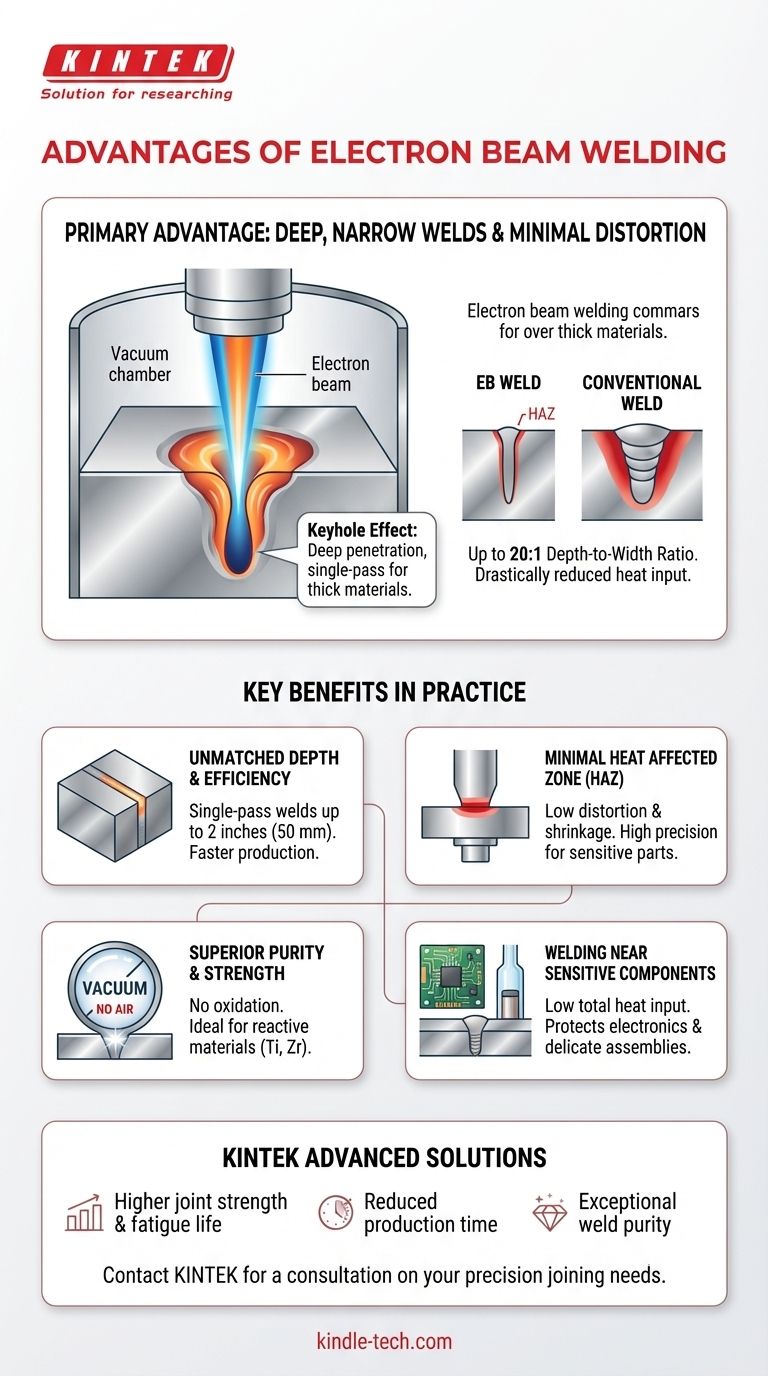
L'avantage principal du soudage par faisceau d'électrons est sa capacité à produire des soudures exceptionnellement profondes et étroites avec une distorsion thermique minimale. Il y parvient en utilisant un faisceau d'électrons à haute vitesse, étroitement focalisé, dans un environnement sous vide, concentrant une énergie immense sur un point minuscule. Cela permet le soudage en une seule passe de matériaux épais qui nécessiteraient autrement plusieurs passes, une préparation complexe et un apport de chaleur important avec les méthodes conventionnelles.
Le soudage par faisceau d'électrons (EB) échange la complexité d'un environnement sous vide contre un contrôle inégalé. Il en résulte un processus à haute densité de puissance qui produit des soudures profondes et propres avec des dommages thermiques minimes sur le matériau environnant, un exploit souvent irréalisable avec d'autres méthodes.
