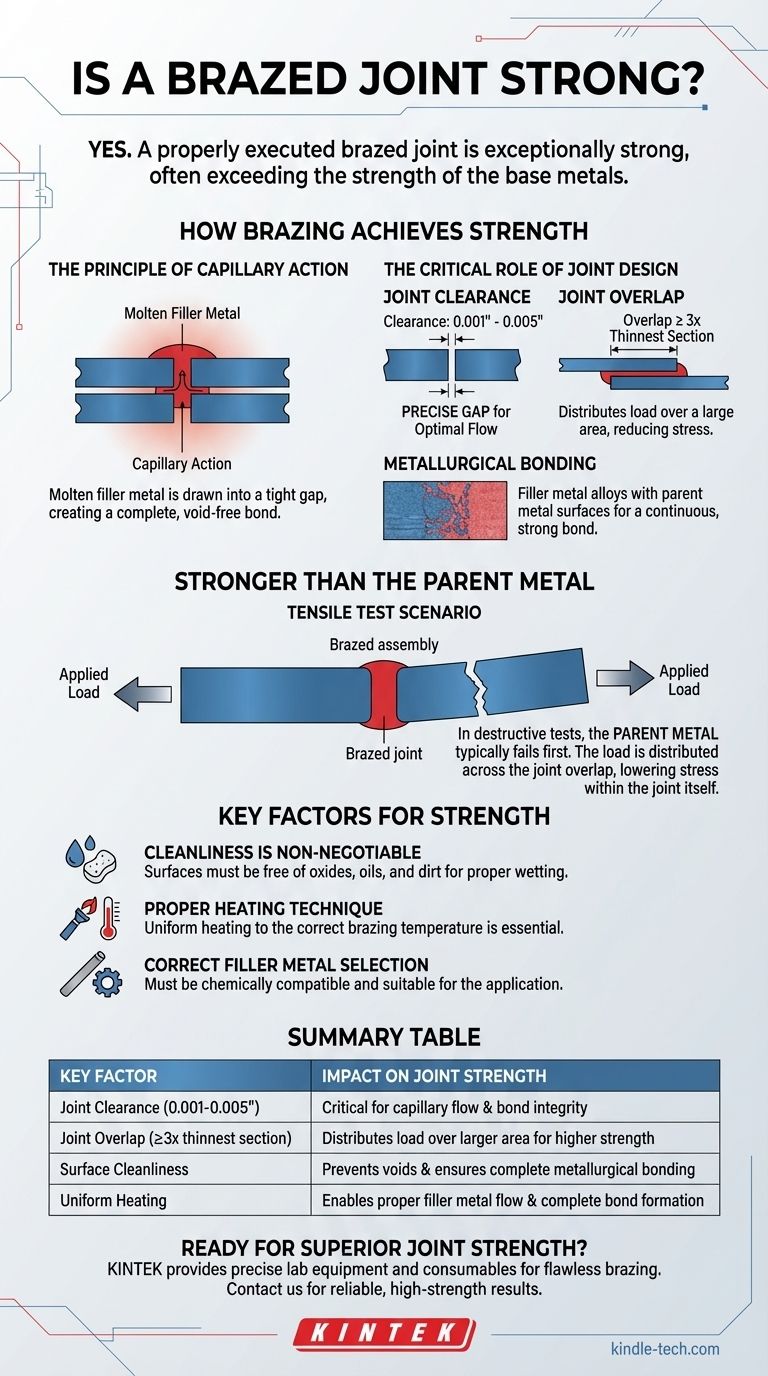
Oui, un joint brase correctement exécuté est exceptionnellement solide. En fait, lorsqu'un joint est correctement conçu, préparé et chauffé, sa résistance dépasse généralement celle des métaux de base individuels assemblés. Cela signifie que lors d'un essai destructif, le métal de base cèdera souvent avant que le joint brase lui-même ne lâche.
La résistance d'un joint brase n'est pas un résultat par défaut ; c'est le résultat d'une ingénierie appropriée. Le processus repose sur un phénomène appelé action capillaire pour créer une liaison complète et de haute résistance sur une grande surface, rendant la conception du joint aussi critique que le processus de brasage lui-même.
Comment le brasage atteint sa résistance
La résistance remarquable d'un joint brase provient de l'interaction entre la conception du joint, le métal d'apport et les métaux de base. Il ne s'agit pas simplement de faire fondre une baguette d'apport entre deux pièces de métal.
Le principe de l'action capillaire
Le brasage fonctionne en chauffant les métaux de base (les « métaux mère ») à une température supérieure au point de fusion du métal d'apport de brasage.
Le métal d'apport en fusion est ensuite aspiré dans l'espace étroit entre les deux surfaces étroitement ajustées par l'action capillaire. Cette force naturelle assure que le métal d'apport est distribué uniformément, créant une liaison complète et sans vide.
Le rôle critique de la conception du joint
Contrairement au soudage, la résistance du brasage est directement proportionnelle à la surface de la liaison. Deux facteurs sont primordiaux.
Jeu du joint : L'espace entre les deux métaux mère doit être précis. Si l'espace est trop large, l'action capillaire sera faible ou inexistante. S'il est trop serré, le métal d'apport ne pourra pas s'écouler dans le joint du tout. Pour la plupart des métaux d'apport courants, cet espace se situe généralement entre 0,001" et 0,005" (0,025 mm à 0,127 mm).
Recouvrement du joint : La résistance du joint est fonction de sa surface de cisaillement. Une bonne règle empirique consiste à concevoir le joint avec un recouvrement d'au moins trois fois l'épaisseur de la section métallique la plus mince. Ce recouvrement répartit la charge sur une grande surface, réduisant la contrainte sur un seul point.
