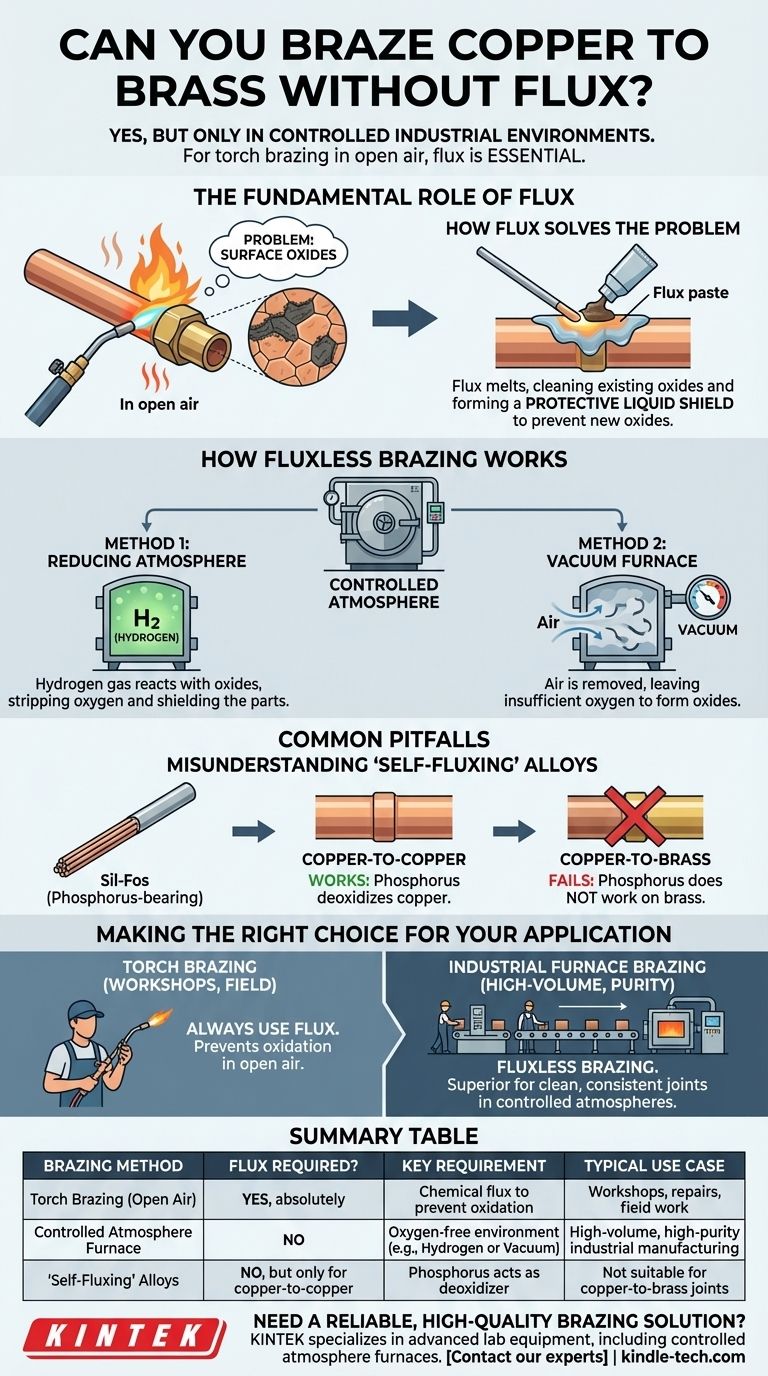
Oui, il est techniquement possible de braser du cuivre sur du laiton sans flux, mais uniquement dans des conditions industrielles très spécifiques. Pour toute opération de brasage standard utilisant un chalumeau à l'air libre, le flux est absolument essentiel. L'absence de flux dans un environnement normal entraînera un joint défectueux en raison de la formation rapide d'oxydes de surface lorsque les métaux sont chauffés.
Le principe fondamental du brasage est que le métal d'apport doit se lier directement à un métal de base pur et propre. Le rôle principal du flux est d'empêcher l'oxygène de contaminer la zone du joint pendant le chauffage. Si vous pouvez éliminer l'oxygène de l'environnement lui-même, vous pouvez éliminer le besoin de flux.

Le rôle fondamental du flux dans le brasage
Pour comprendre quand vous pouvez omettre le flux, vous devez d'abord comprendre pourquoi il est nécessaire en premier lieu. L'ensemble du processus repose sur la prévention d'une réaction chimique : l'oxydation.
Le problème : les oxydes de surface
Lorsque vous chauffez des métaux comme le cuivre et le laiton en présence d'air, les surfaces métalliques réagissent avec l'oxygène pour former une fine couche dure d'oxydes métalliques.
Cette couche d'oxyde agit comme une barrière. L'alliage de brasage fondu ne peut pas mouiller ou s'écouler sur une surface oxydée, et il ne peut pas former une liaison métallurgique solide avec les métaux de base en dessous.
Comment le flux résout le problème
Le flux de brasage est un composé chimique qui remplit deux fonctions essentielles lorsqu'il est chauffé.
Premièrement, il nettoie et dissout tous les oxydes de surface mineurs déjà présents. Deuxièmement, et plus important encore, il fond pour former un bouclier liquide protecteur sur la zone du joint, empêchant l'oxygène d'atteindre les métaux de base chauds et de créer de nouveaux oxydes.
