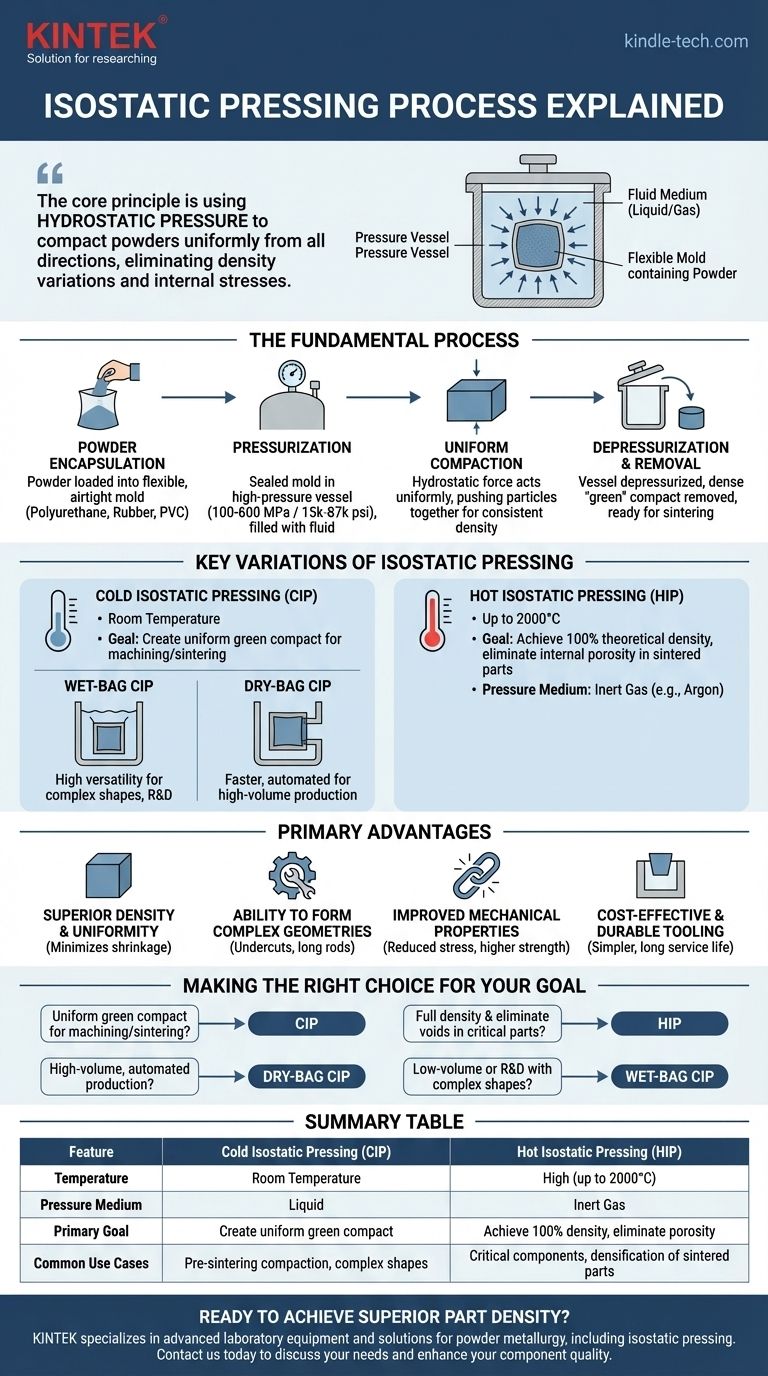
Le pressage isostatique est un processus de métallurgie des poudres qui forme un composant solide en soumettant une poudre scellée dans un moule flexible à une pression élevée et uniforme. Cette pression est transmise à travers un fluide – liquide ou gazeux – garantissant que la force de compression est appliquée de manière égale dans toutes les directions. Le résultat est un compact « vert » très uniforme et dense, prêt pour des traitements ultérieurs comme le frittage.
