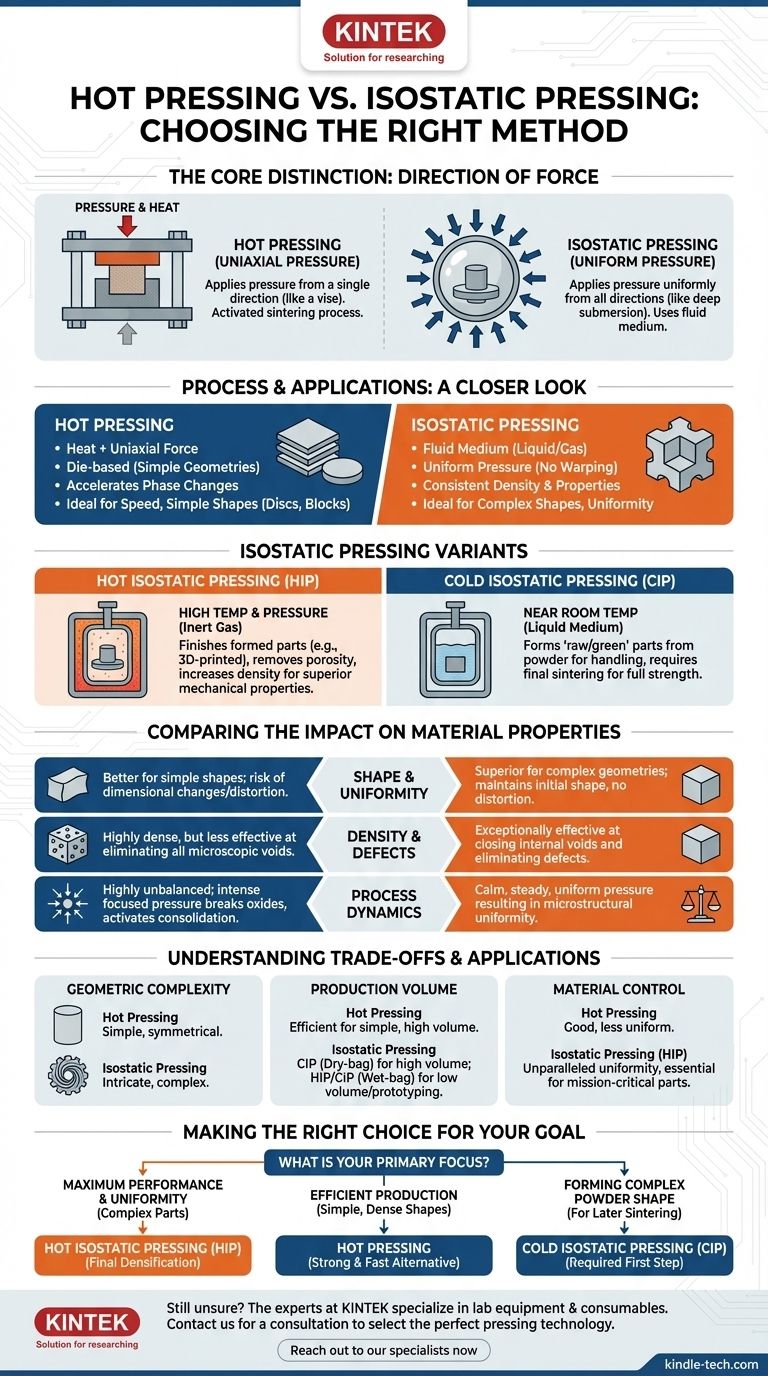
La différence fondamentale entre le pressage à chaud et le pressage isostatique réside dans la direction de la force appliquée. Le pressage à chaud applique la pression à partir d'une seule direction (uniaxiale), un peu comme un étau. En revanche, le pressage isostatique applique une pression uniforme dans toutes les directions simultanément, comme si l'objet était plongé profondément dans l'océan.
Le choix entre ces méthodes est un choix entre une force ciblée et directionnelle et une force uniforme et omniprésente. Le pressage à chaud est idéal pour les géométries plus simples où la vitesse est un facteur, tandis que le pressage isostatique excelle dans la création de composants hautement uniformes aux formes complexes.

