Déterminer le coût réel de l'assemblage de métaux nécessite de regarder au-delà du prix affiché de l'équipement ou des consommables. Bien que le brasage puisse être considérablement moins cher dans une production automatisée à grand volume, le soudage est souvent le choix le plus économique pour les travaux à faible volume ou de réparation où les coûts de main-d'œuvre et d'installation sont les principaux moteurs. La réponse finale dépend entièrement de l'échelle de votre projet, des matériaux à assembler et de la résistance requise de la pièce finale.
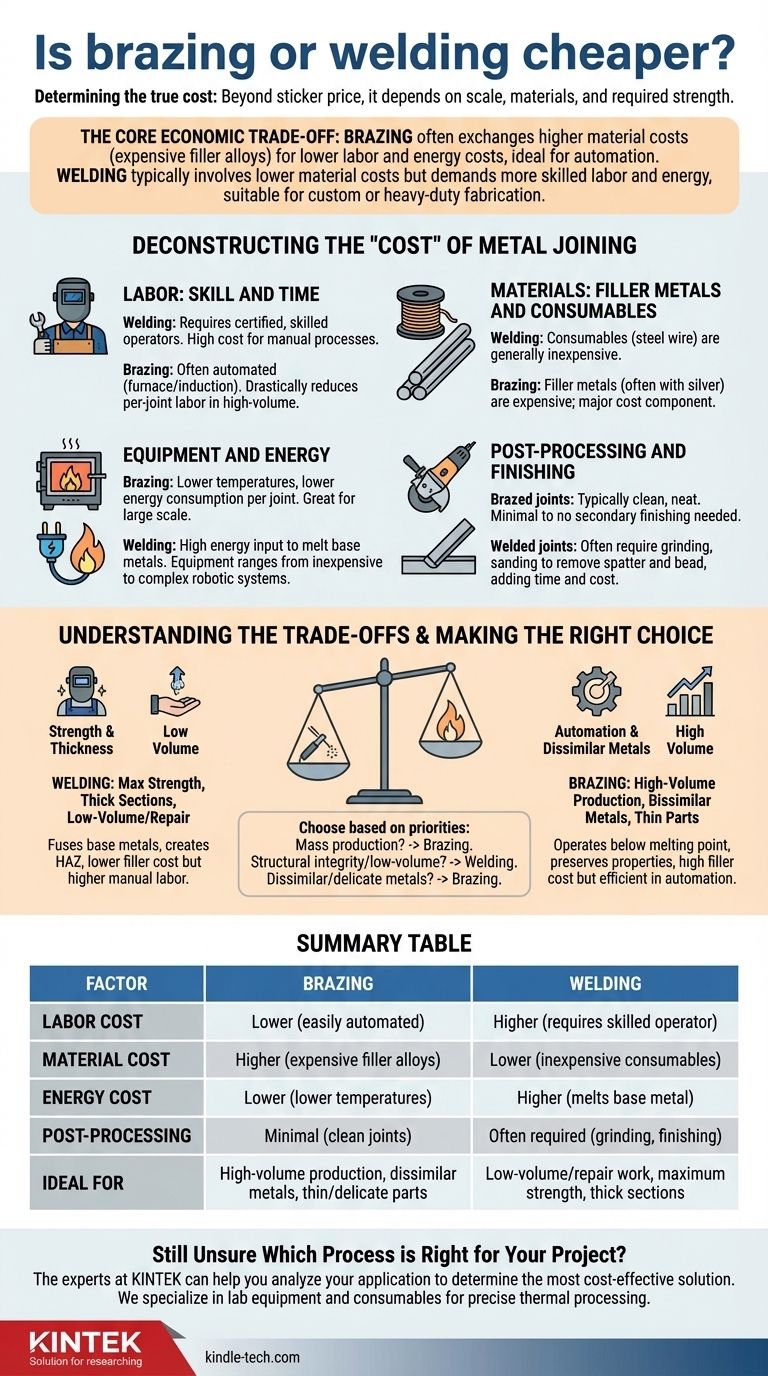
Le compromis économique fondamental est le suivant : le brasage échange souvent des coûts de matériaux plus élevés (alliages d'apport coûteux) contre des coûts de main-d'œuvre et d'énergie plus faibles, ce qui le rend idéal pour l'automatisation. Le soudage implique généralement des coûts de matériaux plus faibles, mais exige une main-d'œuvre plus qualifiée et plus d'énergie, ce qui le rend adapté à la fabrication sur mesure ou lourde.