Pourquoi c'est critique pour le cuivre-laiton
Le cuivre et le zinc du laiton s'oxydent très rapidement aux températures de brasage. Sans une couche protectrice de flux, la zone du joint s'oxyderait fortement bien avant que l'alliage de brasage ne puisse fondre et s'écouler, garantissant une liaison faible ou inexistante.
Comment fonctionne le brasage sans flux
Le brasage sans flux n'est possible que si vous remplacez la fonction protectrice du flux par une autre méthode de contrôle de l'oxygène.
Le principe fondamental : une atmosphère contrôlée
La seule façon de braser sans flux est d'effectuer le processus de chauffage dans un environnement scellé où l'oxygène a été retiré et remplacé par un gaz spécifique ou un vide.
C'est ce qu'on appelle le brasage sous atmosphère contrôlée et il est généralement effectué dans un four industriel.
Méthode 1 : Four à atmosphère réductrice
Comme indiqué dans les processus spécialisés, un four peut être rempli d'un gaz réducteur comme l'hydrogène.
Aux températures de brasage, l'hydrogène réagit activement avec tous les oxydes métalliques sur les pièces, éliminant l'oxygène et convertissant les oxydes en métal pur. Le gaz hydrogène lui-même agit comme le flux, à la fois nettoyant les pièces et les protégeant de toute trace d'oxygène.
Méthode 2 : Four sous vide
Une autre méthode industrielle courante est le brasage dans un four sous vide. En pompant presque tout l'air hors de la chambre de chauffage, il n'y a tout simplement pas assez d'oxygène présent pour former des couches d'oxyde nuisibles sur les pièces.
Pièges courants à éviter
Il est crucial de distinguer le brasage industriel en four du brasage courant au chalumeau. Un point de confusion fréquent survient avec certains métaux d'apport.
Malentendu sur les alliages "auto-décapants"
Certains alliages de brasage contenant du phosphore (comme le Sil-Fos) sont décrits comme "auto-décapants" lors du brasage cuivre sur cuivre.
Dans ce cas précis, le phosphore de l'alliage agit comme un désoxydant, remplissant la fonction de flux. Cependant, cet effet ne fonctionne que sur le cuivre pur. Il n'est pas efficace sur le laiton, le bronze ou l'acier. Tenter de braser du cuivre sur du laiton avec un alliage auto-décapant et sans flux séparé entraînera un joint défectueux.
Faire le bon choix pour votre application
Votre besoin de flux est entièrement déterminé par votre environnement de brasage, et pas seulement par les métaux que vous assemblez.
- Si votre objectif principal est le brasage au chalumeau dans un atelier ou sur le terrain : Vous devez toujours utiliser un flux de brasage approprié conçu pour le cuivre et le laiton.
- Si votre objectif principal est de concevoir un processus de fabrication industrielle à grand volume et de haute pureté : Le brasage sans flux en four sous atmosphère contrôlée est souvent la méthode supérieure pour créer des joints propres, cohérents et sans résidus.
En fin de compte, maîtriser le processus de brasage revient à contrôler l'oxydation.
Tableau récapitulatif :
| Méthode de brasage | Flux requis ? | Exigence clé | Cas d'utilisation typique |
|---|---|---|---|
| Brasage au chalumeau (air libre) | Oui, absolument | Flux chimique pour prévenir l'oxydation | Ateliers, réparations, travaux sur le terrain |
| Four à atmosphère contrôlée | Non | Environnement sans oxygène (ex. Hydrogène ou Vide) | Fabrication industrielle à grand volume et de haute pureté |
| Alliages "auto-décapants" | Non, mais uniquement pour le cuivre sur cuivre | La teneur en phosphore agit comme un désoxydant | Ne convient pas aux joints cuivre-laiton |
Besoin d'une solution de brasage fiable et de haute qualité pour votre laboratoire ou votre ligne de production ?
Chez KINTEK, nous sommes spécialisés dans les équipements de laboratoire avancés, y compris les fours à atmosphère contrôlée qui rendent possible le brasage sans flux. Notre expertise garantit des joints propres, solides et cohérents pour vos assemblages de cuivre, de laiton et d'autres métaux.
Laissez-nous vous aider à sélectionner l'équipement adapté à votre application de brasage spécifique. Contactez nos experts dès aujourd'hui pour discuter de vos besoins de projet et découvrir la différence KINTEK.
Guide Visuel
Produits associés
- Four à atmosphère contrôlée 1200℃, four à atmosphère inerte à l’azote
- Four à atmosphère contrôlée 1700℃ Four à atmosphère inerte d'azote
- Four à atmosphère contrôlée de 1400℃ avec atmosphère d'azote et inerte
- Four à atmosphère d'hydrogène contrôlée à l'azote
- Four à atmosphère contrôlée à bande transporteuse
Les gens demandent aussi
- Pourquoi un four à haute température avec atmosphère contrôlée est-il nécessaire pour le S@MMPC ? Synthèse de précision maître
- Qu'est-ce qu'un four à atmosphère contrôlée ? Chauffage de précision sans oxydation pour des matériaux supérieurs
- Quelle est la nécessité d'un four à atmosphère contrôlée pour la recherche sur la corrosion ? Répliquer les risques industriels réalistes
- Quelle est la fonction d'un four à atmosphère contrôlée ? Maîtriser la nitruration pour les aciers AISI 52100 et 1010
- Qu'est-ce qu'un four à atmosphère contrôlée pour le traitement thermique ? Maîtriser la chimie des surfaces et la métallurgie



















