Les processus les plus similaires au brasage fort sont le brasage tendre et le soudage. Bien que tous trois soient utilisés pour assembler des matériaux, ils se distinguent fondamentalement par les températures qu'ils utilisent et par le fait que les matériaux de base à assembler soient fondus ou non. D'autres traitements thermiques comme le recuit peuvent utiliser des équipements de four similaires mais servent un objectif entièrement différent.
La distinction fondamentale entre le brasage tendre, le brasage fort et le soudage réside dans un principe simple : le soudage fait fondre les matériaux de base pour les fusionner, tandis que le brasage fort et le brasage tendre utilisent un métal d'apport à basse température pour agir comme une colle sans faire fondre les matériaux de base.

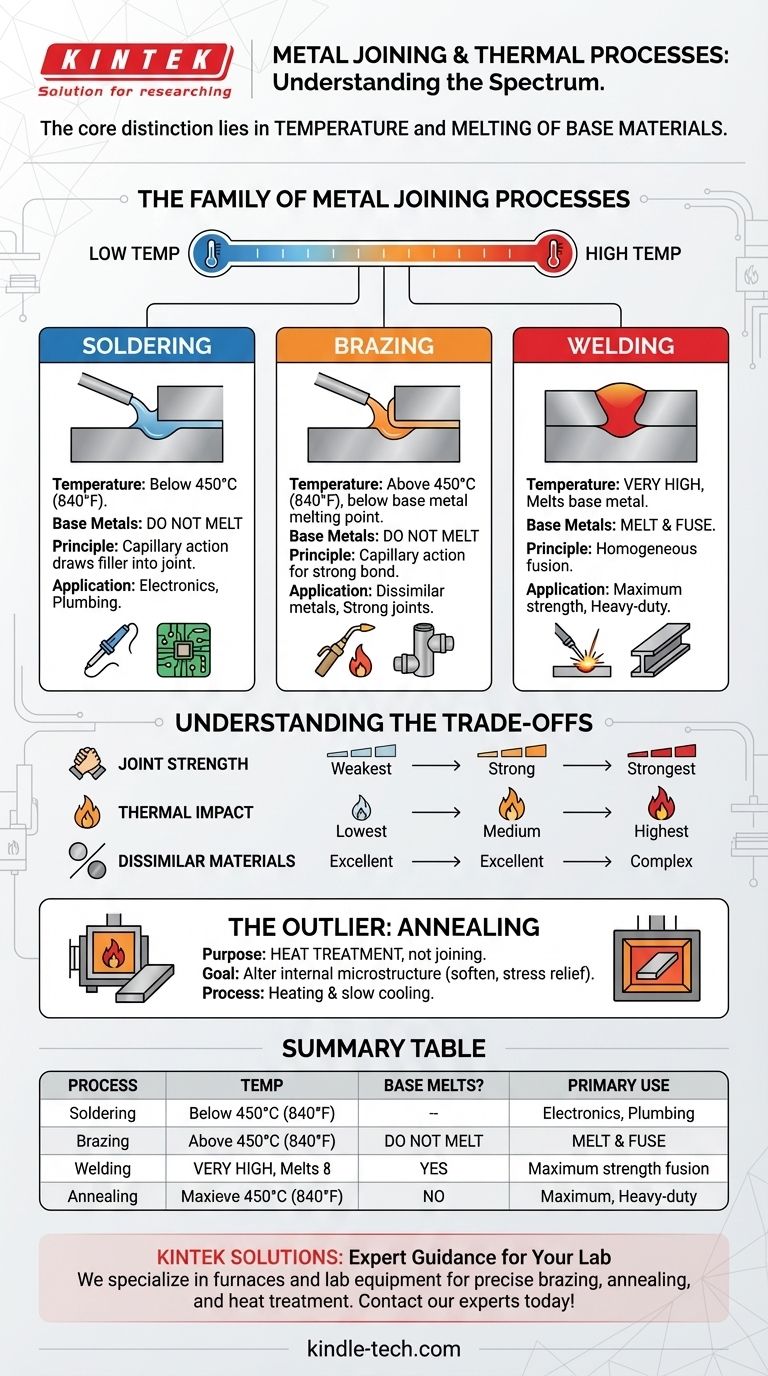
La famille des procédés d'assemblage des métaux
Pour comprendre le brasage fort, il faut le considérer comme faisant partie d'un spectre de techniques d'assemblage thermique. La principale différence est la chaleur. Chaque processus occupe une plage de température distincte, ce qui dicte ses applications et ses résultats.
Brasage tendre : La liaison à basse température
Le brasage tendre est le processus le plus bas en température des trois. Il implique la fusion d'un métal d'apport (soudure) à une température inférieure à 450°C (840°F) pour assembler deux ou plusieurs éléments métalliques.
Les métaux de base sont chauffés, mais ils n'atteignent jamais leur point de fusion. La soudure fondue est aspirée dans le joint entre les pièces par action capillaire, créant une liaison solide une fois refroidie. C'est la méthode courante pour assembler des composants électroniques.
