En bref, surchauffer un joint de brasage avant d'ajouter le métal d'apport est l'une des erreurs les plus courantes et les plus critiques du processus. Cela entraînera la combustion et la défaillance du flux protecteur, l'oxydation du métal de base, et finalement empêchera le métal d'apport de s'écouler dans le joint, ce qui se traduira par une liaison faible ou complètement défaillante.
La surchauffe transforme le joint d'une surface propre et chimiquement active prête pour la liaison en une barrière contaminée et inerte. Le principe fondamental du brasage repose sur l'attraction du métal d'apport dans un joint par action capillaire, et la surchauffe détruit les conditions mêmes qui rendent cela possible.

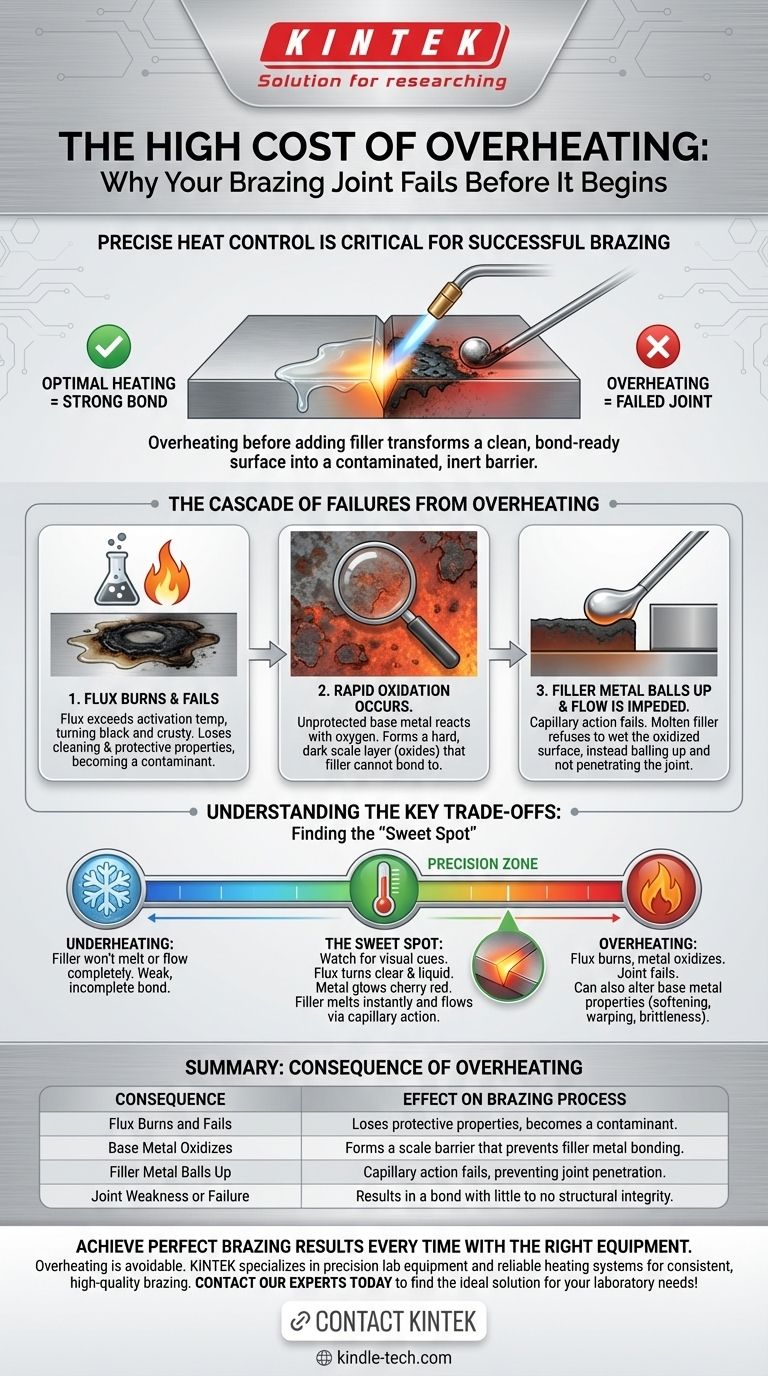
La cascade de défaillances due à la surchauffe
Lorsque vous appliquez trop de chaleur trop tôt, une série de défaillances prévisibles se produit. Chaque problème en aggrave un autre, rendant un brasage réussi presque impossible.
Défaillance 1 : Le flux brûle et devient inefficace
Le flux est un composé chimique avec une plage de température d'activation spécifique. Son rôle est de nettoyer le métal et de le protéger de l'oxygène pendant le chauffage.
Lorsque vous surchauffez le joint, vous dépassez cette plage. Le flux devient "brûlé" – il noircit ou s'incruste, perdant entièrement ses propriétés protectrices et nettoyantes. Un flux brûlé est pire que pas de flux du tout, car il devient lui-même un contaminant.