Déconstruction du "coût" de l'assemblage de métaux
Le coût total d'un processus d'assemblage est la somme de multiples facteurs, et non un seul poste. Comprendre ces composants est essentiel pour prendre une décision éclairée.
Main-d'œuvre : Compétence et temps
Le soudage, en particulier pour les applications structurelles, exige un opérateur certifié et qualifié. Cette main-d'œuvre spécialisée est un facteur de coût important, notamment pour les processus manuels.
Le brasage peut souvent être automatisé, en particulier dans les configurations de brasage au four ou par induction. Cela réduit considérablement le coût de la main-d'œuvre par joint dans la fabrication à grand volume, le rendant très économique à grande échelle.
Matériaux : Métaux d'apport et consommables
Les consommables de soudage, tels que les fils ou les baguettes d'acier, sont généralement peu coûteux. Le coût est faible car ils sont souvent fabriqués à partir de métaux industriels courants.
Les métaux d'apport de brasage, en revanche, contiennent fréquemment des pourcentages élevés d'argent pour abaisser leur point de fusion et améliorer leur fluidité. Cela fait du matériau d'apport lui-même un composant majeur du coût du processus de brasage.
Équipement et énergie
Le brasage s'effectue à des températures beaucoup plus basses que le soudage, car il ne fait pas fondre les métaux de base. Cela se traduit directement par une consommation d'énergie plus faible par joint, une économie significative dans les grandes séries de production.
Le soudage nécessite un apport d'énergie élevé pour faire fondre les métaux de base et créer une liaison par fusion. L'équipement peut aller des postes à souder à l'arc relativement peu coûteux aux systèmes robotiques très complexes et coûteux.
Post-traitement et finition
Les joints brasés sont généralement très propres et nets, nécessitant souvent peu ou pas de meulage ou de finition secondaire. Ce processus d'assemblage "à la forme finale" permet d'économiser un temps et une main-d'œuvre considérables en aval.
Les joints soudés présentent souvent des projections et un cordon irrégulier qui nécessite un meulage, un ponçage ou d'autres étapes de finition pour répondre aux exigences esthétiques ou fonctionnelles, ce qui augmente le temps et le coût total du projet.
Quand le soudage est généralement plus rentable
Malgré le potentiel d'automatisation du brasage, le soudage reste le choix privilégié pour de nombreux scénarios courants en raison de sa simplicité et de sa résistance inhérentes.
Projets à faible volume ou uniques
Pour les réparations ou la fabrication en petites séries, l'installation pour le soudage manuel est rapide et simple. Le coût plus élevé de la main-d'œuvre qualifiée est compensé par une préparation minimale et un coût inférieur des matériaux d'apport par rapport au brasage.
Applications nécessitant une résistance maximale
Le soudage fusionne les métaux de base, créant un joint qui peut être aussi résistant, voire plus résistant, que les matériaux eux-mêmes. Lorsque la résistance absolue et l'intégrité structurelle sont les principales préoccupations, le soudage est le choix technique supérieur et souvent plus direct et plus rentable.
Assemblage de sections épaisses de métaux similaires
Le soudage excelle à pénétrer des matériaux épais pour créer une liaison profonde et robuste. L'apport de chaleur élevé est nécessaire pour ces applications, tandis que le brasage aurait du mal à chauffer uniformément une grande masse thermique à la température requise.
Comprendre les compromis
Choisir entre le brasage et le soudage est un exercice d'équilibre entre des priorités concurrentes. Il n'y a pas de méthode universellement "meilleure" ou "moins chère".
Résistance vs. Intégrité du matériau
Le soudage crée la liaison la plus solide possible, mais à un coût. La chaleur intense crée une zone affectée thermiquement (ZAT) qui peut altérer les propriétés mécaniques du métal de base, le rendant potentiellement plus cassant.
Le brasage opère en dessous du point de fusion des métaux de base, laissant leurs propriétés largement intactes. Le joint est plus faible qu'un joint soudé, mais souvent plus que suffisamment solide pour l'application, et il évite le risque de déformation thermique, ce qui est essentiel pour les pièces minces ou délicates.
