En bref, le pressage isostatique à chaud (HIP) réduit la porosité en soumettant un matériau à une pression uniforme extrêmement élevée et à une température élevée simultanément. Cette combinaison provoque l'effondrement physique et la soudure par diffusion des vides ou des pores internes dans le matériau, ce qui donne une pièce finale entièrement dense et plus solide.
L'idée essentielle est que le HIP utilise un gaz inerte pour appliquer une pression isostatique (égale de toutes les directions), ce qui ferme les défauts internes sans déformer la forme globale du composant. Ce n'est pas seulement la chaleur et la pression ; c'est l'uniformité de cette pression qui rend le processus si efficace.

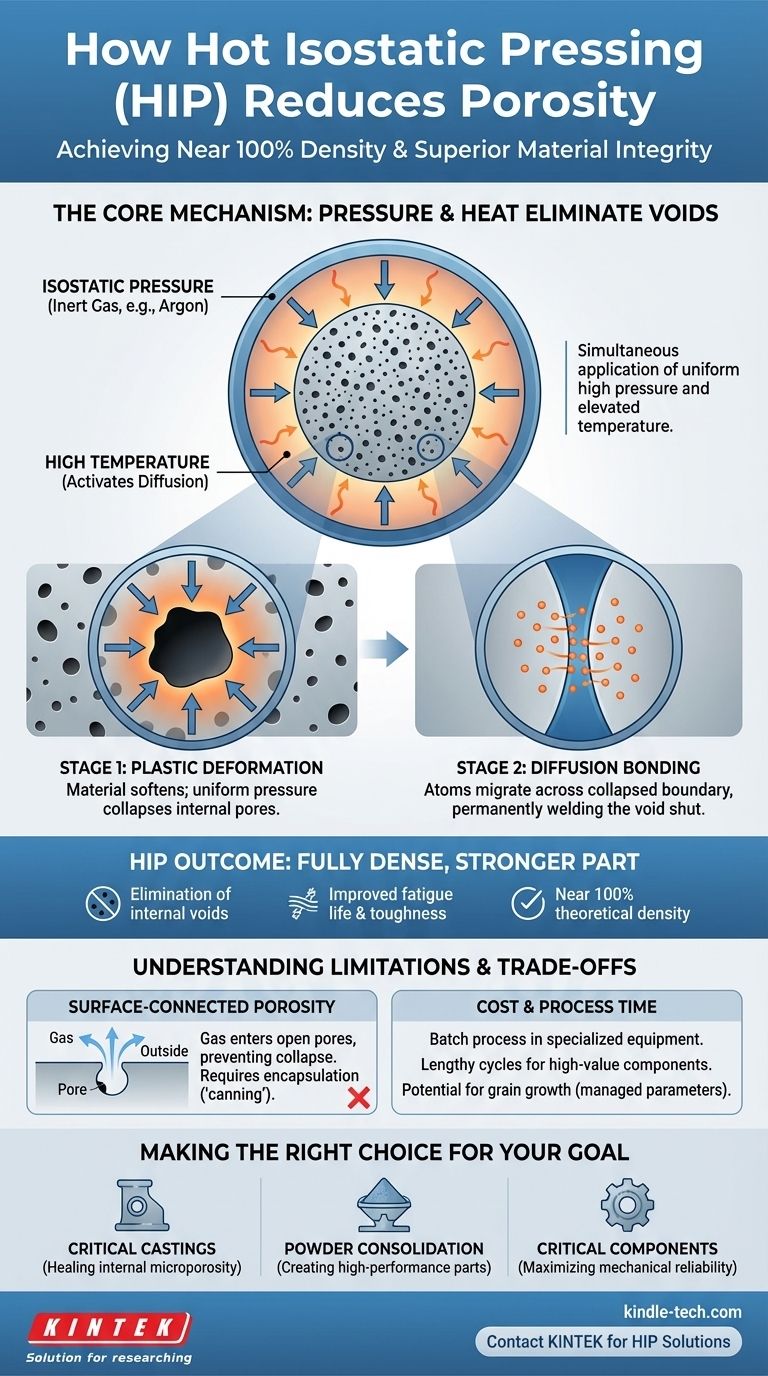
Le mécanisme central : Comment la pression et la chaleur éliminent les vides
Le pressage isostatique à chaud est un processus de densification des matériaux qui repose sur deux principes physiques fondamentaux fonctionnant de concert : la déformation plastique et la diffusion à l'état solide.
Le rôle de la température élevée
La première étape consiste à chauffer le composant dans une enceinte à haute pression scellée sous vide. Cette énergie thermique est essentielle.
La température élevée ramollit le matériau, réduisant sa limite d'élasticité et le rendant malléable. Cela prépare la structure interne du matériau à être remodelée par la pression appliquée.
Plus important encore, la chaleur active le mouvement atomique. Les atomes acquièrent l'énergie nécessaire pour se déplacer d'une position à une autre dans le réseau cristallin, un processus connu sous le nom de diffusion. C'est la clé pour réparer définitivement les vides.
Le rôle de la pression isostatique
Une fois que le matériau atteint la température cible, un gaz inerte (généralement l'Argon) est pompé dans l'enceinte, créant une pression immense.
Cette pression est isostatique, ce qui signifie qu'elle est appliquée au composant avec une force égale de toutes les directions. Cette compaction uniforme est ce qui provoque l'effondrement des pores internes.
Étant donné que la différence de pression est beaucoup plus élevée à l'extérieur du vide qu'à l'intérieur, le matériau environnant est forcé vers l'intérieur, fermant l'espace. C'est l'étape de la déformation plastique.
