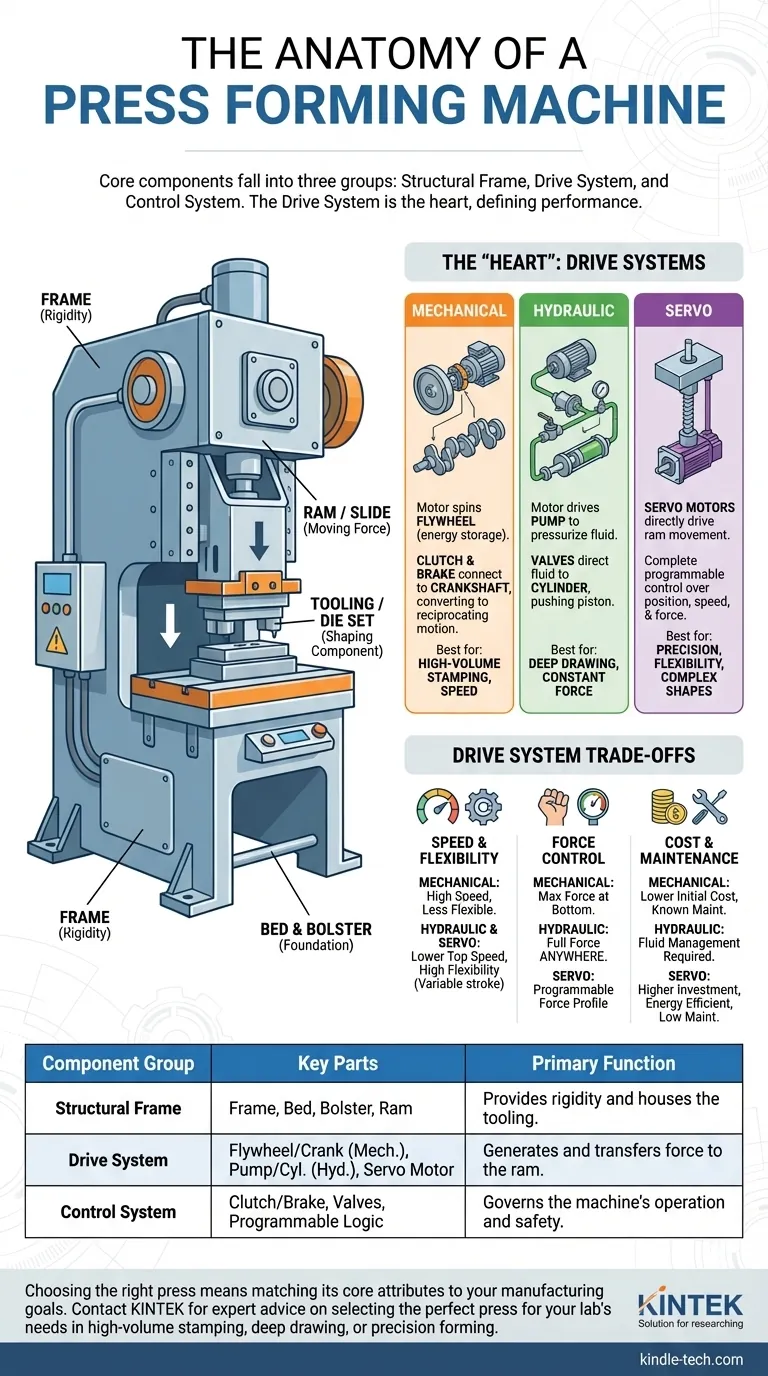
Au fond, une presse de formage se compose de trois groupes fondamentaux de composants. Il s'agit du bâti structurel qui assure la rigidité, du système d'entraînement qui génère la force, et du système de commande qui régit le fonctionnement de la machine. Bien que les pièces spécifiques varient selon le type de presse, cette anatomie fonctionnelle est universelle.
Comprendre une presse ne consiste pas seulement à énumérer ses pièces ; il s'agit de reconnaître que le système d'entraînement — qu'il soit mécanique, hydraulique ou servo — est le facteur le plus important qui définit les performances, les capacités et l'application idéale de la machine.