La puissance de la liaison métallurgique
Le métal d'apport n'agit pas simplement comme de la colle. Pendant le processus de brasage, le métal d'apport s'allie avec une fine couche des surfaces des métaux mère. Cela crée une nouvelle liaison métallurgique, solide et continue entre les pièces.
Comprendre le phénomène « plus solide que le métal mère »
L'affirmation selon laquelle un joint brase peut être plus solide que les métaux qu'il assemble est constamment prouvée lors d'essais en laboratoire et dans des applications réelles.
Le scénario du test de traction
Lorsqu'un assemblage correctement brasé est soumis à un essai de traction (d'arrachement), la rupture se produit rarement au niveau du joint brase lui-même.
Au lieu de cela, le métal mère adjacent au joint s'étirera, se déformera et se cassera en premier. Le joint reste intact.
Pourquoi cela se produit-il ?
La charge appliquée à l'assemblage est répartie sur toute la surface du recouvrement du joint. Comme cette zone est importante (en raison de la règle de recouvrement 3T), la contrainte à l'intérieur du joint est inférieure à la contrainte dans la section transversale plus étroite du métal mère.
Essentiellement, vous tirez sur une liaison large et solide, et le maillon le plus faible devient le matériau de base lui-même.
Facteurs clés déterminant la résistance
Atteindre ce niveau de résistance est conditionnel. Le résultat final dépend entièrement du processus.
La propreté est non négociable
Les surfaces des métaux mère doivent être scrupuleusement propres. Tout oxyde, huile ou saleté empêchera le métal d'apport de mouiller la surface et de s'écouler correctement, entraînant des vides et un joint considérablement affaibli. L'utilisation d'un fondant approprié ou d'une atmosphère contrôlée est essentielle pour prévenir l'oxydation pendant le chauffage.
Technique de chauffage appropriée
Les deux métaux mère doivent être chauffés uniformément à la bonne température de brasage. Si une pièce est plus chaude que l'autre, le métal d'apport ne s'écoulera que vers la section la plus chaude, créant une liaison incomplète.
Sélection correcte du métal d'apport
Le métal d'apport doit être chimiquement compatible avec les métaux mère et adapté à l'application finale, en tenant compte de facteurs tels que la température de service et le potentiel de corrosion galvanique.
Faire le bon choix pour votre application
Utilisez ces directives pour déterminer si le brasage est l'approche correcte pour votre projet.
- Si votre objectif principal est d'assembler des métaux dissimilaires ou des pièces délicates à parois minces : Le brasage est un excellent choix en raison de sa température de processus plus basse, qui minimise la distorsion et les contraintes thermiques.
- Si votre objectif principal est une résistance maximale dans un joint qui peut être correctement conçu : Un joint brase correctement exécuté offre une résistance exceptionnelle qui rivalise ou dépasse les matériaux de base.
- Si vous devez combler des espaces larges et irréguliers ou si vous avez besoin de performances à des températures extrêmes : Le soudage est probablement un processus plus adapté à vos besoins, car le brasage repose sur des jeux serrés et sa résistance diminue à mesure que les températures approchent du point de fusion du métal d'apport.
En fin de compte, le brasage offre une méthode d'assemblage robuste et fiable lorsque les principes de conception du joint et de contrôle du processus sont respectés.
Tableau récapitulatif :
| Facteur clé | Impact sur la résistance du joint |
|---|---|
| Jeu du joint (0,001-0,005") | Critique pour le flux capillaire et l'intégrité de la liaison |
| Recouvrement du joint (≥3x section la plus mince) | Répartit la charge sur une plus grande surface pour une résistance accrue |
| Propreté de la surface | Prévient les vides et assure une liaison métallurgique complète |
| Chauffage uniforme | Permet un écoulement correct du métal d'apport et une formation de liaison complète |
Prêt à obtenir une résistance de joint supérieure dans vos applications de laboratoire ?
Chez KINTEK, nous sommes spécialisés dans la fourniture de l'équipement de laboratoire et des consommables précis nécessaires à des processus de brasage sans faille. Notre expertise garantit que vous obtenez les bons outils pour une conception de joint, un contrôle de la température et une préparation de surface appropriés, vous aidant à créer des joints brasés qui surpassent systématiquement les matériaux de base.
Contactez-nous dès aujourd'hui pour discuter de la manière dont nos solutions peuvent améliorer vos applications d'assemblage et fournir des résultats fiables et de haute résistance. Contactez nos experts pour commencer !
Guide Visuel
Produits associés
- Four de frittage et de brasage sous vide pour traitement thermique
- Matériaux diamantés dopés au bore par CVD
- Moule de presse de laboratoire carré pour applications de laboratoire
- Électrode de référence au calomel, chlorure d'argent, sulfate de mercure pour usage en laboratoire
- Moule de pressage bidirectionnel rond pour laboratoire
Les gens demandent aussi
- Comment fonctionne le traitement thermique sous vide ? Obtenez des propriétés matérielles supérieures dans un environnement vierge
- Quelles sont les fonctions spécifiques de l'introduction d'atmosphères réductrices ou d'environnements de gaz inertes dans le brasage sous vide ?
- Quelle est la température du traitement thermique sous vide ? Obtenez des propriétés de matériaux supérieures et des finitions impeccables
- Quel est le coût d'un four de brasage sous vide ? Un guide des facteurs clés et de la stratégie d'investissement
- Qu'est-ce qu'un four de traitement thermique sous vide ? Atteignez une pureté et un contrôle inégalés



















