Pour braser l'aluminium, vous devez utiliser une baguette de brasure spécialisée aluminium-silicium (Al-Si), souvent désignée sous le nom de 4047 ou d'un alliage similaire. Ces baguettes ont un point de fusion inférieur à celui de l'aluminium de base que vous joignez. Crucialement, un brasage réussi nécessite également un décapant spécifique conçu pour éliminer chimiquement la couche tenace d'oxyde d'aluminium, qui est le principal obstacle à la création d'une liaison solide.
Le défi du jointoiement de l'aluminium n'est pas le métal lui-même, mais la couche invisible et à point de fusion élevé d'oxyde d'aluminium à sa surface. Par conséquent, votre succès dépend moins de la marque spécifique de la baguette que de l'utilisation du décapant correct et du maintien d'un contrôle précis de la température pour gérer cette couche d'oxyde.

Pourquoi braser l'aluminium est un défi unique
Pour joindre efficacement l'aluminium, vous devez d'abord comprendre le problème fondamental que vous essayez de résoudre. Il ne s'agit pas simplement de faire fondre une baguette d'apport dans un joint.
Le problème : la couche d'oxyde
Chaque pièce d'aluminium est protégée par une fine couche dure et transparente d'oxyde d'aluminium.
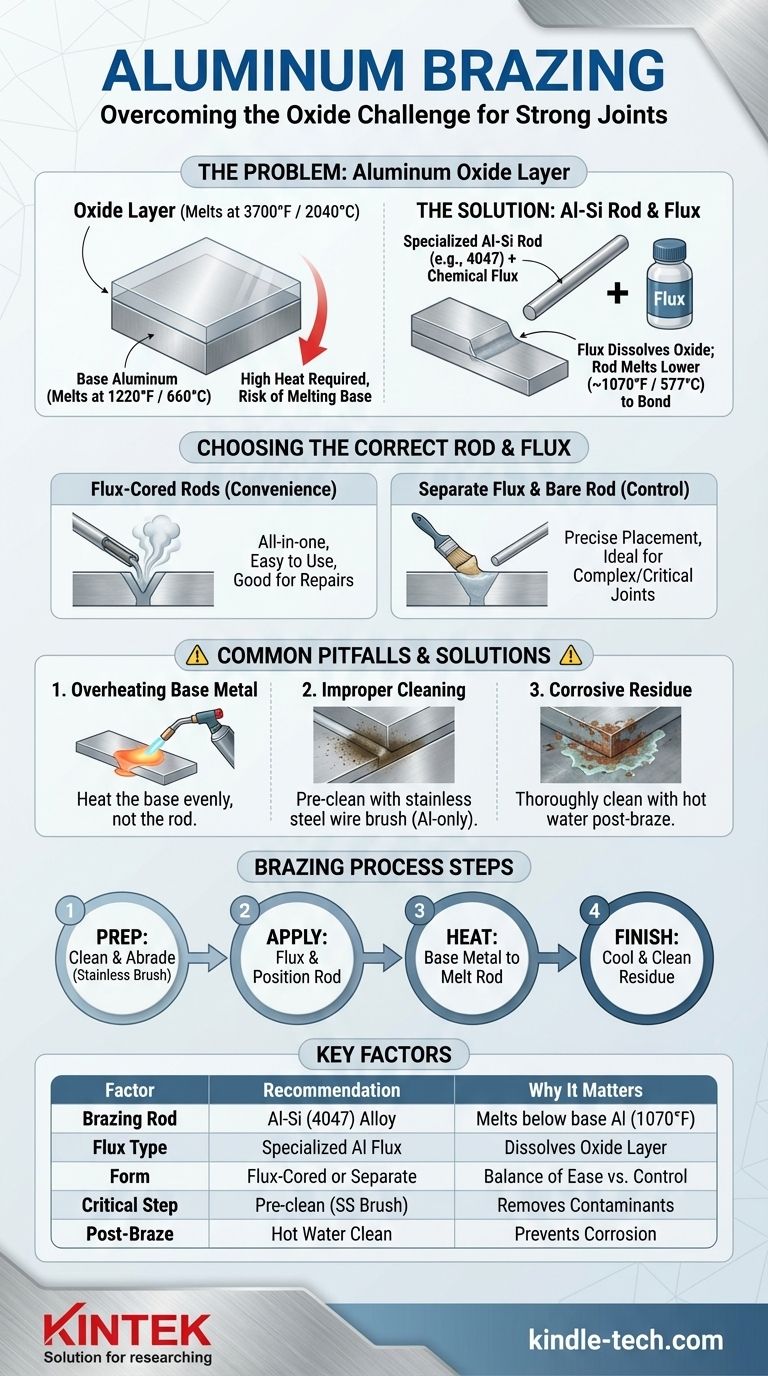
Cette couche d'oxyde est la raison pour laquelle l'aluminium résiste si bien à la corrosion, mais elle est le principal ennemi de tout processus de jointoiement. Elle fond à environ 3700°F (2040°C), tandis que l'aluminium en dessous fond à seulement 1220°F (660°C).
