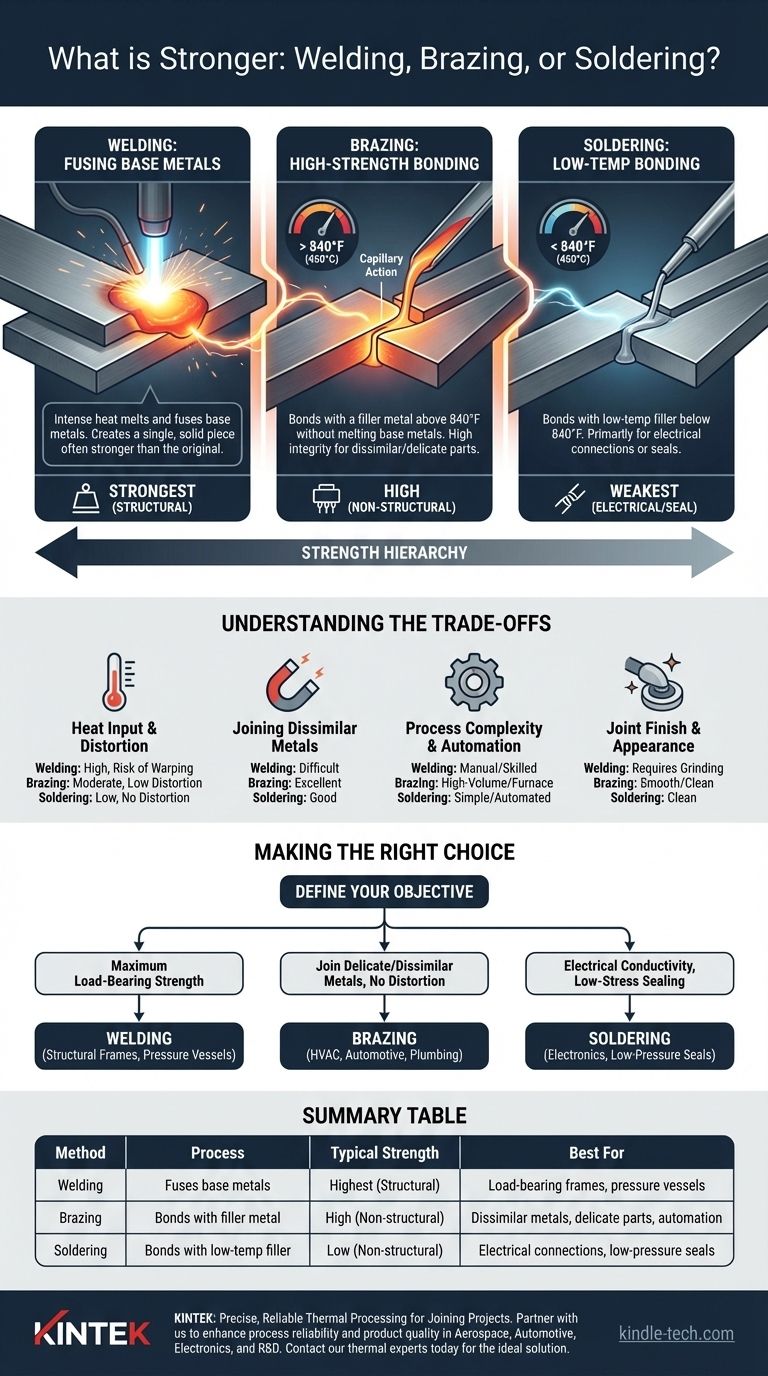
En règle générale, le soudage crée l'assemblage le plus solide des trois méthodes. Ceci est dû au fait que le soudage est un processus de fabrication qui fait fondre et fusionner les métaux de base ensemble, souvent avec un matériau d'apport, pour former une seule pièce solide. En revanche, le brasage et la brasure assemblent les matériaux en faisant fondre un métal d'apport entre eux sans faire fondre les métaux de base eux-mêmes.
L'idée essentielle est que la « résistance » n'est pas une propriété unique. Alors que le soudage offre la résistance à la traction et au cisaillement absolue la plus élevée, le brasage offre une intégrité d'assemblage supérieure lors du travail avec des métaux dissemblables ou lorsque l'on doit éviter la chaleur élevée et la déformation potentielle causées par le soudage.