La distinction essentielle : Comment la pression est appliquée
Comprendre comment la force est transmise au matériau est la clé pour différencier ces deux puissants procédés de fabrication. La méthode d'application de la pression influence directement les propriétés finales et la géométrie du composant.
Pressage à chaud : Pression uniaxiale
Le pressage à chaud combine la chaleur et la pression unidirectionnelle en même temps, utilisant généralement une matrice. Considérez-le comme un processus d'estampage chauffé et hautement contrôlé.
Cette application simultanée de chaleur et de force en fait un « processus de frittage activé ». Il accélère considérablement les changements de phase et la formation d'alliages au sein du mélange de poudre.
Pressage isostatique : Pression uniforme
Le pressage isostatique utilise un fluide — liquide ou gaz — pour transmettre la pression uniformément sur toute la surface de la pièce. Cela garantit qu'il n'y a pas de forces directionnelles susceptibles de déformer ou de gauchir le composant.
Cette méthode est définie par son uniformité, ce qui entraîne une densité et des propriétés mécaniques constantes dans tout le matériau.
Un examen plus approfondi des méthodes de pressage isostatique
Le « pressage isostatique » est une catégorie qui comprend deux processus distincts basés sur l'application de chaleur.
Pressage isostatique à chaud (HIP)
Le pressage isostatique à chaud (HIP) est effectué à des températures et des pressions très élevées. Il utilise un gaz inerte à haute pression, tel que l'argon, pour consolider les matériaux.
Le HIP est une étape de finition utilisée pour éliminer la porosité interne et augmenter la densité des pièces qui ont déjà été formées, telles que les pièces moulées en métal ou les composants imprimés en 3D. Il en résulte des propriétés mécaniques et une uniformité des matériaux supérieures.
Pressage isostatique à froid (CIP)
Le pressage isostatique à froid (CIP) applique la pression à température ambiante ou proche de celle-ci en utilisant un milieu liquide comme l'eau ou l'huile.
Son objectif n'est pas de créer une pièce finale entièrement dense. Au lieu de cela, le CIP est utilisé pour former une pièce « brute » ou « verte » à partir d'une poudre. Cette pièce possède suffisamment de résistance pour être manipulée et usinée avant de subir un processus de frittage final séparé pour atteindre sa pleine résistance.
Comparaison de l'impact sur les propriétés des matériaux
La différence entre la pression uniaxiale et la pression isostatique a des conséquences significatives sur le produit final.
Forme et uniformité
Le HIP est supérieur pour maintenir la forme initiale d'un composant, en particulier pour les géométries complexes. La pression uniforme empêche la distorsion.
Le pressage à chaud, avec sa force unidirectionnelle, est mieux adapté aux formes plus simples comme les disques ou les blocs et peut provoquer des changements dimensionnels qui doivent être pris en compte.
Densité et défauts internes
Les deux processus produisent des matériaux très denses. Cependant, le HIP est exceptionnellement efficace pour fermer les vides internes et éliminer les défauts microscopiques.
Cela conduit à des matériaux aux propriétés mécaniques très cohérentes et prévisibles, ce qui est essentiel pour les applications haute performance telles que les composants aérospatiaux.
Dynamique du processus
Le processus de frittage lors du pressage à chaud est décrit comme très déséquilibré. La pression intense et focalisée est efficace pour briser les oxydes de surface sur les particules de poudre, activant le processus de consolidation.
Cela peut être avantageux pour certains matériaux, mais il en résulte une uniformité microstructurale moindre par rapport à la pression calme et constante du HIP.
Comprendre les compromis et les applications
Choisir entre ces méthodes nécessite une compréhension claire des objectifs de votre projet, de la géométrie au volume de production.
Complexité géométrique
Pour les pièces aux formes complexes ou complexes, le pressage isostatique est le choix évident. La pression uniforme s'adapte parfaitement à toute surface, assurant une densification uniforme sans endommager les caractéristiques délicates. Le pressage à chaud est limité aux géométries plus simples, souvent symétriques.
Volume de production
Le pressage à chaud peut être une méthode efficace pour produire des formes simples comme des plaques ou des tiges. Pour le pressage isostatique, le CIP à sac sec peut être automatisé pour la production en grand volume de pièces telles que les isolateurs de bougies d'allumage, tandis que le CIP à sac humide est mieux adapté au prototypage et à la recherche.
