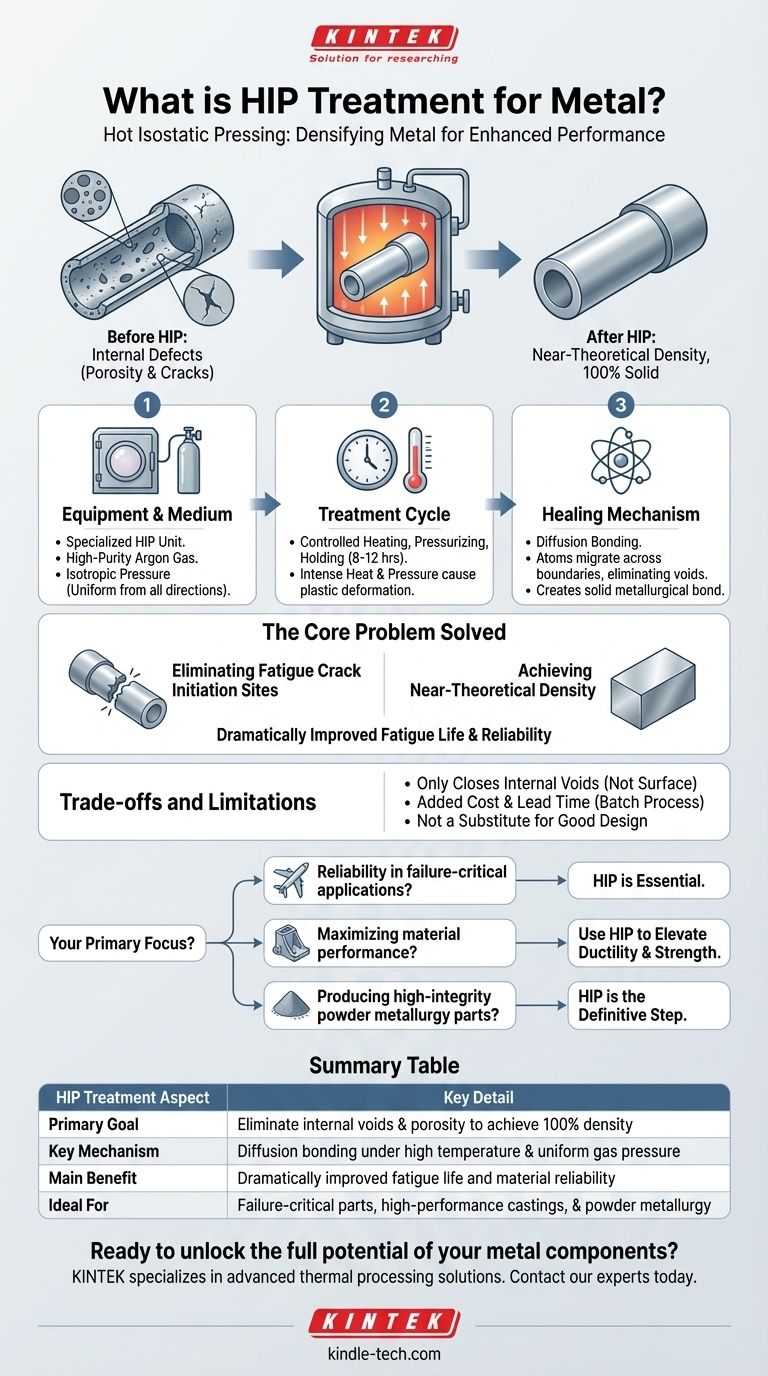
À la base, le Pressage Isostatique à Chaud (HIP) est un processus de traitement des matériaux qui soumet un composant à la fois à une température élevée et à une pression de gaz élevée et uniforme. Cette combinaison est appliquée pendant une durée spécifique pour effondrer et souder par diffusion les vides internes, les fissures ou la porosité au sein d'une pièce métallique. Le résultat est un matériau plus dense, plus résistant et plus fiable, avec des propriétés qui peuvent rivaliser avec celles des alliages corroyés.
L'objectif fondamental du HIP est de réparer les défauts internes. En appliquant une pression uniforme (isostatique) à haute température, il élimine physiquement la microporosité, transformant un composant potentiellement défectueux en une pièce entièrement dense et haute performance avec une durée de vie en fatigue considérablement améliorée.

Comment fonctionne le processus HIP
Le processus HIP est méthodique et se déroule à l'intérieur d'un équipement spécialisé qui combine un four à haute température avec une enceinte de confinement à haute pression.
### L'équipement et le milieu
Les pièces sont chargées dans la chambre de l'unité HIP. Cette chambre est ensuite scellée, chauffée et remplie d'un gaz inerte de haute pureté, le plus souvent de l'argon.
Ce gaz agit comme milieu de pression, garantissant que la pression est appliquée isotropiquement, c'est-à-dire uniformément sous toutes les directions.
### Le cycle de traitement
Le cycle comprend trois phases principales : la pressurisation et le chauffage, le maintien (ou « trempage »), et le refroidissement. La température, la pression et la durée sont contrôlées avec précision en fonction de l'alliage spécifique et du résultat souhaité.
Un cycle HIP typique peut durer de 8 à 12 heures. La chaleur intense ramollit le matériau, permettant à la haute pression du gaz de provoquer une déformation plastique et un fluage, ce qui force les surfaces internes de tous les vides à se rapprocher.
### Le mécanisme de réparation : la soudure par diffusion
Une fois que les surfaces des vides sont en contact intime, la soudure par diffusion se produit. Au niveau atomique, les atomes migrent à travers la limite, éliminant efficacement le vide précédent et créant une liaison métallurgique solide et homogène.
