliage eutectique est un mélange précis de deux éléments ou plus qui possède un point de fusion inférieur à tout autre mélange de ces mêmes éléments.
Lorsqu'ils sont combinés à ce rapport exact, les éléments fondent et se solidifient à une température unique et nette, se comportant presque comme une substance pure. Ce comportement de fusion prévisible est idéal pour un processus de brasage contrôlé.
Le système Al-Si : un exemple parfait
Les alliages de brasage à basse température les plus répandus sont basés sur le système aluminium-silicium (Al-Si). Ces alliages contiennent généralement entre 7 % et 12 % de silicium.
Le point eutectique de ce système se produit à 11,7 % de silicium, ce qui crée un alliage qui fond à une température précise de 577 °C (1071 °F). C'est la norme pour le brasage de nombreux alliages d'aluminium courants.
Pourquoi est-ce important pour l'aluminium
La plupart des alliages d'aluminium fondent à des températures autour de 660 °C (1220 °F). Le point de fusion plus bas de l'alliage eutectique Al-Si, soit 577 °C, crée une fenêtre de température cruciale.
Cette fenêtre permet à un fabricant de chauffer un assemblage jusqu'à ce que l'alliage de brasage fonde et s'écoule dans le joint, tandis que les composants en aluminium de base restent solides et structurellement sains. Ce processus crée un joint solide et propre avec une excellente cohérence des couleurs.
Comprendre les compromis et les limites
Bien qu'extrêmement utiles, les alliages de brasage à basse température ne sont pas une solution universelle. Leur nature spécialisée s'accompagne de considérations spécifiques qui sont essentielles pour réussir dans un cadre industriel.
Le défi de la performance
Bien que les alliages Al-Si standard soient éprouvés et fiables, les alliages à basse température plus avancés développés en laboratoire peinent souvent à répondre aux exigences industrielles.
Ces alliages expérimentaux peuvent offrir un point de fusion encore plus bas, mais peuvent être en deçà en termes de résistance à la corrosion et de propriétés mécaniques telles que la ténacité et la résistance, ce qui les rend inadaptés à de nombreuses applications commerciales.
La compatibilité des matériaux est non négociable
Les alliages à basse température sont conçus pour des familles spécifiques de matériaux de base. Un alliage de brasage Al-Si est conçu exclusivement pour l'assemblage de l'aluminium.
Son utilisation sur d'autres métaux, tels que l'acier ou le cuivre, ne fonctionnera pas car les interactions métallurgiques nécessaires ne se produiront pas. L'alliage doit être compatible avec les matériaux de base.
Le contrôle du processus est essentiel
Obtenir un brasage réussi nécessite plus que le simple bon alliage. Le processus lui-même est critique.
Des techniques telles que le brasage sous vide sont souvent utilisées pour garantir un environnement propre et exempt d'oxygène. Cela empêche l'oxydation des surfaces en aluminium, ce qui inhiberait autrement l'écoulement de l'alliage de brasage et entraînerait un joint faible ou défaillant.
Faire le bon choix pour votre application
La sélection de l'approche correcte dépend entièrement des matériaux avec lesquels vous travaillez et des exigences de performance du produit final.
- Si votre objectif principal est d'assembler des alliages d'aluminium standard : Les alliages de brasage eutectiques Al-Si standard de l'industrie sont le choix le plus fiable et le mieux documenté.
- Si votre objectif principal est d'assembler des matériaux expérimentaux ou hautement sensibles : Vous devrez peut-être rechercher des alliages spécialisés de qualité laboratoire, mais vous devez prévoir des tests rigoureux pour valider leur résistance mécanique et leur résistance à la corrosion.
En fin de compte, la sélection du bon alliage de brasage à basse température est un équilibre stratégique entre la température du processus, la compatibilité des matériaux et la performance requise du joint final.
Tableau récapitulatif :
| Caractéristique | Description | Exemple clé |
|---|---|---|
| Définition | Métaux d'apport fondant en dessous des matériaux de base mais au-dessus de 450 °C (842 °F) | Alliages Aluminium-Silicium (Al-Si) |
| Utilisation principale | Assemblage de matériaux sensibles à la chaleur sans dommage structurel | Brasage de composants en aluminium |
| Principe de base | Système eutectique pour un point de fusion unique et prévisible | L'eutectique Al-Si fond à 577 °C (1071 °F) |
| Limite clé | Compatibilité spécifique au matériau et compromis potentiels en matière de résistance/corrosion | Conçu pour l'aluminium, pas pour l'acier ou le cuivre |
Besoin d'un partenaire fiable pour votre processus de brasage ?
Le bon équipement est tout aussi critique que le bon alliage. KINTEK se spécialise dans l'équipement de laboratoire de précision, y compris les fours de brasage sous vide, qui offrent l'environnement propre et contrôlé essentiel pour un brasage à basse température réussi. Que vous travailliez avec des alliages d'aluminium standard ou des matériaux avancés, nos solutions vous aident à obtenir des joints solides et sans défaut.
Contactez nos experts dès aujourd'hui pour discuter de la manière dont nous pouvons répondre à vos besoins spécifiques en laboratoire et en production.
Guide Visuel
Produits associés
- Poudre de granulation d'alumine avancée pour céramiques fines d'ingénierie à basse température
- Congélateur de laboratoire vertical avancé à ultra-basse température 408L pour la préservation de matériel de recherche critique
- Congélateur essentiel de laboratoire à très basse température de 608 L pour la préservation critique d'échantillons
- Congélateur Ultra Basse Température Vertical 108L
- Congélateur ultra-basse température de précision 308L pour applications de laboratoire
Les gens demandent aussi
- Quels sont les autres noms pour la poudre céramique ? Classifiez par composition, taille et application
- Qu'entend-on par poudre céramique ? Le plan d'ingénierie pour les céramiques avancées
- Quelles mesures doivent être prises pour prévenir la contamination croisée lors de l'utilisation de différentes tailles de poudre d'alumine ?
- Quelle est la céramique industrielle la plus courante ? Découvrez pourquoi l'alumine domine d'innombrables applications
- Quelles sont les propriétés et les précautions de manipulation de la poudre d'alumine en tant que matériau de polissage ? Obtenez une finition impeccable avec précision












