En termes simples, le moulage par pressage est une technique de formage céramique où l'argile ou un autre matériau céramique est forcé dans un moule pour créer une forme spécifique. Ce processus utilise la pression pour garantir que le matériau se conforme précisément à la cavité interne du moule, ce qui donne une copie positive, ou directe, du design du moule.
La véritable valeur du moulage par pressage moderne, en particulier le pressage à chaud, réside dans sa capacité à produire des composants céramiques très denses et incroyablement précis. C'est un processus qui privilégie avant tout la précision et l'intégrité du matériau.

Décortiquer le processus de moulage par pressage
Bien qu'il existe un simple pressage d'argile humide, l'application professionnelle la plus courante, en particulier dans des domaines comme la technologie dentaire, est un processus de pressage à chaud plus sophistiqué. Cette méthode implique la transformation d'un lingot de céramique solide en une forme finale en utilisant la chaleur et la pression.
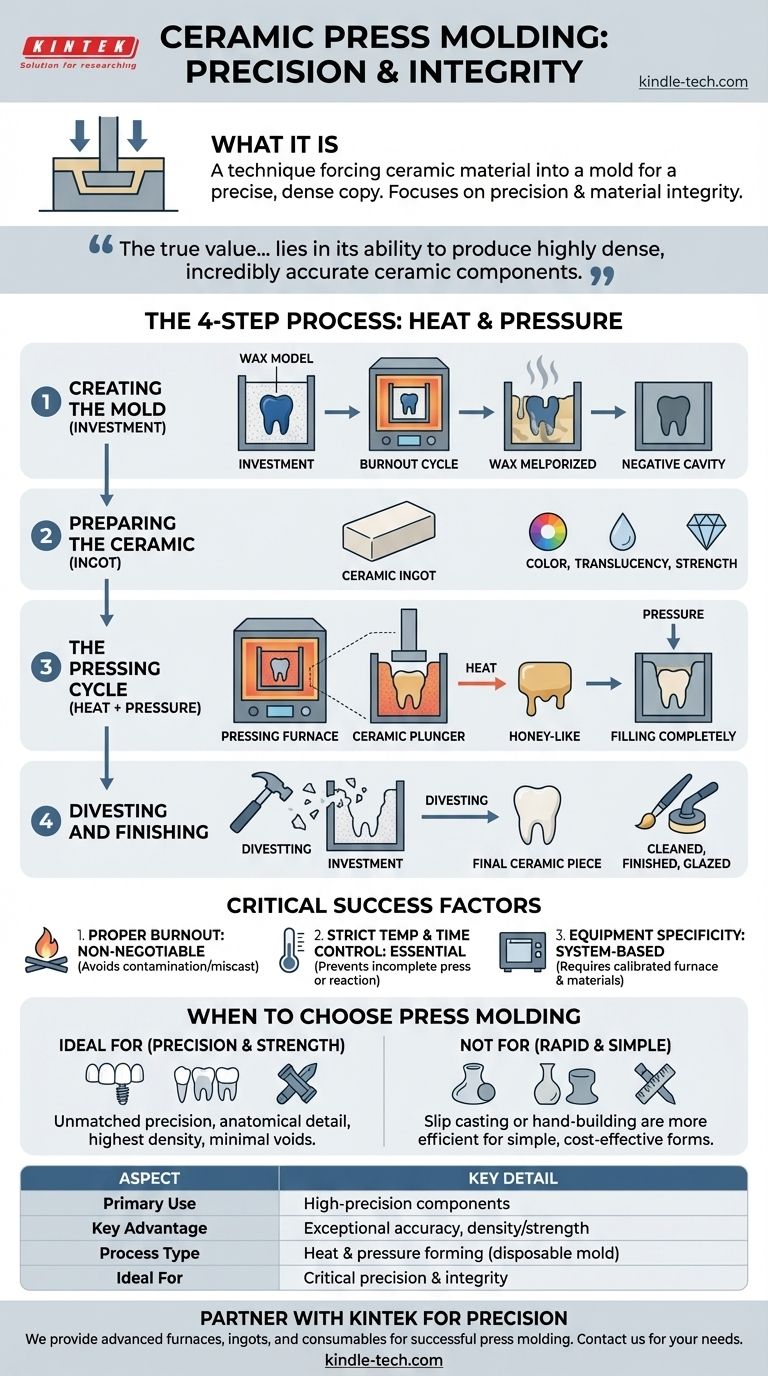
Étape 1 : Création du moule (L'investissement)
Le processus commence non pas par un moule réutilisable, mais par la création d'un moule jetable. Un modèle de l'objet désiré est d'abord réalisé, généralement en cire.
Ce modèle en cire est ensuite enfermé dans un matériau résistant à la chaleur, semblable à du plâtre, appelé revêtement. Une fois que le revêtement a durci, il est placé dans un four pour un cycle de décarbonisation.
Le cycle de décarbonisation a deux objectifs : il fait fondre et vaporise complètement la cire, laissant une cavité négative précisément détaillée, et il préchauffe le moule à la température correcte pour le pressage.
Étape 2 : Préparation de la céramique (Le lingot)
La matière première pour le pressage est un bloc de céramique préfabriqué et standardisé, connu sous le nom de lingot.
