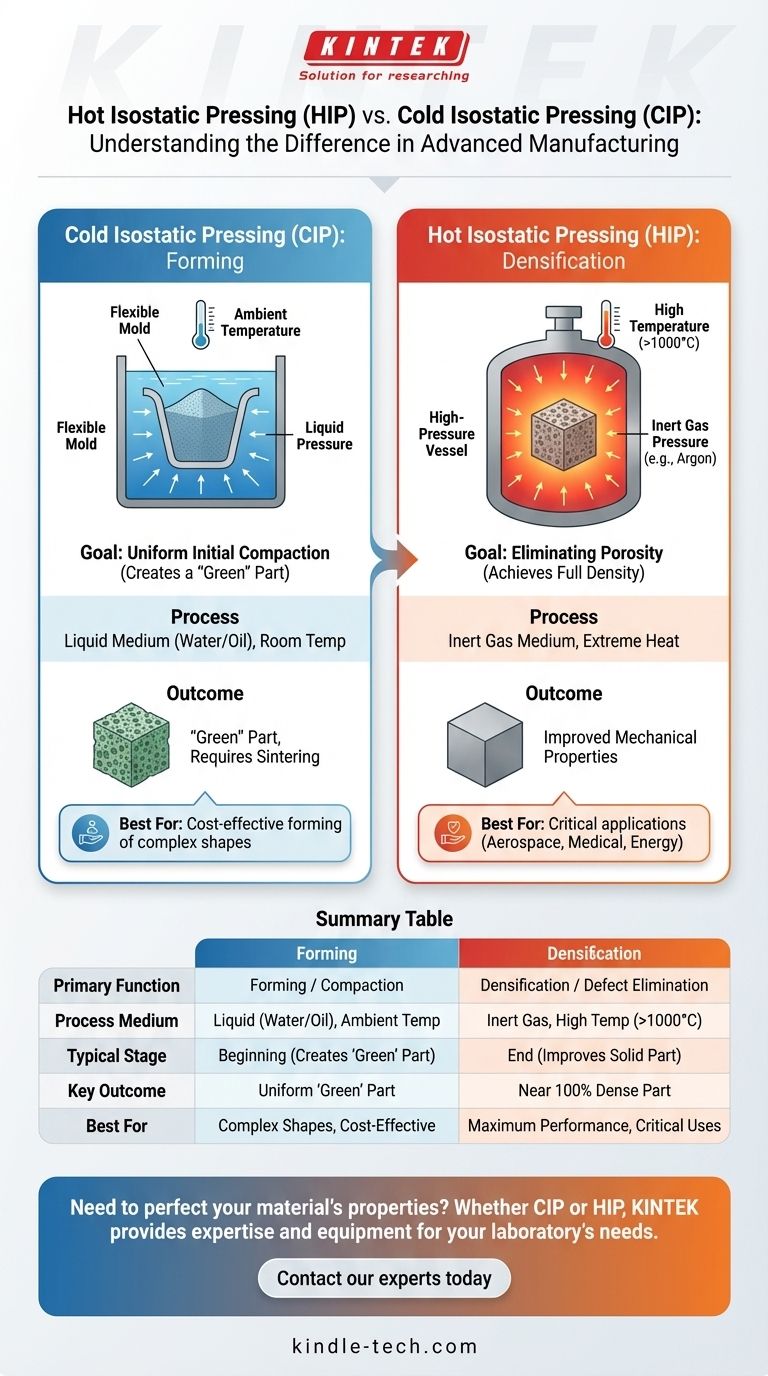
À la base, la différence fondamentale entre le pressage isostatique à chaud et à froid réside dans leur objectif au sein du processus de fabrication. Le pressage isostatique à froid (PIC) utilise un liquide à température ambiante pour compacter la poudre en une forme préliminaire et manipulable appelée pièce "verte". Le pressage isostatique à chaud (PIC) utilise un gaz inerte chauffé à haute pression pour éliminer la porosité interne et atteindre la pleine densité d'une pièce déjà solide.
La distinction essentielle n'est pas seulement la température, mais la fonction. Le PIC est un processus de formage utilisé au début d'un cycle de fabrication, tandis que le PIC est un processus de densification utilisé à la fin pour perfectionner les propriétés finales d'un composant.

Qu'est-ce que le pressage isostatique à froid (PIC) ?
Le pressage isostatique à froid est une méthode de traitement des matériaux qui se concentre sur le compactage initial des poudres en une masse solide.
L'objectif : Compactage initial uniforme
L'objectif principal du PIC est de prendre une poudre lâche et de la presser en une forme avec une densité uniforme. Cela crée un composant fragile, connu sous le nom de pièce "verte", qui possède une intégrité structurelle suffisante pour être manipulé et déplacé vers l'étape de fabrication suivante.
Le processus : Température ambiante, pression liquide
Dans le PIC, la poudre est scellée dans un moule flexible et étanche. Ce moule est ensuite immergé dans une chambre remplie d'un liquide, généralement de l'eau ou de l'huile. La chambre est pressurisée, appliquant une pression uniforme, isostatique (égale dans toutes les directions) au moule, ce qui compacte la poudre à l'intérieur à température ambiante.
Le résultat : Une pièce "verte"
La pièce résultante n'a pas sa résistance ou sa densité finale. Elle doit subir un processus ultérieur à haute température appelé frittage pour lier les particules de poudre entre elles et atteindre ses propriétés mécaniques finales.
Qu'est-ce que le pressage isostatique à chaud (PIC) ?