La physique de la haute densité de puissance
Pour comprendre les avantages du soudage EB, il faut d'abord comprendre ses principes fondamentaux. Le processus est défini par son utilisation d'un faisceau d'électrons à haute énergie et d'un environnement sous vide.
Le rôle du faisceau d'électrons
Un canon à électrons génère et accélère un flux d'électrons à des vitesses extrêmement élevées, généralement 50 à 70 % de la vitesse de la lumière. Des lentilles magnétiques focalisent ensuite ce flux en un faisceau très fin et à haute énergie.
Cette concentration d'énergie est la source des capacités uniques du soudage EB.
La nécessité du vide
L'ensemble du processus se déroule à l'intérieur d'une chambre à vide. Le vide est essentiel pour deux raisons.
Premièrement, il empêche les électrons d'entrer en collision avec les molécules d'air, ce qui disperserait le faisceau et dissiperait son énergie. Le vide garantit que le faisceau reste focalisé et délivre toute sa puissance à la pièce à usiner.
Deuxièmement, le vide agit comme un bouclier parfait, protégeant le bain de fusion contre les contaminants atmosphériques comme l'oxygène et l'azote, qui peuvent provoquer des défauts et affaiblir le joint.
Création de l'effet « trou de serrure » (Keyhole)
Lorsque le faisceau à haute énergie frappe le matériau, il vaporise instantanément une petite colonne de métal. Cela crée une cavité profonde et étroite connue sous le nom de trou de serrure (keyhole).
Le faisceau pénètre profondément dans le matériau à travers ce trou de serrure. Lorsque le faisceau se déplace le long du joint, le métal en fusion s'écoule autour du trou de serrure et se solidifie derrière lui, formant une soudure très profonde et étroite.
Avantages clés en pratique
La physique du processus se traduit directement par des avantages significatifs en matière de fabrication et de conception.
Rapport profondeur/largeur inégalé
L'effet de trou de serrure permet des pénétrations de soudure allant jusqu'à deux pouces (50 mm) dans l'acier. La soudure résultante est extrêmement étroite, souvent avec un rapport profondeur/largeur de 20:1 ou plus.
Cela élimine le besoin de passes multiples requises par les procédés de soudage à l'arc, réduisant considérablement le temps de soudage et la consommation de consommables pour les sections épaisses.
Zone affectée thermiquement (ZAT) minimale
Étant donné que l'énergie est délivrée de manière si précise et efficace, l'apport total de chaleur dans le composant est très faible.
Il en résulte une Zone Affectée Thermiquement (ZAT) minuscule — la zone du matériau de base dont la microstructure est modifiée par la chaleur. Une petite ZAT signifie une déformation, un retrait et une perte de résistance du matériau minimaux.
Pureté et résistance supérieures
Le soudage sous vide empêche la formation d'oxydes et de nitrures dans le bain de fusion. Cela produit une soudure exceptionnellement propre et de haute pureté.
Ceci est particulièrement critique pour les matériaux réactifs comme le titane, le zirconium et le niobium, ainsi que pour les applications exigeant la plus haute résistance de joint et la plus longue durée de vie en fatigue possibles.
Soudage à proximité de composants sensibles
Le faible apport de chaleur total et la déformation minimale permettent de souder à proximité de composants sensibles à la chaleur.
Cela inclut les joints verre-métal, l'électronique, les surfaces pré-usinées ou les assemblages délicats qui seraient endommagés ou déformés par la chaleur plus élevée des procédés de soudage conventionnels.
Comprendre les compromis
Aucun processus n'est sans limites. L'environnement unique requis pour le soudage EB introduit des contraintes spécifiques qui doivent être prises en compte.
La contrainte de la chambre à vide
Les pièces doivent tenir à l'intérieur d'une chambre à vide. Cela limite la taille maximale de la pièce et ajoute un temps considérable au processus pour pomper la chambre jusqu'au niveau de vide requis.
Exigence d'un ajustement précis
Le faisceau d'énergie focalisé exige que les pièces soient conçues avec un ajustement très précis. Contrairement à certains procédés de soudage à l'arc, le soudage EB ne peut pas combler de manière fiable des jeux importants ou incohérents.
Génération de rayons X
L'interaction des électrons à haute énergie avec le matériau de la pièce génère des rayons X. La chambre à vide doit être correctement blindée avec du plomb pour protéger les opérateurs, ce qui augmente la complexité et le coût de la machine.
