En bref, un champ magnétique chauffe le métal en induisant de puissants courants électriques à l'intérieur de celui-ci. Ce processus nécessite un champ magnétique qui change rapidement ou qui est alternatif, et non statique. La résistance électrique naturelle du métal s'oppose à ces courants induits, générant une chaleur immense par un processus identique à celui par lequel une résistance dans un circuit électronique chauffe.
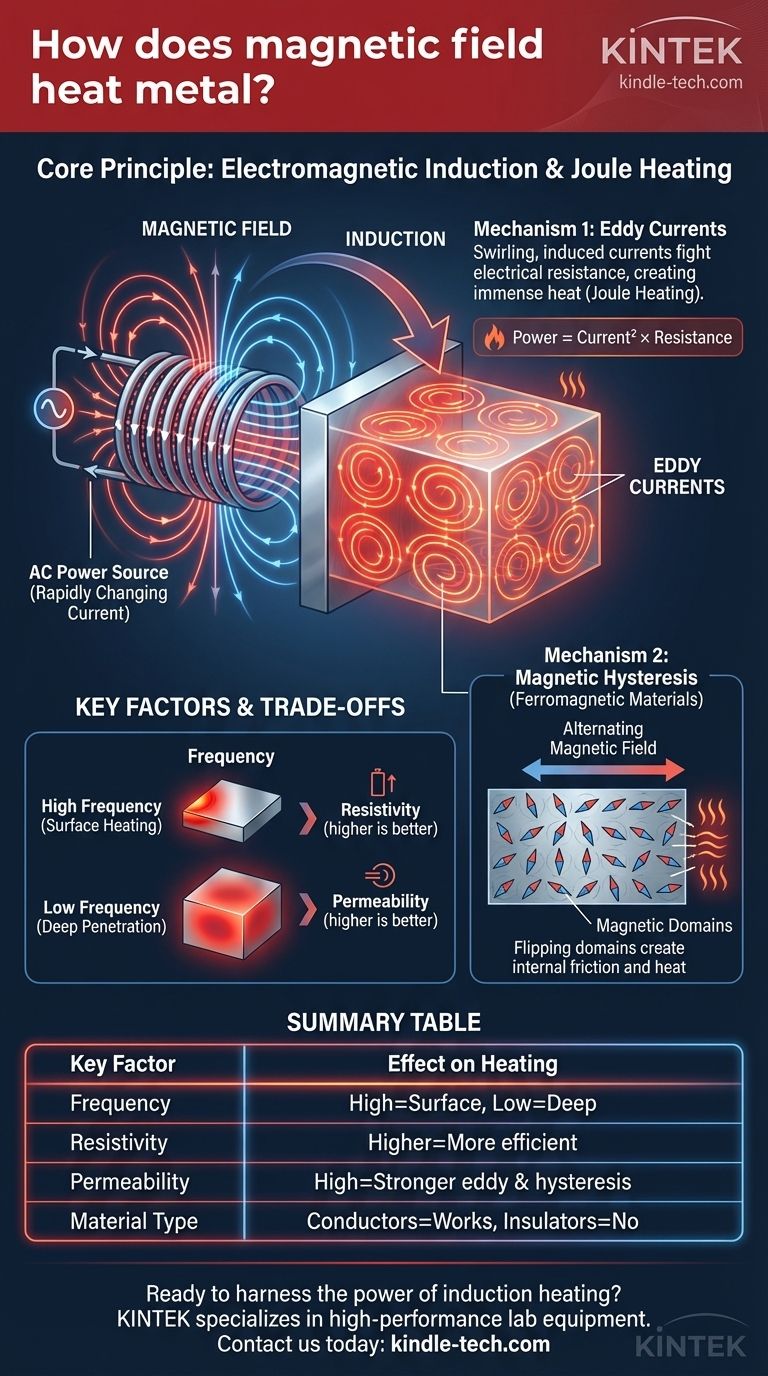
Le principe fondamental est l'induction électromagnétique. Un champ magnétique alternatif génère des courants électriques circulaires — appelés courants de Foucault — à l'intérieur du métal. La résistance inhérente du métal convertit cette énergie électrique en chaleur, un phénomène connu sous le nom d'effet Joule.