Si vous essayez de chauffer le joint pour faire fondre une baguette d'apport standard, vous ferez fondre l'aluminium de base en une flaque bien avant d'avoir percé la couche d'oxyde.
La solution : un décapant et une baguette d'apport à basse température
La solution est un système en deux parties : une baguette d'apport spécialisée et un décapant chimique actif.
Le décapant est un agent chimique conçu pour attaquer et dissoudre la couche d'oxyde d'aluminium lorsqu'il est chauffé. La baguette d'apport aluminium-silicium est conçue pour fondre à une température légèrement inférieure à celle de l'aluminium de base, lui permettant de s'écouler dans le joint une fois que le décapant a ouvert un passage.
Choisir la bonne baguette et le bon décapant
Bien que le processus soit la clé, la sélection des bons matériaux est la première étape nécessaire. Votre choix dépend généralement de la commodité par rapport au contrôle.
Le choix standard : les baguettes Aluminium-Silicium (Al-Si)
La norme de l'industrie pour le brasage de l'aluminium est un alliage d'aluminium et de silicium, le plus souvent 4047 (Al-Si12).
La teneur élevée en silicium confère à cet alliage deux propriétés essentielles :
- Point de fusion plus bas : Il devient liquide à environ 1070°F (577°C), bien en dessous du point de fusion des alliages d'aluminium courants.
- Excellent écoulement (mouillage) : Une fois fondu, il s'écoule facilement dans les joints ajustés par capillarité.
Baguettes fourrées au décapant contre décapant séparé
Vous pouvez acheter ces matériaux sous deux formes principales.
Les baguettes fourrées au décapant contiennent la poudre de décapant à l'intérieur de la baguette elle-même. Lorsque vous chauffez la baguette, elle libère le décapant directement dans le joint. C'est très pratique et excellent pour les débutants.
Le décapant séparé implique l'application d'une pâte ou d'une poudre de décapant sur le joint avant le chauffage, puis l'introduction d'une baguette de brasure nue. Cette méthode offre plus de contrôle sur le placement du décapant et est souvent préférée pour les joints complexes ou critiques.
Comprendre les compromis et les pièges courants
L'aluminium donne très peu d'avertissement avant de céder. Il ne devient pas rouge vif comme l'acier avant de fondre ; il se transforme simplement en une flaque liquide. Cette nature impitoyable entraîne des erreurs courantes.
Piège n°1 : Surchauffer le métal de base
C'est l'échec le plus courant. Les opérateurs appliquent trop de chaleur directe sur la pièce, essayant de faire fondre la baguette.
La technique correcte consiste à chauffer uniformément le métal de base autour du joint jusqu'à ce qu'il soit assez chaud pour faire fondre la baguette au contact. La torche doit chauffer la pièce, pas la baguette.
Piège n°2 : Nettoyage inapproprié
Le décapant ne peut faire qu'une partie du travail. La surface doit être nettoyée mécaniquement avant de commencer.
Utilisez une brosse métallique en acier inoxydable (une qui n'est utilisée que pour l'aluminium) pour frotter la zone du joint immédiatement avant d'appliquer le décapant et la chaleur. Cela élimine les contaminants de surface et une partie de la couche d'oxyde épaisse, permettant au décapant de fonctionner plus efficacement.
Piège n°3 : Oublier le nettoyage après brasage
La plupart des décapants pour brasage d'aluminium sont corrosifs. S'ils sont laissés sur le joint, ils attireront l'humidité et corroderont l'aluminium avec le temps.