Le principe fondamental du pressage isostatique est l'utilisation de la pression hydrostatique pour compacter les poudres. Contrairement au pressage traditionnel qui applique une force dans une ou deux directions, cette méthode élimine les variations de densité et les contraintes internes, ce qui la rend idéale pour créer des pièces complexes et de haute performance.

Le processus fondamental expliqué
L'efficacité du pressage isostatique découle d'un principe de base de la dynamique des fluides : la pression appliquée à un fluide confiné est transmise sans diminution à chaque partie du fluide et aux parois du récipient.
Étape 1 : Encapsulation de la poudre
Le processus commence par le chargement d'une quantité précisément mesurée de poudre dans un moule ou un sac flexible et hermétique. Ce moule est généralement fabriqué à partir de matériaux comme le polyuréthane, le caoutchouc ou le PVC et est conçu pour être la forme inverse de la pièce désirée.
Étape 2 : Pressurisation
Le moule scellé est placé à l'intérieur d'un récipient haute pression. Le récipient est ensuite rempli de fluide, et des pompes augmentent la pression jusqu'au niveau requis, généralement de 100 à 600 MPa (15 000 à 87 000 psi).
Étape 3 : Compactage uniforme
La pression hydrostatique du fluide agit uniformément sur toute la surface du moule flexible. Cette force est transmise à travers le moule aux particules de poudre, les rapprochant et créant un objet solide avec une densité constante partout.
Étape 4 : Dépressurisation et retrait
Après avoir maintenu la pression cible pendant une durée définie, le récipient est soigneusement dépressurisé. La pièce compactée, désormais appelée compact « vert », est retirée du moule. Elle est suffisamment solide pour être manipulée mais nécessite généralement un traitement thermique ultérieur (frittage) pour atteindre sa résistance finale.
Principales variantes du pressage isostatique
Le processus général peut être classé en deux types principaux, différenciés par la température, et deux autres méthodes basées sur la manipulation du moule.
Pressage isostatique à froid (CIP)
Le pressage isostatique à froid (CIP) est réalisé à température ambiante ou proche. Son objectif principal est de créer un compact vert avec une résistance et une densité uniformes suffisantes pour l'usinage ou le frittage.
CIP à sac humide vs. à sac sec
Au sein du CIP, il existe deux techniques courantes. La méthode à sac humide implique de submerger le moule scellé directement dans le fluide de pressurisation dans le récipient, offrant une grande polyvalence pour les formes complexes et la R&D. La méthode à sac sec intègre le moule dans le récipient sous pression lui-même, permettant un chargement et un déchargement plus rapides et plus automatisés, adaptés à la production en grand volume.
Pressage isostatique à chaud (HIP)
Le pressage isostatique à chaud (HIP) combine une chaleur intense (jusqu'à 2 000 °C) avec une haute pression. Un gaz inerte, généralement l'argon, est utilisé comme milieu de pression au lieu d'un liquide. Le HIP est utilisé non seulement pour compacter les poudres, mais aussi pour éliminer toute porosité interne restante dans les pièces déjà frittées, atteignant une densité théorique de 100 %.
Comprendre les principaux avantages
Le pressage isostatique est choisi par rapport aux méthodes conventionnelles pour plusieurs raisons critiques qui ont un impact direct sur la qualité finale de la pièce.
Densité et uniformité supérieures
L'avantage le plus significatif est la création d'une pièce avec une densité élevée et uniforme. Cela minimise le retrait et la distorsion pendant l'étape finale de frittage, un problème courant avec le pressage uniaxial qui crée des gradients de densité.
Capacité à former des géométries complexes
Étant donné que la pression est appliquée de tous les côtés, le processus peut produire des pièces aux formes complexes, avec des rapports longueur/diamètre élevés (comme de longues tiges ou tubes) et des contre-dépouilles impossibles à obtenir avec le pressage en matrice rigide.