Le pressage isostatique à chaud est un processus de finition conçu pour perfectionner la structure interne d'un composant déjà formé.
L'objectif : Éliminer la porosité
Le but principal du PIC est de fermer et d'éliminer tous les vides internes, défauts ou pores microscopiques au sein d'une pièce solide. Ceci est couramment effectué sur des pièces moulées en métal de haute performance ou sur des pièces qui ont déjà été frittées après un processus de PIC.
Le processus : Haute température et pression de gaz
Pendant le PIC, un composant solide est placé à l'intérieur d'un récipient de confinement à haute pression. Le récipient est chauffé à des températures extrêmement élevées — souvent plus de 1 000 °C — tout en étant rempli d'un gaz inerte à haute pression comme l'argon. Cette combinaison de chaleur et de pression provoque la déformation plastique du matériau à l'échelle microscopique, forçant les vides internes à s'effondrer et à fusionner par diffusion à l'état solide.
Le résultat : Une pièce entièrement dense
Le résultat est un composant avec une densité théorique de près de 100 %. Ce processus améliore considérablement les propriétés mécaniques telles que la durée de vie en fatigue, la ductilité et la ténacité à la rupture, ce qui le rend essentiel pour les applications critiques dans l'aérospatiale, les implants médicaux et l'énergie.
Comprendre les compromis
Choisir entre le PIC et le PIC n'est pas une décision "soit l'un, soit l'autre" ; ils remplissent des fonctions fondamentalement différentes et sont souvent utilisés en séquence.
PIC : Formage rentable de formes complexes
Le PIC est une excellente méthode pour créer des formes initiales complexes qui seraient difficiles ou impossibles à obtenir avec le pressage matriciel traditionnel. Parce que la pression est isostatique, elle produit une pièce verte avec une densité très uniforme, ce qui réduit le gauchissement pendant l'étape de frittage final. Cependant, il ne s'agit que d'une étape de formage préliminaire.
PIC : Le summum de la performance des matériaux
Le PIC offre la plus haute intégrité matérielle possible en éliminant les défauts internes qui agissent comme des concentrateurs de contraintes. Cette performance a un coût, car l'équipement et les cycles de traitement du PIC sont considérablement plus complexes et coûteux que ceux du PIC. Il est réservé aux composants pour lesquels la défaillance n'est pas une option.
Faire le bon choix pour votre objectif
Le bon processus dépend entièrement de ce que vous devez accomplir avec votre matériau.
- Si votre objectif principal est de former une forme complexe à partir de poudre avant le frittage final : Le PIC est votre méthode pour créer une pièce "verte" uniforme prête pour le four.
- Si votre objectif principal est d'éliminer la porosité interne et d'atteindre une densité maximale dans une pièce coulée ou frittée : Le PIC est l'étape finale essentielle pour améliorer les propriétés mécaniques et assurer la fiabilité.
Comprendre cette distinction vous permet de sélectionner l'outil correct pour former ou perfectionner votre composant dans un flux de travail de fabrication avancé.
Tableau récapitulatif :
| Caractéristique | Pressage isostatique à froid (PIC) | Pressage isostatique à chaud (PIC) |
|---|---|---|
| Fonction principale | Formage / Compactage | Densification / Élimination des défauts |
| Milieu de processus | Liquide (eau/huile) à température ambiante | Gaz inerte (par exemple, argon) à haute température (>1000°C) |
| Étape typique dans la fabrication | Début (crée une pièce 'verte') | Fin (améliore une pièce solide) |
| Résultat clé | Pièce 'verte' à densité uniforme pour le frittage | Pièce presque 100 % dense avec des propriétés mécaniques supérieures |
| Idéal pour | Formage rentable de formes complexes | Applications critiques nécessitant des performances maximales (aérospatiale, médical) |
Besoin de perfectionner les propriétés de votre matériau ? Que vous formiez des formes complexes à partir de poudre avec le PIC ou que vous visiez une densité et des performances maximales avec le PIC, KINTEK possède l'expertise et l'équipement pour répondre aux besoins de fabrication avancée de votre laboratoire. Nos équipements de laboratoire spécialisés et nos consommables sont conçus pour soutenir les processus critiques dans les secteurs de l'aérospatiale, du médical et de l'énergie.
Contactez nos experts dès aujourd'hui pour discuter de la manière dont nos solutions peuvent améliorer votre flux de travail et les performances de vos matériaux.
Guide Visuel
Produits associés
- Presse isostatique à chaud pour la recherche sur les batteries à l'état solide
- Moules de Pressage Isostatique pour Laboratoire
- Presse isostatique à froid de laboratoire électrique divisée CIP pour pressage isostatique à froid
- Presse Isostatique à Froid Automatique de Laboratoire CIP Presse Isostatique à Froid
- Presse isostatique manuelle à froid CIP pour pastilles
Les gens demandent aussi
- Quelle est la fonction d'une presse isostatique à chaud (WIP) dans les cellules à poche entièrement à état solide ? Optimiser la densité de la batterie
- Quel est le processus du pressage isostatique ? Obtenir une densité uniforme et des formes complexes
- Quel est le principe du pressage isostatique à chaud ? Atteindre 100 % de densité et des performances supérieures
- Pourquoi les presses isostatiques à chaud (WIP) sont-elles nécessaires pour les batteries à état solide ? Atteindre un contact au niveau atomique
- À quoi sert une presse isostatique ? Obtenir une densité uniforme et éliminer les défauts

