Comprendre la différence fondamentale : Fusion contre Collage
La source de la résistance de chaque méthode provient de son mécanisme de base. Comprendre cette différence est essentiel pour choisir le bon processus pour votre application.
Soudage : Fusion des métaux de base
Le soudage fonctionne en appliquant une chaleur intense directement sur les matériaux de base, provoquant leur fusion et la formation d'un bain de fusion. Un matériau d'apport est souvent ajouté à ce bain pour créer une connexion robuste.
Lorsque le bain refroidit et se solidifie, les matériaux de base et d'apport sont métallurgiquement fusionnés en une seule pièce continue. Cela crée un assemblage homogène qui peut être aussi solide, voire plus solide, que les métaux de base d'origine.
Brasage et Brasure : Collage avec un métal d'apport
Le brasage et la brasure sont fondamentalement des processus adhésifs. Ils utilisent un métal d'apport avec un point de fusion inférieur à celui des matériaux de base assemblés.
Ce métal d'apport est chauffé jusqu'à ce qu'il devienne liquide et est attiré dans l'espace étroit entre les pièces par l'action capillaire. Il se solidifie ensuite, créant un lien solide qui maintient les composants ensemble sans jamais les faire fondre. La seule différence est la température : le brasage se produit au-dessus de 840°F (450°C), tandis que la brasure se produit en dessous de ce seuil.
Comparaison directe de la résistance des assemblages
Bien que le contexte soit primordial, il existe une hiérarchie de résistance directe entre ces trois méthodes.
1. Soudage : La connexion la plus solide
Grâce à la fusion des métaux de base, un soudage correctement exécuté est l'option la plus solide et incontestée. C'est la norme pour la fabrication de cadres structurels, de réservoirs sous pression et de toute application où l'assemblage doit supporter des charges importantes.
Le point faible d'un assemblage soudé n'est souvent pas le cordon de soudure lui-même, mais la zone affectée thermiquement (ZAT) — la zone du métal de base entourant la soudure qui a été modifiée, mais non fondue, par la chaleur.
2. Brasage : Collage à haute résistance
Le brasage produit un assemblage nettement plus solide que la brasure et suffisant pour un large éventail d'applications d'ingénierie. Bien qu'un assemblage brasé ne soit généralement pas aussi solide que le métal de base, sa résistance est substantielle.
La résistance provient à la fois des propriétés adhésives de l'alliage d'apport et de la grande surface créée par l'action capillaire. Le brasage est courant dans les systèmes CVC, automobiles et de plomberie où une intégrité d'assemblage élevée est requise.
3. Brasure : La plus faible des trois
La brasure crée l'assemblage le plus faible et n'est pas destinée aux applications structurelles ou supportant des charges. Son objectif principal est de former une connexion électrique ou un joint d'étanchéité à basse pression.
Les métaux d'apport mous et à basse température utilisés dans la brasure sont conçus pour la conductivité et la facilité d'utilisation, et non pour la résistance mécanique.
Comprendre les compromis : Pourquoi « le plus solide » n'est pas toujours « le meilleur »
Choisir une méthode d'assemblage uniquement en fonction de la résistance absolue est une erreur courante. La « meilleure » méthode est celle qui gère le mieux les compromis pour un objectif spécifique.
Apport de chaleur et distorsion
Le soudage introduit une quantité immense de chaleur localisée, ce qui peut facilement déformer, tordre ou fissurer des composants minces ou délicats. Les températures plus basses du brasage et de la brasure les rendent idéaux pour assembler des pièces où la stabilité dimensionnelle est critique.
Assemblage de métaux dissemblables
Le brasage excelle dans l'assemblage de métaux dissemblables, comme le cuivre à l'acier ou l'aluminium au laiton. Étant donné que les métaux de base ne sont pas fondus, il n'y a aucun risque de créer des alliages cassants et incompatibles. Le soudage de métaux dissemblables est un processus très complexe qui est souvent impossible.
