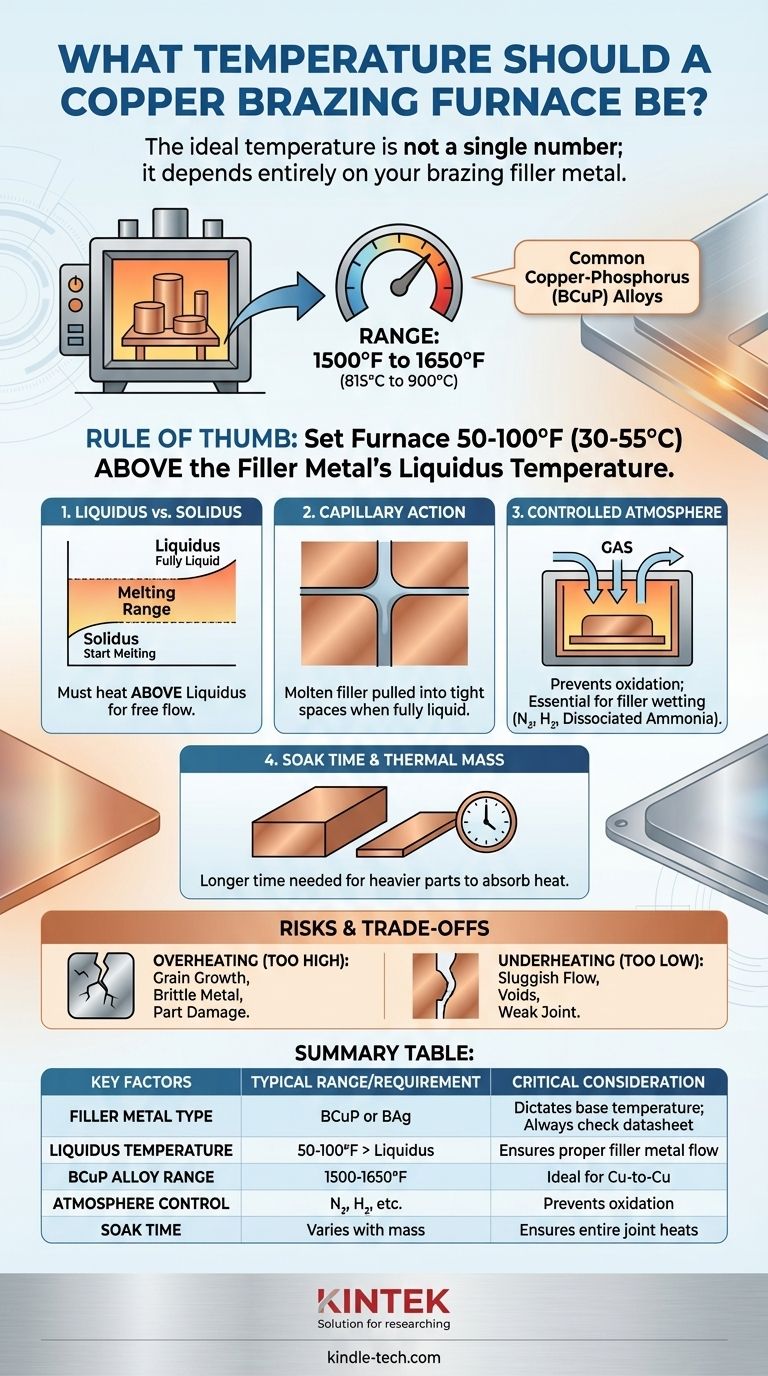
La température idéale pour un four de brasage tendre du cuivre n'est pas un chiffre unique ; elle est entièrement déterminée par le métal d'apport de brasage (alliage) spécifique que vous utilisez. Le four doit être réglé à une température supérieure de manière sûre à la température de liquidus (complètement liquide) du métal d'apport, mais bien inférieure au point de fusion du métal de base en cuivre. Pour les alliages cuivre-phosphore courants, cela se situe généralement dans une plage de 1500°F à 1650°F (815°C à 900°C).
Le principe fondamental du brasage tendre est de faire fondre le métal d'apport, et non les pièces à joindre. Par conséquent, vous devez toujours consulter la fiche technique de votre alliage de brasage spécifique et régler la température de votre four de 50 à 100°F (30 à 55°C) au-dessus de sa température de liquidus indiquée pour assurer un écoulement correct.