L'anatomie universelle d'une presse
Toutes les presses de formage, quelle que soit leur source d'énergie, sont construites sur un ensemble commun de composants structurels qui maintiennent l'outillage et absorbent les immenses forces de formage.
Le Bâti : L'épine dorsale de la machine
Le bâti est la structure principale de la presse, conçue pour une rigidité maximale afin de résister à la déflexion sous charge. La conception du bâti est un différenciateur principal, se classant généralement dans l'une des deux catégories : le bâti en C (ou bâti à ouverture) pour l'accessibilité, ou le bâti à montants droits pour les plus hauts niveaux de précision et de tonnage.
La Table et le Plateau d'outillage : La fondation du travail
La table (ou bâti inférieur) est la surface inférieure fixe de la presse. Une plaque de serrage (ou plateau d'outillage) est presque toujours montée sur la table, fournissant une surface standardisée avec des rainures en T ou des trous taraudés pour le montage de la partie inférieure de l'ensemble d'outils (matrice).
Le Poussoir (ou Coulisseau) : La force en mouvement
Le poussoir, également appelé coulisseau, est le composant mobile de la presse qui se déplace de haut en bas. Il loge la partie supérieure de l'ensemble d'outils et est responsable du transfert de la force générée par le système d'entraînement directement sur la pièce à usiner.
L'Outillage (Ensemble de matrices) : Le composant de mise en forme
Bien que techniquement séparé de la presse elle-même, l'outillage ou l'ensemble de matrices est le composant essentiel qui effectue la mise en forme réelle. Il se compose d'une matrice supérieure et inférieure qui, lorsqu'elles sont rapprochées par la force du poussoir, coupent, plient ou forment le matériau dans la forme désirée.
Le « Cœur » de la presse : Le système d'entraînement
Le système d'entraînement est ce qui génère le mouvement et la force du poussoir. La technologie utilisée ici est la principale façon dont les presses sont classées et est la source de leurs caractéristiques de performance distinctes.
Presses Mécaniques
Une presse mécanique utilise un moteur pour faire tourner un grand et lourd volant d'inertie, qui stocke l'énergie de rotation. Lorsqu'elle est activée, un système d'embrayage et de frein relie le volant d'inertie à un vilebrequin (ou engrenage excentrique), convertissant l'énergie de rotation en mouvement vertical alternatif du poussoir.
Presses Hydrauliques
Une presse hydraulique, comme son nom l'indique, utilise un système à base de fluide. Un moteur électrique entraîne une pompe hydraulique, qui met sous pression un fluide (généralement de l'huile). Des vannes dirigent ce fluide haute pression dans un grand cylindre, poussant un piston relié au poussoir vers le bas pour générer la force.
Presses Servo
Une presse servo est une évolution plus moderne qui remplace le volant d'inertie et l'embrayage conventionnels par des servomoteurs à couple élevé. Ces moteurs entraînent directement le mouvement du poussoir, souvent via une vis à billes ou une autre liaison mécanique, permettant un contrôle complet et programmable de la position, de la vitesse et de la force du poussoir tout au long de la course.
Comprendre les compromis : Choisir votre système d'entraînement
Aucun type de presse n'est supérieur pour toutes les applications. Le choix implique un compromis direct entre la vitesse, la flexibilité et le coût.
Vitesse contre Flexibilité
Les presses mécaniques sont les championnes de la vitesse, capables de cadences élevées, ce qui les rend idéales pour l'emboutissage à haut volume. Les presses hydrauliques et servo échangent une partie de cette vitesse maximale contre une flexibilité incroyable, permettant des longueurs de course et des vitesses variables.
Contrôle de la Force et Application
Une presse mécanique délivre sa force maximale uniquement au bas de sa course. En revanche, une presse hydraulique peut délivrer sa pleine force nominale à n'importe quel point de la course, ce qui la rend parfaite pour les opérations d'emboutissage profond qui nécessitent une pression soutenue. Les presses servo offrent le contrôle ultime, permettant de programmer le profil de force tout au long de la course.