Contrôle des propriétés des matériaux
Le HIP offre un contrôle inégalé sur la microstructure finale d'un matériau. Il minimise la ségrégation dans les alliages et offre les propriétés mécaniques les plus uniformes possibles, ce qui le rend essentiel pour les pièces critiques. Bien qu'efficace, le pressage à chaud n'atteint pas le même niveau d'uniformité.
Faire le bon choix pour votre objectif
En fin de compte, le meilleur processus dépend entièrement de votre objectif spécifique.
- Si votre objectif principal est la performance maximale et l'uniformité pour les pièces complexes : Le pressage isostatique à chaud (HIP) est le choix correct pour la densification finale.
- Si votre objectif principal est de produire efficacement des formes denses et simples : Le pressage à chaud est une alternative solide et souvent plus rapide.
- Si votre objectif principal est de former une forme de poudre complexe pour un frittage ultérieur : Le pressage isostatique à froid (CIP) est l'étape initiale requise.
Choisir la bonne méthode de pressage est fondamental pour obtenir la densité, la forme et la performance mécanique souhaitées dans votre composant final.
Tableau récapitulatif :
| Caractéristique | Pressage à chaud | Pressage isostatique |
|---|---|---|
| Direction de la pression | Uniaxiale (une direction) | Uniforme (toutes directions) |
| Géométrie idéale | Formes simples (disques, blocs) | Formes complexes et complexes |
| Uniformité du matériau | Bonne | Supérieure (Très cohérente) |
| Utilisation principale | Production efficace de formes denses | Élimination des défauts internes, formation de pièces « vertes » complexes (CIP) |
| Idéal pour la performance | Composants plus simples où la vitesse est clé | Pièces critiques nécessitant une uniformité maximale (HIP) |
Vous ne savez toujours pas quelle méthode de pressage convient à votre projet ?
Choisir entre le pressage à chaud et le pressage isostatique est essentiel pour obtenir la densité, la forme et la performance souhaitées dans votre composant final. Les experts de KINTEK sont là pour vous aider à naviguer dans ces décisions complexes.
Nous sommes spécialisés dans la fourniture de l'équipement de laboratoire et des consommables appropriés pour vos besoins spécifiques de traitement des matériaux. Que vous développiez de nouveaux matériaux, travailliez avec des géométries complexes ou ayez besoin d'une uniformité maximale des matériaux pour des applications haute performance, nous avons l'expertise et les solutions pour soutenir votre travail.
Contactez-nous dès aujourd'hui pour une consultation, et laissez-nous vous aider à sélectionner la technologie de pressage parfaite pour optimiser vos résultats.
Contactez nos spécialistes techniques maintenant pour discuter de votre application.
Guide Visuel
Produits associés
- Presse hydraulique chauffante automatique avec plaques chauffantes pour presse à chaud de laboratoire 25T 30T 50T
- Presse hydraulique manuelle chauffante haute température avec plaques chauffantes pour laboratoire
- Presse à chaud sous vide automatique à écran tactile
- Presse hydraulique automatique chauffante 30T/40T à plaques chauffantes pour presse à chaud de laboratoire
- Four de Pressage à Chaud sous Vide Machine de Pressage sous Vide Chauffée
Les gens demandent aussi
- Quelle est la fonction principale d'une presse hydraulique chauffante de laboratoire dans le CSP ? Révolutionner le frittage de céramiques à basse température
- À quoi sert une presse hydraulique chauffante ? Outil essentiel pour le durcissement, le moulage et le laminage
- Pourquoi la fonction de chauffage d'une presse hydraulique de laboratoire est-elle essentielle pour l'assemblage de la MEA dans les DEFC ? Optimiser la Liaison Cellulaire
- Quelles conditions techniques une presse hydraulique chauffée offre-t-elle pour les batteries PEO ? Optimisation des interfaces à état solide
- Comment une presse hydraulique chauffée est-elle utilisée pour les batteries Li-LLZO ? Optimiser la liaison interfaciale avec la pression thermique


