Pourquoi le métal d'apport dicte la température
Un brasage tendre réussi repose sur le fait que le métal d'apport devienne entièrement liquide afin d'être entraîné dans le joint par capillarité. Les propriétés de ce métal d'apport, et non du cuivre lui-même, sont le facteur déterminant pour les réglages de votre four.
Comprendre le liquidus et le solidus
Chaque alliage de brasage tendre possède une plage de fusion définie par deux températures. Le solidus est la température à laquelle l'alliage commence à fondre, et le liquidus est la température à laquelle il devient complètement liquide.
Pour que le métal d'apport s'écoule librement et crée une liaison solide, toute la zone du joint doit être chauffée au-dessus de la température de liquidus.
Le rôle de l'action capillaire
L'action capillaire est la force qui attire le métal d'apport en fusion dans l'espace étroit entre les deux pièces en cuivre. Ce phénomène ne fonctionne efficacement que lorsque le métal d'apport est entièrement liquide et fluide.
Si la température du four est trop basse (en dessous du liquidus), le métal d'apport sera lent et épais, l'empêchant de remplir complètement le joint et entraînant une connexion faible avec des vides.
Alliages de brasage tendre du cuivre courants
Différents alliages ont des températures de liquidus différentes. Pour les joints cuivre-cuivre, les alliages BCuP (cuivre-phosphore) sont extrêmement courants car le phosphore agit comme un agent de fluxage, éliminant le besoin d'un flux séparé.
Pour joindre le cuivre à d'autres métaux comme l'acier ou le laiton, on utilise des alliages BAg (à base d'argent), et leurs exigences de température différeront considérablement. Vérifiez toujours les spécifications de l'alliage.
Réglage du four : plus qu'un simple chiffre
Atteindre la bonne température n'est qu'une partie du processus. Pour un brasage tendre réussi au four, plusieurs autres facteurs sont essentiels à contrôler.
L'importance d'une atmosphère contrôlée
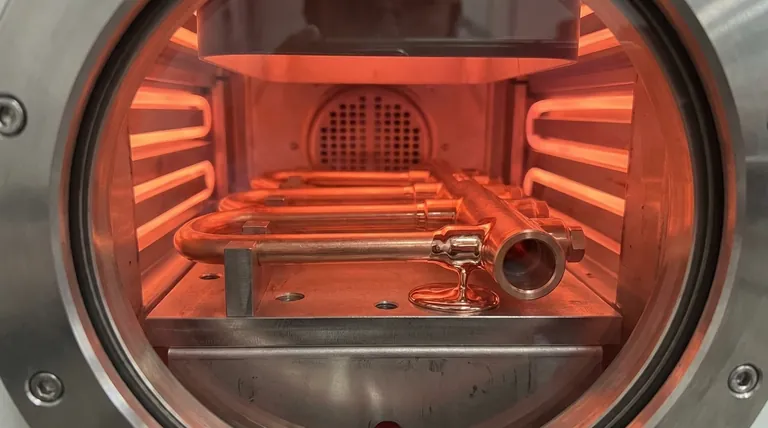
Chauffer le cuivre aux températures de brasage tendre à l'air libre provoquera une oxydation de surface importante. Cette couche d'oxyde empêche le métal d'apport de « mouiller » les surfaces en cuivre, rendant la liaison impossible.
Le brasage tendre au four doit être effectué dans une atmosphère protectrice (telle que l'azote, l'hydrogène ou l'ammoniac dissocié) pour déplacer l'oxygène et maintenir les pièces propres pendant le cycle de chauffage et de refroidissement.
Temps de maintien et masse thermique
L'affichage de la température du four indique la température de l'air, et non celle des pièces. Les pièces elles-mêmes, surtout si elles sont épaisses ou lourdes, ont besoin de temps pour absorber la chaleur.
Cette période est appelée le temps de maintien — la durée pendant laquelle les pièces sont maintenues à la température de brasage tendre. Un temps de maintien plus long est nécessaire pour les pièces ayant une masse thermique plus importante afin de garantir que la zone du joint atteigne la température requise pour que le métal d'apport s'écoule.
Comprendre les risques et les compromis
Régler la température du four de manière incorrecte dans l'une ou l'autre direction entraînera des joints défectueux.