Complexité du processus et automatisation
Le brasage peut être effectué dans un four, ce qui le rend très adapté à la production à grand volume et à l'automatisation. Le soudage nécessite souvent une main-d'œuvre manuelle plus directe et qualifiée pour chaque assemblage, ce qui peut être plus lent et plus coûteux à grande échelle.
Finition et apparence de l'assemblage
Les assemblages brasés sont naturellement lisses et propres, ne nécessitant souvent aucune finition secondaire. Les assemblages soudés, en revanche, présentent fréquemment des projections et un cordon irrégulier qui doivent être meulés, ajoutant une étape supplémentaire au processus de fabrication.
Faire le bon choix pour votre objectif
Pour sélectionner le processus correct, vous devez d'abord définir votre objectif principal.
- Si votre objectif principal est une résistance maximale à la charge : Le soudage est le choix inégalé pour créer des assemblages structurels aussi solides que les métaux de base eux-mêmes.
- Si votre objectif principal est d'assembler des métaux délicats, minces ou dissemblables sans distorsion : Le brasage offre un équilibre supérieur entre une résistance élevée et un faible apport de chaleur, créant des assemblages propres et fiables.
- Si votre objectif principal est la conductivité électrique ou l'étanchéité sous faible contrainte : La brasure est la méthode correcte et rentable conçue spécifiquement pour ces applications non structurelles.
Choisir la bonne méthode nécessite d'adapter les propriétés de l'assemblage — et pas seulement sa résistance absolue — aux exigences uniques de votre projet.
Tableau récapitulatif :
| Méthode | Processus | Résistance typique | Idéal pour |
|---|---|---|---|
| Soudage | Fusionne les métaux de base | La plus élevée (Structurel) | Cadres porteurs, réservoirs sous pression |
| Brasage | Assemble avec métal d'apport | Élevée (Non structurel) | Métaux dissemblables, pièces délicates, automatisation |
| Brasure | Assemble avec métal d'apport à basse température | Faible (Non structurel) | Connexions électriques, joints d'étanchéité à basse pression |
Besoin d'un traitement thermique précis et fiable pour vos projets d'assemblage de matériaux ?
Que vous développiez des cycles de brasage pour des assemblages complexes ou que vous ayez besoin d'un traitement thermique constant pour des composants soudés, les fours de laboratoire avancés de KINTEK offrent le contrôle uniforme de la température essentiel au succès.
Nous servons les industries où l'intégrité de l'assemblage est critique, notamment :
- Aérospatiale et Automobile : Pour le brasage et le traitement thermique de composants haute performance.
- Fabrication Électronique : Pour des processus de brasure et de recuit précis.
- Recherche et Développement : Pour le prototypage et les tests de nouvelles techniques et matériaux d'assemblage.
Associez-vous à KINTEK pour améliorer la fiabilité de vos processus et la qualité de vos produits. Nos équipements sont conçus pour la précision et la durabilité, vous aidant à obtenir des résultats plus solides et plus cohérents.
Contactez nos experts thermiques dès aujourd'hui pour discuter de votre application spécifique et trouver la solution idéale pour votre laboratoire.
Guide Visuel
Produits associés
- Presse isostatique à chaud pour la recherche sur les batteries à état solide
- Outils de dressage au diamant CVD pour applications de précision
- Mélangeur rotatif à disque de laboratoire pour un mélange et une homogénéisation efficaces des échantillons
- Machine de tamisage vibrant de laboratoire Tamis vibrant à claquement
- Presse isostatique à chaud WIP Station de travail 300 MPa pour applications haute pression
Les gens demandent aussi
- Quel est l'objectif du pressage isostatique à chaud ? Atteindre une densité et des performances matérielles supérieures
- Quelle est la température du pressage isostatique à chaud ? Atteindre la densité totale pour les composants critiques
- Quelles sont les propriétés attrayantes des produits pressés isostatiquement à chaud ? Atteignez une densité parfaite et des performances supérieures
- À quoi sert le pressage isostatique à chaud ? Atteindre une intégrité matérielle ultime
- Que fait le pressage isostatique à chaud ? Éliminer les défauts internes pour une performance supérieure des pièces



