Une fois la pièce refroidie, vous devez nettoyer soigneusement le joint avec de l'eau chaude et une brosse rigide pour éliminer tout résidu de décapant.
Faire le bon choix pour votre objectif
Les besoins spécifiques de votre projet guideront votre sélection de matériaux et de processus.
- Si votre objectif principal est une réparation simple et rapide : Choisissez une baguette fourrée au décapant de haute qualité en aluminium-silicium (type 4047). Sa nature tout-en-un simplifie considérablement le processus.
- Si votre objectif principal est de joindre des tubes ou des tôles à parois minces : Utilisez un décapant séparé et une baguette nue pour un meilleur contrôle de la chaleur, et concentrez-vous sur le chauffage large et uniforme du joint pour éviter de faire fondre le matériau mince.
- Si votre objectif principal est une résistance maximale ou un composant structurel : Réévaluez si le brasage est le bon processus. Le soudage TIG, qui fait fondre et fusionne les métaux de base, crée une liaison nettement plus solide que le brasage.
En fin de compte, le succès du brasage de l'aluminium s'obtient par la finesse et la compréhension du matériau, et non par une chaleur ou une force excessives.
Tableau récapitulatif :
| Facteur clé | Recommandation | Pourquoi c'est important |
|---|---|---|
| Baguette de brasure | Alliage Aluminium-Silicium (Al-Si), ex. 4047 | Fond à environ 1070°F, en dessous du point de fusion de l'aluminium de base |
| Type de décapant | Décapant spécialisé pour le brasage de l'aluminium | Dissout la couche tenace d'oxyde d'aluminium pour une liaison appropriée |
| Forme | Baguettes fourrées au décapant (facilité) ou décapant séparé + baguette nue (contrôle) | Choisissez en fonction de la complexité du projet et du niveau d'expérience |
| Étape critique | Préparez avec une brosse en acier inoxydable (aluminium uniquement) | Élimine les contaminants et améliore l'efficacité du décapant |
| Après brasage | Nettoyez soigneusement à l'eau chaude pour éliminer le décapant corrosif | Prévient la corrosion à long terme et assure l'intégrité du joint |
Obtenez des joints en aluminium impeccables avec le bon équipement et l'expertise nécessaire.
Le brasage de l'aluminium nécessite de la précision et les bons matériaux pour surmonter sa couche d'oxyde difficile. Chez KINTEK, nous nous spécialisons dans la fourniture d'équipements de laboratoire et de consommables de haute qualité adaptés à vos besoins spécifiques de jointoiement et de fabrication. Que vous travailliez sur la R&D, le prototypage ou la production, nos experts peuvent vous aider à sélectionner les baguettes de brasure, les décapants et les outils de chauffage idéaux pour des résultats cohérents et solides.
Laissez KINTEK renforcer les capacités de votre laboratoire. Contactez notre équipe technique dès aujourd'hui pour discuter de vos exigences en matière de brasage de l'aluminium et découvrir comment nos solutions peuvent améliorer votre flux de travail et assurer le succès de votre projet.
Guide Visuel
Produits associés
- Bâtonnet de céramique d'alumine fine avancée isolée pour applications industrielles
- Tige en céramique de zircone stabilisée à l'yttrium usinée avec précision pour l'ingénierie de céramiques fines avancées
- Tige en céramique de nitrure de bore (BN) pour applications à haute température
- Fabricant personnalisé de pièces en PTFE Téflon pour tamis en maille F4 en PTFE
- Supports personnalisés en PTFE pour la laboratoire et le traitement des semi-conducteurs
Les gens demandent aussi
- Quel est l'avantage de la céramique par rapport au métal ? Libérez des performances supérieures dans des conditions extrêmes
- Lequel des éléments suivants est utilisé dans un four pour résister aux hautes températures ? Matériaux clés pour la chaleur extrême
- Quelle est la température maximale pour un tube en alumine ? Libérez son plein potentiel avec une haute pureté
- Quelle est la température maximale de fonctionnement de l'alumine ? Le rôle critique de la pureté et de la forme
- Quelle température maximale une céramique peut-elle supporter ? Un guide sur la performance en chaleur extrême
