Le danger de la surchauffe
Régler la température trop élevée gaspille de l'énergie et crée des risques. Une chaleur excessive peut provoquer une croissance du grain dans le cuivre, ce qui peut rendre le métal cassant et faible près du joint.
Dans les cas extrêmes, vous pourriez commencer à approcher le point de fusion du cuivre lui-même (1984°F / 1085°C), ce qui détruirait les pièces.
Le problème du sous-chauffage
Le sous-chauffage est la cause la plus fréquente d'un mauvais joint brasé. Si la température du four est trop proche ou inférieure au point de liquidus du métal d'apport, l'alliage ne s'écoulera pas correctement.
Il en résulte un remplissage incomplet, laissant des espaces et des vides qui compromettent gravement la résistance et l'intégrité de la connexion finale.
Faire le bon choix pour votre application
Utilisez les propriétés de votre métal d'apport choisi comme guide définitif pour régler votre four.
- Si votre objectif principal est de joindre du cuivre à du cuivre : Vous utilisez probablement un alliage BCuP. Réglez votre four de 50 à 100°F (30 à 55°C) au-dessus de la température de liquidus spécifiée de l'alliage, plaçant votre fenêtre de processus dans la plage de 1500-1650°F (815-900°C).
- Si votre objectif principal est de braser du cuivre à un métal différent : Vous aurez besoin d'un alliage différent, probablement un alliage BAg (argent). Vous devez consulter sa fiche technique, car sa plage de température requise sera différente de celle des alliages BCuP.
- Si vous obtenez des résultats incohérents : Premièrement, confirmez que votre four est calibré et fournit une chaleur uniforme. Deuxièmement, assurez-vous que votre atmosphère protectrice est pure et empêche efficacement l'oxydation sur les surfaces des pièces avant et pendant le cycle de brasage tendre.
Maîtriser la température et l'atmosphère de votre four est la première étape essentielle pour créer des joints brasés tendrement solides et fiables de manière constante.
Tableau récapitulatif :
| Facteur clé | Plage/Exigence typique | Considération critique |
|---|---|---|
| Type de métal d'apport | BCuP (Cuivre-Phosphore) ou BAg (Argent) | Détermine la température de base ; vérifiez toujours la fiche technique de l'alliage |
| Température de liquidus | 50-100°F (30-55°C) au-dessus du point de liquidus de l'alliage | Assure l'écoulement correct du métal d'apport par action capillaire |
| Plage d'alliage BCuP courante | 1500°F à 1650°F (815°C à 900°C) | Idéal pour les joints cuivre-cuivre ; le phosphore agit comme un flux |
| Contrôle de l'atmosphère | Azote, hydrogène ou ammoniac dissocié | Prévient l'oxydation pour un mouillage et une liaison appropriés |
| Temps de maintien | Varie selon la masse thermique de la pièce | Assure que toute la zone du joint atteint la température cible |
Besoin d'un four offrant un contrôle précis de la température et une atmosphère fiable pour un brasage tendre du cuivre impeccable ? KINTEK est spécialisé dans les fours de laboratoire haute performance et les équipements conçus pour des résultats de brasage tendre constants. Nos experts peuvent vous aider à choisir le bon système pour vos alliages et exigences d'application spécifiques. Contactez-nous dès aujourd'hui pour discuter de vos besoins en brasage tendre et garantir des joints solides et fiables à chaque fois !
Guide Visuel
Produits associés
- Four de frittage et de brasage sous vide pour traitement thermique
- Four à atmosphère contrôlée 1200℃ Four à atmosphère inerte d'azote
- Four à atmosphère contrôlée 1700℃ Four à atmosphère inerte d'azote
- Four de Traitement Thermique Sous Vide et de Frittage avec Pression d'Air de 9 MPa
- Four à atmosphère d'hydrogène contrôlée à l'azote
Les gens demandent aussi
- Quel est le coût d'un four de brasage sous vide ? Un guide des facteurs clés et de la stratégie d'investissement
- À quoi sert un four sous vide ? Atteignez la pureté dans le traitement à haute température
- Quel est le processus d'un four sous vide ? Atteignez la pureté et la précision dans le traitement à haute température
- Peut-on braser ou souder par brasage des métaux dissemblables ? Un guide pour des joints solides et fiables
- Quels sont les différents types de soudobrasage ? Un guide pour choisir la bonne source de chaleur



