Coût et Maintenance
Les presses mécaniques ont souvent un coût initial inférieur et des routines de maintenance bien comprises. Les presses hydrauliques nécessitent une gestion rigoureuse des fluides pour éviter les fuites et la contamination. Les presses servo représentent l'investissement initial le plus élevé, mais offrent des avantages significatifs à long terme en matière d'efficacité énergétique et de réduction du temps de changement d'outils.
Faire le bon choix pour votre objectif
Sélectionner la bonne presse nécessite d'aligner ses attributs fondamentaux sur votre objectif de fabrication principal.
- Si votre objectif principal est l'emboutissage simple à haut volume : Une presse mécanique offre la meilleure combinaison de vitesse et de rentabilité pour la production de grandes quantités de pièces.
- Si votre objectif principal est l'emboutissage profond ou la mise en forme de formes complexes : Une presse hydraulique fournit la force constante et contrôlable nécessaire pour former avec succès les pièces sans déchirure ni plissement.
- Si votre objectif principal est la précision ultime et le contrôle du processus : Une presse servo offre une capacité de programmation inégalée, la rendant idéale pour former des matériaux exotiques ou pour des applications exigeant une répétabilité absolue.
En fin de compte, la compréhension de ces composants de base vous permet de voir au-delà du tonnage de la machine et d'identifier le système qui atteindra le mieux vos objectifs de fabrication.
Tableau Récapitulatif :
| Groupe de Composants | Pièces Clés | Fonction Principale |
|---|---|---|
| Bâti Structurel | Bâti, Table, Plateau d'outillage, Poussoir | Assure la rigidité et loge l'outillage. |
| Système d'Entraînement | Volant d'inertie et Vilebrequin (Mécanique), Pompe et Cylindre (Hydraulique), Servomoteur (Servo) | Génère et transfère la force au poussoir. |
| Système de Commande | Embrayage/Frein, Vannes, Logique Programmable | Gère le fonctionnement et la sécurité de la machine. |
Vous avez du mal à choisir la bonne presse pour vos besoins de formage spécifiques ? Le système d'entraînement est le cœur de la machine et définit ses performances. KINTEK est spécialisée dans les équipements de laboratoire et les consommables, répondant aux besoins des laboratoires en matière de test de matériaux et de préparation d'échantillons. Nos experts peuvent vous aider à choisir la presse parfaite — qu'elle soit mécanique, hydraulique ou servo — pour atteindre vos objectifs en matière d'emboutissage à haut volume, d'emboutissage profond ou de formage de précision. Contactez notre équipe dès aujourd'hui pour une consultation personnalisée et découvrez comment la bonne presse peut améliorer l'efficacité et les résultats de votre laboratoire.
Guide Visuel
Produits associés
- Moule spécial de presse à chaud pour laboratoire
- Presse hydraulique de laboratoire, machine de pressage de pastilles pour boîte à gants
- Presse à comprimés manuelle à poinçon unique TDP machine à poinçonner des comprimés
- Presse hydraulique automatique chauffante 30T/40T à plaques chauffantes pour presse à chaud de laboratoire
- Presse hydraulique chauffante avec plaques chauffantes pour presse à chaud de laboratoire sous vide
Les gens demandent aussi
- Qu'est-ce que le moulage par compression à chaud ? Un guide pour la fabrication à haute résistance avec chaleur et pression
- Pourquoi les moules de pression avec des parois intérieures en résine non conductrice sont-ils requis pour les tests de batterie ? Assurer l'exactitude des données
- Qu'est-ce que la méthode du moule à pression ? Un guide pour des formes céramiques cohérentes et détaillées
- Quelle est la fonction des moules de pressage lors de la préparation des composites SiCf/Ti-43Al-9V ? Atteindre la précision structurelle
- À quoi sert un moule de pressage ? Obtenez une précision et une efficacité reproductibles


