Le Principe Fondamental : La Loi d'Induction de Faraday
Un aimant stationnaire à côté d'un morceau de métal ne fera rien. La magie opère lorsque le champ magnétique change avec le temps, un concept fondamental décrit par la loi d'induction de Faraday.
Un Champ Changeant Crée un Courant
La loi de Faraday stipule qu'un champ magnétique variable crée un champ électrique. Dans un matériau conducteur comme le métal, qui est plein d'électrons libres, ce champ électrique induit force les électrons à se déplacer, créant un courant électrique.
Pour réaliser cela en pratique, nous utilisons un électro-aimant alimenté par un courant alternatif (CA). En inversant rapidement la direction du courant — souvent des milliers ou des millions de fois par seconde — nous générons un champ magnétique puissant et en constante évolution.
Mécanisme 1 : Les Courants de Foucault (L'Effet Principal)
Le mécanisme principal de ce chauffage est la génération de courants de Foucault. Ce sont des boucles fermées de courant induit qui tourbillonnent à l'intérieur du métal, perpendiculairement à la direction du champ magnétique.
Vous pouvez les visualiser comme des remous ou des tourbillons se formant dans une rivière lorsque l'eau s'écoule devant un gros rocher. Le champ magnétique changeant est le « flux », et les courants de Foucault sont les « tourbillons » d'électricité qu'il crée dans le métal.
La Puissance de la Résistance (Effet Joule)
Ces courants puissants ne circulent pas gratuitement. Le métal possède une résistance électrique inhérente. Lorsque les courants de Foucault circulent contre cette résistance, l'énergie est perdue sous forme de chaleur.
Ceci est appelé effet Joule, décrit par la formule Puissance = Courant² × Résistance. Étant donné que les courants induits peuvent être très importants, ils génèrent une quantité significative de chaleur très rapidement. C'est l'effet de chauffage principal pour les métaux non magnétiques comme l'aluminium, le cuivre et le laiton.
Mécanisme 2 : L'Hystérésis Magnétique (Pour le Fer et l'Acier)
Pour les matériaux ferromagnétiques comme le fer, le nickel et de nombreux types d'acier, un deuxième mécanisme de chauffage contribue à l'effet : l'hystérésis magnétique.
Inversion des Domaines Magnétiques
Les matériaux ferromagnétiques sont composés de régions microscopiques appelées domaines magnétiques, qui agissent comme de minuscules aimants permanents. Lorsqu'aucun champ externe n'est présent, ces domaines sont orientés aléatoirement.
Lorsqu'un champ magnétique alternatif externe est appliqué, il force ces domaines à s'aligner et à se réaligner rapidement avec la direction changeante du champ.
Chauffage par Friction Interne
Ce basculement constant et à grande vitesse des domaines magnétiques n'est pas parfaitement efficace. Il crée une sorte de friction interne au sein de la structure cristalline du matériau, ce qui génère de la chaleur.
Une analogie courante est de plier un trombone d'avant en arrière. Le métal au niveau du pli devient chaud en raison de la contrainte interne et de la friction. Le chauffage par hystérésis est un processus similaire à l'échelle microscopique. Cet effet est le plus significatif aux basses fréquences et diminue à mesure que le métal chauffe au-delà de sa température de Curie, le point où il perd ses propriétés magnétiques.
Comprendre les Facteurs Clés
L'efficacité du chauffage par induction dépend de plusieurs facteurs, créant des compromis importants dans son application.
Le Rôle de la Fréquence
La fréquence du courant alternatif est essentielle. Les fréquences plus élevées génèrent des courants de Foucault qui sont concentrés près de la surface du métal. Ce phénomène, connu sous le nom d'effet de peau, est idéal pour des applications comme le durcissement superficiel des pièces en acier.
Inversement, les fréquences plus basses pénètrent plus profondément dans le métal, permettant un chauffage uniforme et complet des objets plus volumineux. Ceci est utilisé pour des processus tels que le forgeage ou la fusion de gros lingots de métal.
Les Propriétés des Matériaux Comptent
La résistivité électrique et la perméabilité magnétique d'un matériau sont clés. Les matériaux avec une résistivité plus élevée (comme l'acier) chauffent plus efficacement grâce aux courants de Foucault que les matériaux avec une très faible résistivité (comme le cuivre).