Propriétés mécaniques améliorées
Le compactage uniforme réduit les contraintes internes au sein du composant. Il en résulte des produits avec une résistance plus élevée et une excellente usinabilité par rapport à ceux fabriqués par d'autres méthodes.
Outillage rentable et durable
Les moules flexibles sont souvent plus simples et moins chers à fabriquer que les matrices en acier trempé requises pour le pressage conventionnel. Ils ont également tendance à avoir une longue durée de vie.
Faire le bon choix pour votre objectif
La méthode spécifique que vous choisissez dépend entièrement de votre objectif final, du volume de production et des exigences matérielles.
- Si votre objectif principal est de créer un compact vert uniforme pour un usinage ou un frittage ultérieur : Le pressage isostatique à froid (CIP) est le choix le plus direct et le plus efficace.
- Si votre objectif principal est d'atteindre la pleine densité théorique et d'éliminer tous les vides internes dans un composant critique : Le pressage isostatique à chaud (HIP) est l'étape de traitement finale nécessaire.
- Si votre objectif principal est la production automatisée en grand volume d'une pièce cohérente : La méthode CIP à sac sec est optimisée pour la vitesse et la répétabilité.
- Si votre objectif principal est la production en petit volume ou la R&D avec de nombreuses formes complexes différentes : La méthode CIP à sac humide offre la plus grande flexibilité.
En fin de compte, le pressage isostatique offre une capacité inégalée à produire des composants denses et uniformes à partir de matériaux en poudre, essentiels pour les applications de haute performance.
Tableau récapitulatif :
| Caractéristique | Pressage isostatique à froid (CIP) | Pressage isostatique à chaud (HIP) |
|---|---|---|
| Température | Température ambiante | Élevée (jusqu'à 2000°C) |
| Milieu de pression | Liquide | Gaz inerte (ex: Argon) |
| Objectif principal | Créer un compact vert uniforme | Atteindre 100% de densité, éliminer la porosité |
| Cas d'utilisation courants | Compactage avant frittage, formes complexes | Composants critiques, densification de pièces frittées |
Prêt à atteindre une densité de pièce supérieure et des géométries complexes avec le pressage isostatique ?
KINTEK est spécialisé dans les équipements de laboratoire avancés, y compris les solutions pour les processus de métallurgie des poudres comme le pressage isostatique. Que vous développiez de nouveaux matériaux en R&D ou optimisiez une production à grand volume, notre expertise peut vous aider à sélectionner la bonne méthode de pressage et l'équipement approprié pour améliorer la qualité et la performance de vos composants.
Contactez-nous dès aujourd'hui via notre formulaire de contact pour discuter de vos besoins spécifiques et découvrir comment les équipements et consommables de laboratoire de KINTEK peuvent contribuer à votre succès.
Guide Visuel
Produits associés
- Presse isostatique à chaud pour la recherche sur les batteries à l'état solide
- Presse isostatique manuelle à froid CIP pour pastilles
- Presse Isostatique à Froid Automatique de Laboratoire CIP Presse Isostatique à Froid
- Presse isostatique à froid électrique de laboratoire CIP pour pressage isostatique à froid
- Presse isostatique à froid de laboratoire électrique divisée CIP pour pressage isostatique à froid
Les gens demandent aussi
- Pourquoi les presses isostatiques à chaud (WIP) sont-elles nécessaires pour les batteries à état solide ? Atteindre un contact au niveau atomique
- Quelle est la fonction d'une presse isostatique à chaud (WIP) dans les cellules à poche entièrement à état solide ? Optimiser la densité de la batterie
- Comment les presses isostatiques à chaud améliorent-elles les performances des électrodes sèches ? Améliorez la conductivité des batteries tout solides grâce à la chaleur et à la pression
- Quelle est la température d'une presse isostatique à chaud ? Atteindre la densification optimale pour vos matériaux
- Combien de temps dure le pressage isostatique à chaud ? Déverrouiller les variables qui contrôlent le temps de cycle

