Coût du métal d'apport vs. Potentiel d'automatisation
Le coût élevé des alliages de brasage à base d'argent est un obstacle important. Cependant, ce coût peut être précisément contrôlé dans un processus automatisé où la quantité exacte de métal d'apport est appliquée à chaque fois, minimisant le gaspillage.
Le faible coût du fil de soudage est attrayant, mais le soudage manuel peut entraîner un sur-soudage et un gaspillage plus élevé, et le coût de la main-d'œuvre associé par joint reste élevé sans un investissement majeur dans la robotique.
Assemblage de métaux dissemblables
Le plus grand avantage technique du brasage est sa capacité à assembler des métaux dissemblables, tels que le cuivre à l'acier ou l'aluminium au cuivre. Le soudage de ces matériaux est souvent impossible en raison de leurs propriétés métallurgiques incompatibles. Dans ces cas, le brasage est la seule option viable, ce qui justifie son coût.
Faire le bon choix pour votre application
Pour sélectionner le processus le plus économique, vous devez évaluer les objectifs spécifiques de votre projet.
- Si votre objectif principal est la production de masse et l'automatisation : Le brasage est probablement la voie la plus rentable en raison des temps de cycle plus courts, de la consommation d'énergie réduite et du post-traitement minimal.
- Si votre objectif principal est l'intégrité structurelle sur un projet à faible volume : Le soudage est presque toujours la solution la moins chère et la plus directe, offrant une résistance supérieure avec une installation minimale.
- Si votre objectif principal est l'assemblage de métaux délicats, minces ou dissemblables : Le brasage est le choix technique supérieur, et son coût est justifié par ses capacités uniques que le soudage ne peut égaler.
En fin de compte, une décision éclairée découle de l'analyse du coût total de la pièce finie, et non seulement du processus lui-même.
Tableau récapitulatif :
| Facteur | Brasage | Soudage |
|---|---|---|
| Coût de la main-d'œuvre | Inférieur (facilement automatisé) | Supérieur (nécessite un opérateur qualifié) |
| Coût des matériaux | Supérieur (alliages d'apport coûteux) | Inférieur (consommables peu coûteux) |
| Coût de l'énergie | Inférieur (températures plus basses) | Supérieur (fait fondre le métal de base) |
| Post-traitement | Minimal (joints propres) | Souvent requis (meulage, finition) |
| Idéal pour | Production à grand volume, métaux dissemblables, pièces minces/délicates | Travaux à faible volume/réparation, résistance maximale, sections épaisses |
Vous n'êtes toujours pas sûr du processus adapté à votre projet ?
Choisir entre le brasage et le soudage est une décision critique qui a un impact sur votre budget, votre calendrier et la qualité de votre produit. Les experts de KINTEK peuvent vous aider à analyser votre application spécifique – que vous soyez dans la fabrication à grand volume ou que vous ayez besoin d'une réparation sur mesure – pour déterminer la solution d'assemblage de métaux la plus rentable et techniquement solide.
Nous sommes spécialisés dans la fourniture d'équipements de laboratoire et de consommables nécessaires aux traitements thermiques précis, y compris les applications de brasage et de traitement thermique. Laissez-nous vous aider à optimiser votre processus pour l'efficacité et la performance.
Contactez KINTEK dès aujourd'hui pour une consultation personnalisée !
Guide Visuel
Produits associés
- Four de Pressage à Chaud sous Vide Machine de Pressage sous Vide Chauffée
- Four à Pressage à Chaud sous Vide Machine à Pressage sous Vide Four Tubulaire
- Four à pressage à chaud par induction sous vide 600T pour traitement thermique et frittage
- Four à presse à chaud sous vide pour stratification et chauffage
- Four de traitement thermique sous vide avec revêtement en fibre céramique
Les gens demandent aussi
- Qu'est-ce que le frittage assisté par pression ? Obtenez des matériaux plus denses et plus solides plus rapidement
- Quelle est la fonction principale du formage par pressage à chaud ? Atteindre une résistance et une précision supérieures dans la fabrication
- Qu'est-ce que le forgeage à chaud par presse ? Création de composants métalliques complexes et à haute résistance
- Quels produits sont fabriqués par pressage à chaud ? Atteignez une densité et des performances maximales pour vos composants
- Qu'est-ce que le pressage à chaud sous vide ? Atteindre la densité et la pureté maximales dans les matériaux avancés



