Une perméabilité magnétique élevée (présente dans le fer) concentre le champ magnétique, conduisant à des courants de Foucault plus forts et à l'avantage supplémentaire du chauffage par hystérésis, ce qui permet aux matériaux ferromagnétiques de chauffer exceptionnellement bien.
Pourquoi Certains Matériaux Ne Chauffent Pas
L'induction ne fonctionne pas sur les matériaux non conducteurs comme le verre, le plastique ou la céramique car ils manquent des électrons libres nécessaires pour former des courants de Foucault. C'est pourquoi la surface en verre d'une plaque de cuisson à induction reste froide tandis que la casserole en fer posée dessus chauffe.
Appliquer Ceci à Votre Objectif
La bonne approche dépend entièrement de ce que vous souhaitez accomplir.
- Si votre objectif principal est le durcissement superficiel d'un engrenage en acier : Utilisez une fréquence très élevée pour concentrer la chaleur exclusivement sur la couche superficielle, gardant le cœur solide et ductile.
- Si votre objectif principal est de faire fondre un bloc d'aluminium : Utilisez une fréquence beaucoup plus basse pour assurer que le champ magnétique pénètre profondément dans le matériau pour une fusion uniforme et complète.
- Si votre objectif principal est de cuisiner avec une cuisinière à induction : Le système utilise une fréquence optimisée pour chauffer les ustensiles de cuisson ferromagnétiques (fer, acier) en utilisant à la fois les courants de Foucault et l'hystérésis, tout en restant sûr et froid au toucher.
En fin de compte, le chauffage par induction est une démonstration puissante de la manière dont une loi fondamentale de la physique peut être exploitée pour un contrôle thermique précis et efficace.
Tableau Récapitulatif :
| Facteur Clé | Effet sur le Chauffage |
|---|---|
| Fréquence | Fréquence élevée = chauffage de surface ; Fréquence basse = chauffage profond |
| Résistivité du Matériau | Résistivité plus élevée (ex. : acier) = chauffage plus efficace |
| Perméabilité Magnétique | Perméabilité élevée (ex. : fer) = courants de Foucault plus forts et chauffage par hystérésis |
| Type de Matériau | Fonctionne sur les conducteurs (métaux) ; Ne fonctionne pas sur les isolants (plastique, verre) |
Prêt à exploiter la puissance du chauffage par induction dans votre laboratoire ?
KINTEK se spécialise dans les équipements de laboratoire haute performance, y compris les systèmes de chauffage par induction conçus pour un contrôle thermique précis dans la recherche et les applications industrielles. Que vous ayez besoin de durcissement superficiel, de fusion ou de chauffage spécialisé, nos solutions offrent efficacité, sécurité et répétabilité.
Contactez KINTEK dès aujourd'hui pour discuter de vos besoins spécifiques et découvrir comment notre expertise en équipement de laboratoire peut améliorer vos processus et vos résultats.
Guide Visuel
Produits associés
- Four à pressage à chaud par induction sous vide 600T pour traitement thermique et frittage
- Four de Fusion par Induction sous Vide à l'Échelle du Laboratoire
- Presse à plaque plate quantitative à chauffage infrarouge
- Four tubulaire CVD à zones de chauffage multiples, équipement de système de chambre de dépôt chimique en phase vapeur
- Circulateur de bain d'eau de refroidissement de circulateur de chauffage de 10L pour la réaction à température constante haute et basse température
Les gens demandent aussi
- Quelle est la valeur d'application d'un four à pressage à chaud sous vide ? Obtenez des céramiques de carbure complexes à haute densité
- Quels avantages un four de frittage sous vide offre-t-il pour les électrolytes céramiques LSLBO ? Atteindre une densité relative de 94 %
- Quel rôle l'environnement de vide poussé joue-t-il dans le frittage des composites film de graphite/aluminium ? Optimisez votre assemblage
- Comment le système de pression d'un four de pressage à chaud sous vide affecte-t-il les alliages Cu-18Ni-2W ? Amélioration de la densité et des performances
- Quel rôle la pression mécanique joue-t-elle lors du brasage par diffusion sous vide du tungstène et du cuivre ? Les clés d'une liaison solide