L'étape finale : La soudure par diffusion
Une fois le vide physiquement effondré, la température élevée permet aux atomes des surfaces opposées de migrer à travers la limite.
Cette soudure par diffusion soude efficacement le vide précédent au niveau atomique, créant une liaison métallurgique solide. Le pore d'origine n'est pas seulement comblé ; il est complètement éliminé de la microstructure du matériau.
Le résultat est un composant atteignant près de 100 % de sa densité théorique, ce qui entraîne une amélioration spectaculaire des propriétés mécaniques telles que la durée de vie en fatigue, la ténacité et la ductilité.
Comprendre les compromis et les limites
Bien qu'extrêmement puissant, le HIP n'est pas une solution universelle. Comprendre ses limites est essentiel pour l'utiliser efficacement.
La porosité connectée à la surface ne peut pas être réparée
La limite la plus critique du HIP est qu'il ne peut fermer que les pores internes et isolés.
Si un pore est connecté à la surface de la pièce, le gaz haute pression pénétrera dans le vide, égalisant la pression à l'intérieur et à l'extérieur. Sans différence de pression, le pore ne peut pas s'effondrer.
Les pièces présentant une porosité connectée à la surface doivent d'abord être encapsulées dans un conteneur jetable et étanche à l'air (un processus connu sous le nom de « canning ») avant de subir le HIP.
Coût et temps de traitement
Le HIP est un processus par lots effectué dans un équipement spécialisé et coûteux. Cela le rend plus cher que les traitements thermiques standard.
Les cycles du processus, y compris le chauffage, la pressurisation, le temps de maintien et le refroidissement, peuvent être longs, durant souvent plusieurs heures. Cela le rend le mieux adapté aux composants de grande valeur ou critiques pour la performance.
Potentiel de changements microstructuraux
La combinaison de chaleur élevée et de temps peut entraîner une croissance du grain dans certains matériaux. Bien que les paramètres du processus soient soigneusement contrôlés pour minimiser cela, c'est un facteur que les ingénieurs doivent prendre en compte lors du choix du matériau et du processus.
Faire le bon choix pour votre objectif
Décider s'il faut spécifier le HIP dépend entièrement de la nature des défauts que vous devez éliminer et des exigences de performance de votre composant.
- Si votre objectif principal est de réparer des défauts internes dans des pièces moulées critiques : Le HIP est la solution standard de l'industrie pour éliminer la microporosité afin d'améliorer considérablement la durée de vie en fatigue et la fiabilité mécanique.
- Si vous consolidez des poudres métalliques ou céramiques en un solide entièrement dense : Le HIP est une méthode de fabrication principale pour créer des pièces haute performance, proches de la forme finale, à partir de matériaux avancés.
- Si vous traitez principalement des vides ou des fissures de surface : Étudiez d'autres méthodes telles que le soudage, le brasage ou l'étanchéité de surface, car le HIP ne sera pas efficace sans une encapsulation coûteuse.
En comprenant ces principes, vous pouvez exploiter avec confiance le pressage isostatique à chaud pour atteindre un niveau d'intégrité des matériaux qui est autrement inaccessible.
Tableau récapitulatif :
| Étape du processus HIP | Fonction clé | Résultat |
|---|---|---|
| Température élevée | Ramollit le matériau et active la diffusion atomique | Prépare le matériau pour la déformation et la soudure |
| Pression isostatique | Applique une force uniforme de toutes les directions | Fait s'effondrer les pores internes par déformation plastique |
| Soudure par diffusion | Les atomes migrent à travers les limites des vides effondrés | Soudure permanente du vide, atteignant une densité proche de 100 % |
Prêt à éliminer la porosité et à améliorer les performances de vos composants critiques ?
KINTEK est spécialisé dans les solutions de traitement thermique avancées, y compris les systèmes et services de pressage isostatique à chaud. Notre expertise en matière d'équipement de laboratoire et de consommables est adaptée pour répondre aux besoins exigeants des laboratoires et des fabricants travaillant avec des matériaux haute performance.
Nous pouvons vous aider à atteindre une densité de matériau supérieure, une durée de vie en fatigue améliorée et une plus grande fiabilité mécanique. Discutons de la manière dont le HIP peut bénéficier à votre application spécifique.
Contactez nos experts dès aujourd'hui pour une consultation personnalisée !
Guide Visuel
Produits associés
- Presse isostatique à chaud pour la recherche sur les batteries à l'état solide
- Presse isostatique à froid de laboratoire électrique divisée CIP pour pressage isostatique à froid
- Presse isostatique manuelle à froid CIP pour pastilles
- Presse hydraulique automatique chauffante à haute température avec plaques chauffantes pour laboratoire
- Moules de Pressage Isostatique pour Laboratoire
Les gens demandent aussi
- Combien de temps dure le pressage isostatique à chaud ? Déverrouiller les variables qui contrôlent le temps de cycle
- Qu'est-ce que le processus de pressage isostatique ? Obtenez une densité uniforme pour les pièces complexes
- Quelle est la fonction d'une presse isostatique à chaud (WIP) dans les cellules à poche entièrement à état solide ? Optimiser la densité de la batterie
- Comment les presses isostatiques à chaud améliorent-elles les performances des électrodes sèches ? Améliorez la conductivité des batteries tout solides grâce à la chaleur et à la pression
- Quelle est la température d'une presse isostatique à chaud ? Atteindre la densification optimale pour vos matériaux

