Ceci élimine complètement les défauts tels que la porosité de retrait des pièces moulées ou les vides entre les particules de poudre dans la métallurgie des poudres.
Le problème fondamental que le HIP résout : les défauts internes
De nombreux procédés de fabrication, en particulier la coulée de métaux et la métallurgie des poudres, peuvent laisser des vides internes microscopiques. Ces défauts sont la principale cause de défaillance prématurée des composants.
### Élimination des sites d'initiation des fissures de fatigue
La microporosité et les fissures internes agissent comme des concentrateurs de contraintes. Lorsqu'une pièce est soumise à des chargements cycliques, ces minuscules défauts deviennent les sites d'initiation des fissures de fatigue, qui peuvent se propager et entraîner une défaillance catastrophique.
En éliminant ces vides internes, le HIP supprime la cause profonde de nombreuses défaillances par fatigue.
### Atteindre une densité quasi théorique
L'objectif ultime du HIP est de produire un composant avec 100 % de sa densité maximale théorique. Cette densification est ce qui entraîne l'amélioration significative des propriétés mécaniques du matériau.
### Amélioration de la cohérence des produits
La présence et la taille des défauts internes peuvent varier considérablement d'une pièce à l'autre, entraînant des performances incohérentes. Le HIP élimine cette variable, ce qui donne des pièces avec beaucoup moins de variation dans leurs propriétés mécaniques et une durée de vie prévisible.
Comprendre les compromis et les limites
Bien que puissant, le HIP n'est pas une solution universelle. C'est un outil spécifique pour résoudre un problème spécifique.
### Seuls les vides internes sont fermés
L'exigence fondamentale pour que le HIP fonctionne est que la pression ne puisse pas s'échapper. Par conséquent, le processus ne peut fermer que les vides qui ne sont pas connectés à la surface de la pièce. Ce n'est pas un traitement de surface.
### Coût supplémentaire et délai de livraison
Le HIP est un processus par lots effectué dans un équipement spécialisé, ce qui ajoute à la fois du coût et du temps au cycle de fabrication. Cet investissement doit être justifié par le besoin d'une fiabilité ou d'une performance accrue.
### Ne remplace pas une bonne conception
Le HIP améliore les propriétés d'une pièce bien conçue ; il ne peut pas corriger une conception fondamentalement défectueuse. Il améliore l'intégrité du matériau mais ne modifie ni sa forme ni sa géométrie.
Faire le bon choix pour votre objectif
Spécifier le traitement HIP est une décision stratégique basée sur les exigences de performance et de fiabilité du composant final.
- Si votre objectif principal est la fiabilité dans les applications critiques en cas de défaillance : Le HIP est essentiel pour éliminer les défauts internes qui pourraient entraîner une défaillance par fatigue dans des composants tels que les pièces de moteurs d'avions ou les implants médicaux.
- Si votre objectif principal est de maximiser la performance du matériau : Utilisez le HIP pour élever la ductilité et la résistance à la fatigue d'une pièce moulée à un niveau comparable à celui d'une pièce corroyée ou forgée plus coûteuse.
- Si votre objectif principal est de produire des pièces de métallurgie des poudres à haute intégrité : Le HIP est l'étape définitive pour transformer la poudre métallique compactée en un composant solide, entièrement dense et haute performance.
En fin de compte, le Pressage Isostatique à Chaud est un outil puissant pour libérer tout le potentiel d'un matériau métallique.
Tableau récapitulatif :
| Aspect du traitement HIP | Détail clé |
|---|---|
| Objectif principal | Éliminer les vides internes et la porosité pour atteindre une densité de 100 % |
| Mécanisme clé | Soudure par diffusion sous haute température et pression de gaz uniforme |
| Avantage principal | Durée de vie en fatigue et fiabilité du matériau considérablement améliorées |
| Idéal pour | Pièces critiques en cas de défaillance (aérospatiale, médical), pièces moulées haute performance et métallurgie des poudres |
Prêt à libérer tout le potentiel de vos composants métalliques ? KINTEK se spécialise dans les solutions de traitement thermique avancées. Notre expertise en équipement de laboratoire et consommables peut vous aider à déterminer si le traitement HIP est le bon choix pour améliorer la résistance, la fiabilité et la performance de vos pièces critiques. Contactez nos experts dès aujourd'hui pour discuter de votre application spécifique et de vos objectifs matériels.
Guide Visuel
Produits associés
- Presse isostatique à chaud pour la recherche sur les batteries à l'état solide
- Presse isostatique à froid de laboratoire électrique divisée CIP pour pressage isostatique à froid
- Moules de Pressage Isostatique pour Laboratoire
- Presse hydraulique automatique chauffante à haute température avec plaques chauffantes pour laboratoire
- Presse hydraulique manuelle chauffante haute température avec plaques chauffantes pour laboratoire
Les gens demandent aussi
- Quelle est la température d'une presse isostatique à chaud ? Atteindre la densification optimale pour vos matériaux
- Comment les presses isostatiques à chaud améliorent-elles les performances des électrodes sèches ? Améliorez la conductivité des batteries tout solides grâce à la chaleur et à la pression
- Pourquoi l'utilisation d'une presse isostatique pour les corps verts LSGM entraîne-t-elle une réduction de la température de frittage ? Améliorer la Densité
- Combien de temps dure le pressage isostatique à chaud ? Déverrouiller les variables qui contrôlent le temps de cycle
- À quoi sert une presse isostatique ? Obtenir une densité uniforme et éliminer les défauts

