Ces lingots sont fabriqués dans des conditions industrielles pour avoir des propriétés spécifiques, telles que la couleur, la translucidité et la résistance. Le lingot approprié est sélectionné en fonction des exigences de la pièce finale.
Étape 3 : Le cycle de pressage (Chaleur et pression)
Le moule de revêtement chauffé est placé dans un four de pressage spécialisé. Le lingot de céramique et un piston en céramique sont placés dans un canal menant à la cavité du moule.
Le four chauffe le lingot jusqu'à ce qu'il ramollisse pour atteindre une consistance visqueuse, semblable à du miel. Au moment précis, le piston applique une pression, forçant la céramique ramollie à s'écouler et à remplir complètement l'espace négatif laissé par la cire brûlée.
Étape 4 : Dégarnissage et finition
Une fois le cycle de pressage terminé et le moule refroidi, le matériau de revêtement est soigneusement brisé, ou "dégarni", révélant la pièce céramique finale.
Cette pièce est une réplique très précise du modèle de cire original. Elle est ensuite nettoyée, finie et, si nécessaire, teintée ou émaillée pour obtenir son aspect final.
Comprendre les compromis et les facteurs critiques
Le moulage par pressage offre des résultats exceptionnels, mais c'est une technique qui exige précision et contrôle. Le succès dépend de la gestion de plusieurs variables clés.
Une décarbonisation correcte est non négociable
Un cycle de décarbonisation incomplet est une source principale d'échec. Tout carbone résiduel de la cire peut contaminer la céramique, provoquant une décoloration, une porosité ou un moulage complètement raté.
Un contrôle strict de la température et du temps est essentiel
L'ensemble du processus fonctionne dans une fenêtre thermique très spécifique. Si le four ou le moule est trop froid, le lingot de céramique ne s'écoulera pas correctement, ce qui entraînera un pressage incomplet.
Inversement, si la température est trop élevée, la céramique peut devenir trop fluide et réagir avec le matériau de revêtement, ruinant la finition de surface et la précision.
Spécificité de l'équipement et des matériaux
Ce n'est pas une technique à faible coût. Elle nécessite un investissement important dans un four de pressage calibré, des matériaux de revêtement spécialisés et des lingots de céramique de haute qualité. Chaque composant est conçu pour fonctionner comme faisant partie d'un système.
Faire le bon choix pour votre objectif
Le moulage par pressage est une technique puissante mais spécifique. Pour déterminer si elle répond à vos besoins, considérez votre objectif principal.
- Si votre objectif principal est une précision inégalée pour des articles comme les couronnes dentaires, les facettes ou les inlays : C'est la technique idéale, car elle excelle dans la création de pièces avec un ajustement parfait et des détails anatomiques.
- Si votre objectif principal est d'atteindre la densité et la résistance matérielles les plus élevées possibles : La pression utilisée dans ce processus minimise les vides internes et la porosité, créant un produit final exceptionnellement solide et durable.
- Si votre objectif principal est la production rapide de formes artistiques simples : D'autres méthodes comme le coulage en barbotine, le tournage ou le modelage manuel sont beaucoup plus efficaces et économiques pour ces applications.
En fin de compte, le moulage par pressage est le choix définitif lorsque la précision et l'intégrité du matériau ne peuvent être compromises.
Tableau récapitulatif :
| Aspect | Détail clé |
|---|---|
| Utilisation principale | Composants de haute précision (ex : couronnes dentaires, pièces techniques) |
| Avantage clé | Précision exceptionnelle et densité/résistance du matériau |
| Type de processus | Formage par chaleur et pression avec un moule jetable |
| Idéal pour | Applications où la précision et l'intégrité sont critiques |
Besoin de créer des composants céramiques denses et de haute précision ?
Chez KINTEK, nous sommes spécialisés dans la fourniture d'équipements de laboratoire et de consommables avancés – y compris des fours de pressage et des lingots de céramique de haute qualité – essentiels pour un processus de moulage par pressage réussi. Notre expertise vous assure d'atteindre l'intégrité matérielle et la précision que vos projets exigent.
Contactez nos experts dès aujourd'hui pour discuter de la manière dont nous pouvons soutenir vos besoins en fabrication céramique de précision.
Guide Visuel
Produits associés
- Moule de presse anti-fissuration pour usage en laboratoire
- Moules de presse cylindriques Assemble Lab
- Moule de pressage bidirectionnel rond pour laboratoire
- Moule de Presse Cylindrique avec Échelle pour Laboratoire
- Moules de Presse Cylindrique pour Applications de Laboratoire
Les gens demandent aussi
- Qu'est-ce que la méthode du moule à pression ? Un guide pour des formes céramiques cohérentes et détaillées
- Comment utiliser un moule à pression ? Maîtriser l'art des formes céramiques uniformes
- Quelle est la fonction des moules de pressage lors de la préparation des composites SiCf/Ti-43Al-9V ? Atteindre la précision structurelle
- Quel est le processus de moulage par compression ? Un guide étape par étape sur le moulage par compression
- À quoi sert un moule de pressage ? Obtenez une précision et une efficacité reproductibles



