Défaillance 2 : Oxydation rapide du métal de base
Une fois le flux défaillant, le métal de base maintenant non protégé et chauffé au rouge est exposé à l'oxygène de l'air. Cela provoque une formation rapide d'une couche dure et sombre d'oxydes, souvent appelée calamine.
Le métal d'apport de brasage ne peut pas se lier aux oxydes. Le processus, connu sous le nom de mouillage, exige que le métal d'apport s'écoule et se lie métallurgiquement à une surface métallique pure et propre. La couche d'oxyde agit comme une barrière, empêchant cette liaison de se former.
Défaillance 3 : Écoulement du métal d'apport et action capillaire entravés
Lorsque vous introduisez enfin la baguette d'apport dans le joint surchauffé et oxydé, elle ne s'écoulera pas en douceur. Au lieu de cela, le métal d'apport aura tendance à former des billes à la surface et refusera d'être aspiré dans l'interstice.
Il s'agit d'une défaillance de l'action capillaire, la force principale qui attire le métal d'apport fondu dans un joint ajusté. L'action capillaire ne fonctionne que sur une surface propre et mouillée. Avec un flux brûlé et une couche de calamine en travers, le chemin est bloqué.
Comprendre les compromis clés
L'objectif n'est pas seulement d'éviter la surchauffe ; c'est d'atteindre la température précise requise pour l'alliage d'apport spécifique que vous utilisez. Trop peu ou trop de chaleur entraînera un joint défaillant.
Le danger du sous-chauffage
Inversement, si le métal de base n'est pas suffisamment chaud, le métal d'apport ne fondra pas correctement ou ne s'écoulera pas complètement. Il peut se solidifier avant de pénétrer toute la profondeur du joint, créant une liaison faible qui semble acceptable à l'extérieur mais n'a aucune résistance interne.
Trouver le "point idéal" : Lire les indices visuels
La clé est de chauffer le métal de base, pas la baguette d'apport. Observez le flux pour votre signal. Lorsque le métal de base atteint la bonne température de brasage, le flux deviendra clair, liquide et entièrement fluide. C'est le moment de toucher délicatement la baguette d'apport au joint.
Si le joint est à la bonne température, le métal d'apport fondra instantanément et sera aspiré dans le joint par action capillaire, déplaçant le flux liquide. La couleur du métal chauffé (souvent un rouge cerise terne à vif, selon l'alliage) est un autre indicateur crucial.
L'impact sur les propriétés du métal de base
Pour certains matériaux, en particulier les aciers traités thermiquement, certains alliages d'aluminium et les alliages de cuivre durcis, la surchauffe peut avoir des conséquences au-delà d'un joint défaillant. Une chaleur excessive peut altérer de manière permanente la microstructure du métal, le faisant ramollir (recuire), se déformer ou devenir cassant.
Faire le bon choix pour votre objectif
Votre stratégie de chauffage doit toujours être délibérée et axée sur les besoins spécifiques du joint et des matériaux.
- Si votre objectif principal est un joint solide et entièrement pénétré : Chauffez uniformément la zone plus large des métaux de base et observez le flux. Lorsqu'il devient clair et liquide, vous savez que le métal est prêt à accepter le métal d'apport.
- Si votre objectif principal est de prévenir les fuites dans un raccord de tube : Concentrez-vous d'abord sur le chauffage de toute la circonférence de la partie la plus lourde/épaisse du raccord, permettant à la chaleur de se propager au tube intérieur. Cela garantit que le joint entier atteint la température simultanément pour une action capillaire uniforme.
- Si votre objectif principal est de préserver l'intégrité du métal de base : Utilisez des crayons indicateurs de température et soyez rigoureux quant à votre apport de chaleur. Apprenez les indices visuels spécifiques à votre métal pour éviter de dépasser sa température critique.
En fin de compte, le brasage réussi est une compétence d'observation précise et de contrôle de la chaleur, et non une application de force brute.
Tableau récapitulatif :
| Conséquence de la surchauffe | Effet sur le processus de brasage |
|---|---|
| Le flux brûle et échoue | Perd ses propriétés protectrices, devient un contaminant |
| Le métal de base s'oxyde | Forme une barrière de calamine qui empêche la liaison du métal d'apport |
| Le métal d'apport forme des billes | L'action capillaire échoue, empêchant la pénétration du joint |
| Faiblesse ou défaillance du joint | Entraîne une liaison avec peu ou pas d'intégrité structurelle |
Obtenez des résultats de brasage parfaits à chaque fois avec le bon équipement. La surchauffe est une erreur courante mais évitable. KINTEK est spécialisé dans les équipements de laboratoire de précision et les consommables, y compris des systèmes de chauffage fiables et des outils de contrôle de la température conçus pour un brasage constant et de haute qualité. Laissez-nous vous aider à améliorer l'efficacité de vos processus et la fiabilité de vos joints. Contactez nos experts dès aujourd'hui pour trouver la solution idéale pour vos besoins en laboratoire !
Guide Visuel