Coût d'investissement initial élevé
Les systèmes de soudage EB, avec leurs alimentations haute tension, leurs canons à électrons, leurs chambres à vide et leurs commandes CNC, représentent un investissement en capital nettement plus élevé que les équipements de soudage à l'arc standard.
Le soudage par faisceau d'électrons convient-il à votre application ?
Le choix de ce procédé dépend entièrement de savoir si ses avantages uniques résolvent votre défi d'ingénierie spécifique.
- Si votre objectif principal est la performance et la précision : Pour les applications critiques dans l'aérospatiale, les implants médicaux ou la défense où l'intégrité de la soudure et la distorsion minimale sont non négociables, le soudage EB est souvent le choix supérieur.
- Si votre objectif principal est de joindre des sections épaisses en une seule passe : La pénétration profonde du soudage EB peut réduire considérablement le temps de production et la distorsion par rapport au soudage conventionnel multipasse, justifiant son coût.
- Si votre objectif principal est de souder des matériaux réactifs ou dissemblables : L'environnement sous vide propre rend le soudage EB idéal pour joindre des matériaux comme le titane, le cuivre ou le niobium qui sont difficiles ou impossibles à souder proprement avec d'autres méthodes.
- Si votre objectif principal est la sensibilité au coût pour des pièces simples : Pour la fabrication générale où une haute précision n'est pas requise, le coût et le temps de cycle du soudage EB sont probablement prohibitifs, et les méthodes conventionnelles sont plus appropriées.
En fin de compte, choisir le soudage par faisceau d'électrons est un investissement dans le contrôle des processus pour obtenir des résultats métallurgiques que d'autres méthodes ne peuvent pas atteindre.
Tableau récapitulatif :
| Avantage clé | Bénéfice clé | Idéal pour |
|---|---|---|
| Rapport profondeur/largeur inégalé | Soudages en une seule passe jusqu'à 2 pouces de profondeur | Assemblage de sections épaisses efficacement |
| Zone Affectée Thermiquement (ZAT) minimale | Faible déformation et retrait | Composants de précision et assemblages sensibles |
| Pureté de soudure supérieure | Aucune oxydation dans l'environnement sous vide | Matériaux réactifs (titane, zirconium) |
| Faible apport de chaleur total | Protège les pièces sensibles à la chaleur à proximité | Électronique, joints verre-métal |
Vous avez besoin d'une solution de soudage offrant précision et résistance pour vos composants critiques ?
Chez KINTEK, nous sommes spécialisés dans les équipements de laboratoire et de fabrication avancés, y compris les systèmes de soudage par faisceau d'électrons. Nos solutions sont conçues pour des industries telles que l'aérospatiale, le médical et la défense, où l'intégrité de la soudure est primordiale. Nous pouvons vous aider à obtenir :
- Une résistance de joint et une durée de vie en fatigue plus élevées pour les applications exigeantes.
- Un temps de production réduit en joignant des matériaux épais en une seule passe.
- Une pureté de soudure exceptionnelle pour les métaux réactifs et dissemblables.
Laissez nos experts vous aider à déterminer si le soudage par faisceau d'électrons est le bon investissement pour vos besoins d'assemblage de précision. Contactez KINTEK dès aujourd'hui pour une consultation !
Guide Visuel
Produits associés
- Système d'équipement de machine HFCVD pour le revêtement de nanodiamant de filière de tréfilage
- Moule de presse anti-fissuration pour usage en laboratoire
- Tamis de laboratoire et machines de tamisage
- Meuleuse de laboratoire à billes vibrante à haute énergie de type à réservoir unique
- Lyophilisateur de laboratoire de paillasse
Les gens demandent aussi
- Qu'est-ce que le dépôt chimique en phase vapeur de diamant à filament chaud ? Un guide sur le revêtement de diamant synthétique
- Quel est le processus de dépôt de revêtement ? Un guide étape par étape pour l'ingénierie des films minces
- Comment les diamants CVD se développent-ils ? Un guide étape par étape sur la création de diamants de laboratoire
- Le sputtering est-il une PVD ? Découvrez la technologie de revêtement clé pour votre laboratoire
- Comment est fabriqué le revêtement diamant ? Un guide des méthodes CVD et PVD



