Brasage fort : La liaison à température moyenne
Le brasage fort occupe le juste milieu. Il fonctionne exactement comme le brasage tendre mais à des températures plus élevées, en utilisant un métal d'apport qui fond au-dessus de 450°C (840°F).
Il est crucial de noter que cette température est toujours inférieure au point de fusion des matériaux de base. Comme le brasage tendre, le brasage fort repose sur l'action capillaire pour attirer le métal d'apport dans un joint ajusté, ce qui donne une liaison généralement beaucoup plus solide qu'une liaison brasée tendre.
Soudage : La fusion à haute température
Le soudage est le processus le plus chaud et le plus distinct. Son objectif est de faire fondre les métaux de base eux-mêmes, les faisant fusionner directement, souvent avec l'ajout d'un matériau d'apport.
Parce que les matériaux de base sont fondus et fusionnés, le soudage crée un joint continu et homogène. Cela se traduit généralement par la connexion la plus solide possible, faisant essentiellement des deux pièces de métal une seule.
Comprendre les compromis
Le choix entre ces méthodes implique des compromis clairs en termes de résistance, d'impact thermique et de compatibilité des matériaux. Confondre l'une avec l'autre peut entraîner l'échec du projet.
Résistance et intégrité du joint
Le soudage produit les joints les plus solides, car les métaux de base sont fusionnés. Le brasage fort crée une liaison très solide qui est souvent plus résistante que le métal d'apport lui-même, mais plus faible qu'un joint soudé. Le brasage tendre produit le joint le plus faible des trois, adapté aux applications légères.
Impact thermique sur les métaux de base
La chaleur intense du soudage peut altérer les propriétés mécaniques des métaux de base dans la "zone affectée thermiquement", nécessitant parfois un traitement thermique post-soudage. Le brasage fort utilise moins de chaleur, minimisant cette distorsion et cet impact. Le brasage tendre a le plus faible impact thermique, ce qui le rend idéal pour les composants électroniques délicats.
Assemblage de matériaux dissemblables
Le brasage fort et le brasage tendre excellent dans l'assemblage de matériaux dissemblables (par exemple, le cuivre à l'acier). Étant donné que les métaux de base ne fondent pas, les problèmes de compatibilité sont beaucoup moins préoccupants. Le soudage de métaux dissemblables est possible mais constitue un défi métallurgique beaucoup plus complexe.
Autres procédés thermiques : Le cas du recuit
Bien que des procédés comme le recuit puissent utiliser les mêmes fours à atmosphère contrôlée que le brasage fort, leur but est entièrement différent.
Le but du recuit
Le recuit est un procédé de traitement thermique, et non un procédé d'assemblage. Il consiste à chauffer un matériau à une température spécifique, puis à le refroidir lentement. L'objectif n'est pas d'assembler des pièces, mais de modifier la microstructure interne du matériau — typiquement pour le rendre plus doux, plus ductile et moins cassant.
Assemblage vs Traitement
Considérez-le de cette façon : le brasage fort, le brasage tendre et le soudage sont comme de la colle ou du ciment, reliant des composants distincts. Le recuit est comme le tempérage du chocolat ou de l'acier, modifiant les propriétés d'un composant unique et existant.
Faire le bon choix pour votre objectif
Les exigences de votre application doivent dicter le processus correct.
- Si votre objectif principal est une résistance maximale et un seul joint homogène : Le soudage est le choix définitif.
- Si votre objectif principal est d'assembler des métaux dissemblables ou sensibles à la chaleur sans les faire fondre : Le brasage fort offre une liaison solide et fiable avec moins de distorsion thermique.
- Si votre objectif principal est d'assembler des composants électroniques délicats ou de la plomberie à basse température : Le brasage tendre fournit une liaison suffisante avec un risque minimal pour les composants.
- Si votre objectif principal est d'adoucir un métal ou de soulager les contraintes internes : Le recuit est le processus de traitement thermique correct pour modifier les propriétés du matériau.
En fin de compte, comprendre le rôle de la température et son effet sur le matériau de base est la clé pour sélectionner la bonne technique pour le travail.
Tableau récapitulatif :
| Procédé | Plage de température | Le métal de base fond-il ? | Utilisation principale |
|---|---|---|---|
| Brasage tendre | Inférieur à 450°C (840°F) | Non | Électronique, plomberie, joints délicats |
| Brasage fort | Supérieur à 450°C (840°F) | Non | Joints solides, métaux dissemblables, distorsion minimale |
| Soudage | Très élevé (fait fondre le métal de base) | Oui | Résistance maximale, fusion homogène |
| Recuit | Varie selon le matériau | Non | Adoucissement du métal, soulagement des contraintes (traitement thermique) |
Besoin de conseils d'experts sur les équipements de traitement thermique pour votre laboratoire ? KINTEK est spécialisé dans les fours et les équipements de laboratoire pour le brasage fort, le recuit et d'autres procédés de traitement thermique. Nos solutions garantissent un contrôle précis de la température et des résultats fiables pour vos applications d'assemblage métallique et de science des matériaux. Contactez nos experts dès aujourd'hui pour discuter de la manière dont nous pouvons soutenir les besoins spécifiques de votre laboratoire !
Guide Visuel